



Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
作者 Rod Watkins - Director of Strategic Development Optometry and Vision Science, Flinders University下載範例檔案簡介前言一般而言,眼科鏡片的設計與斜向像散的調控有關。在像差方面,彗差會隨視場角的變化而線性增加,而像散則是呈二次方增加。
2212
w**elab86_Swsp ??? 3年前
大型船舶螺旋槳生產技術再突破!螺旋槳關鍵工序數控加工 
而且刀具運動方向的精度完全由操作者控制,繪制的流曲線越密、精度越高,刀具軌跡的可控程度就越高,越符合設計理念。 刀具軌跡得到精確控制后,在實際加工中經試切驗證,滿足零件各項技術要求,證明該方法正確可行。文中所述質量理念、數學計算、產品性能分析以及工藝分析方法,在解決同類零件的加工難題時也可推廣應用。
3240 1
海工 ??? 4年前
數控機床分類大全 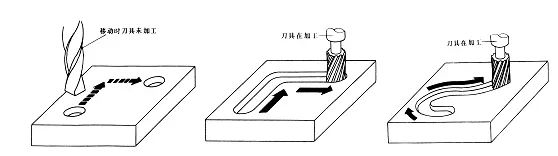
①普通型數控機床 如數控車床、數控銑床、數控磨床等。 ②加工中心 其主要特點是具有自動換刀機構的刀具庫,工件經一次。裝夾后,通過自動更換各種刀具,在同一臺機床上對工件各加工面連續進行銑(車)鍵、鉸、鉆、攻螺紋等多種工序的加工,如(幢/銑類)加工中心、車削中心、鉆削中心等。
4322 4
數控編程網 ??? 2年前
機械車間的行話,一出口就知道你是不是老師傅!
比如手輪 公斤扳手:扭距扳手 卡攔:用來把一疊薄鐵板緊固卡在一起的東西,功能類似臺鉗,形狀好象d字,那個豎是螺絲 樸(piao2,發音同瓢):形位精度不合格,如:板面不平,圓盤不圓,回轉擺動,同軸度不好 殼:斷屑槽 開殼(qiao4):車刀磨斷屑槽 趕活:重點在一個‘趕‘字.手眼閉環伺服,2軸連動,雙手步進,“人控”
2266 5
數控編程網 ??? 4年前
如何一句話證明你是機加工的! 
勒刀:因為擠壓變形,刀具塑變不能切削了,一般多指銑刀打刀:刀具崩裂,碎斷崴(瓦)刀:刀具扎入工件,使工件缺損拉荒:粗加工,東北開粗:粗加工,南方光:以提高表面光潔度為目的的精加工,衍生有光刀,光光刀:精加工刀具,一般指車床的彈簧精光刀光活:精加工工件表面,使之光潔度提高.
1911
模具設計UG編程教學 ??? 3年前
沉降型切削液的性能特點與應用解析 
同時,優質的沉降型切削液配方經過科學調配,在實現沉降特性的同時,并未弱化潤滑、冷卻、防銹等核心性能,其添加的抗磨劑、防銹劑能滿足常規金屬加工的工藝需求,在碳鋼、鑄鐵等黑色金屬的粗加工、半精加工中,能有效減少刀具磨損,為工件提供工序間防銹保護,且油液在長期使用中不易出現變質、發臭,換油周期相對穩定。 使用成本可控,適配性強也是沉降型切削液的突出特點。
922
東莞市杉山潤滑油科技有限公司 ??? 2月前
選對 CNC 切削液,讓加工效率與設備壽命雙向提升 
杉山潤滑油所有產品均通過 ISO141001 環境管理體系認證,不屬于危險品,且經第三方權威檢測,從原料到成品全程環保可控,既保障操作人員健康,又符合企業綠色生產需求。 企業實力與服務保障是選型重要支撐。優質切削液品牌需具備成熟的研發能力、嚴格的質控體系和高效的售后服務。
2319
東莞市杉山潤滑油科技有限公司 ??? 4月前
CNC 機加工 DFM 外包:降低成本、減少風險、加速量產的成熟策略 
</strong></h2><p>DFM(Design for Manufacturability)是指在設計階段,對零件結構進行系統評估和優化,確保其<strong>能夠高效、穩定、可控地被 CNC 加工出來</strong>。</p><p>在 CNC 加工中,DFM 通常圍繞以下問題展開:</p><ul><li>該結構是否可使用標準刀具完成加工?
2132
2103707493 ??? 4月前
【米思米工業產品知識分享】- 數控機床操作入門知識大全 
4、輔助裝置,指數控機床的一些必要的配套部件,用以保證數控機床的運行,如冷卻、排屑、潤滑、照明、監測等。它包括液壓和氣動裝置、排屑裝置、交換工作臺、數控轉臺和數控分度頭,還包括刀具及監控檢測裝置等。 5、編程及其他附屬設備,可用來在機外進行零件的程序編制、存儲等。
2335
MISUMI米 ??? 3年前
望“屑”診斷加工,這才是高手! 
刀具切削區幾何參數 合理的刀具切削區幾何參數是提高切屑形成的可控性及斷屑的可靠性最常用的方法。
2322
數控編程教學 ??? 4年前
精密加工創新技術:擠壓切削、階梯型前角刀具與OME切削的性能突破與未來展望 

為突破上述瓶頸,學術界與產業界近年來發展出三類創新技術路徑:擠壓 - 切削復合工藝通過力熱耦合作用實現梯度結構的可控制備,階梯型前角刀具利用動態應變調控機制優化材料成形行為,OME技術則通過界面潤滑改性將切削力降低 40% 以上。這些技術分別針對梯度結構制備、應變可控成形、低切削力加工三大方向形成突破,為解決傳統工藝缺陷提供了系統性解決方案。
209
領航科工-專業切削仿真 ??? 6月前
這些知識,在車間一輩子,你也未必全懂 
,一般多指銑刀 10、打刀:刀具崩裂,碎斷 11、崴(瓦)刀:刀具扎入工件,使工件缺損 12、拉荒:粗加工,東北 13、開粗:粗加工,南方 14、光:以提高表面光潔度為目的的精加工,衍生有光刀,光活 15、光刀:精加工刀具,一般指車床的彈簧精光刀 16、光活:精加工工件表面,使之光潔度提高. 17、勒
1894
模具設計UG編程教學 ??? 3年前
這些知識,在車間一輩子,你也未必全懂
,一般多指銑刀 10、打刀:刀具崩裂,碎斷 11、崴(瓦)刀:刀具扎入工件,使工件缺損 12、拉荒:粗加工,東北 13、開粗:粗加工,南方 14、光:以提高表面光潔度為目的的精加工,衍生有光刀,光活 15、光刀:精加工刀具,一般指車床的彈簧精光刀 16、光活:精加工工件表面,使之光潔度提高. 17、勒
2016
UG編程模具設計實戰 ??? 3年前
解析切削液乳化難題:找準成因,科學規避 
切削液乳化不僅影響生產效率,還會增加廢液處理成本,工廠需從源頭把控,選擇配方優質、乳化體系穩定的切削液產品,同時建立規范的使用和維護流程,及時除油過濾、把控濃度、避免雜油混入,才能有效減少乳化現象,延長切削液使用壽命,保障加工生產的高效進行。
1431
東莞市杉山潤滑油科技有限公司 ??? 2月前
加工中心“失傳已久”的調機絕技,在座的各位,還有幾個知道? 
坐標系自動輸入法1、運行此程序,機械坐標值自動輸入到G54 X、Y、Z中,如下圖:2、結果展示,如下圖:刀具長度補償自動輸入法1、以本公司12把刀庫為例,運行此程序,機械坐標Z值自動輸入到刀具長度補償中,如下圖:2、結果展示:如何盡快由技術工程師向技術管理者轉型?
1855
UG編程模具設計實戰 ??? 3年前
這些知識,在車間一輩子,你也未必全懂 
,一般多指銑刀 10、打刀:刀具崩裂,碎斷 11、崴(瓦)刀:刀具扎入工件,使工件缺損 12、拉荒:粗加工,東北 13、開粗:粗加工,南方 14、光:以提高表面光潔度為目的的精加工,衍生有光刀,光活 15、光刀:精加工刀具,一般指車床的彈簧精光刀 16、光活:精加工工件表面,使之光潔度提高. 17、勒:用硬質合金刀具高轉速精加工
1848
數控編程教學 ??? 4年前
NCSIMUL助力洛倫茲集團向工業4.0邁進 
洛倫茲集團使用NCSIMUL取得的主要收益:NCSIMUL得益于數字雙胞胎的性能,可以模擬和優化刀具路徑 NCSIMUL Tool減少了刀具預算,同時優化了刀具準備效率NCSIMUL實現無碰撞,靈活的加工更多行業解決方案,請聯系我們:全國熱線 :400 633 6258官方網站 :www.anscos.com郵 箱 :info@anscos.com
1977 4 2
上海庭田信息科技有限公司 ??? 4年前
加工中心“失傳已久”的調機絕技,在座的各位,還有幾個知道? 
坐標系自動輸入法1、運行此程序,機械坐標值自動輸入到G54 X、Y、Z中,如下圖:2、結果展示,如下圖:刀具長度補償自動輸入法1、以本公司12把刀庫為例,運行此程序,機械坐標Z值自動輸入到刀具長度補償中,如下圖:2、結果展示:如何盡快由技術工程師向技術管理者轉型?
1869
模具設計UG編程教學 ??? 3年前
加工中心“失傳已久”的調機絕技,在座的各位,還有幾個知道 
坐標系自動輸入法1、運行此程序,機械坐標值自動輸入到G54 X、Y、Z中,如下圖: 2、結果展示,如下圖: 刀具長度補償自動輸入法 1、以本公司12把刀庫為例,運行此程序,機械坐標Z值自動輸入到刀具長度補償中,如下圖: 2、結果展示: 如何盡快由技術工程師向技術管理者轉型?
1900
UG編程模具設計實戰 ??? 4年前
加工中心“失傳已久”的調機絕技,在座的各位,還有幾個知道 
坐標系自動輸入法1、運行此程序,機械坐標值自動輸入到G54 X、Y、Z中,如下圖: 2、結果展示,如下圖: 刀具長度補償自動輸入法 1、以本公司12把刀庫為例,運行此程序,機械坐標Z值自動輸入到刀具長度補償中,如下圖: 2、結果展示: 如何盡快由技術工程師向技術管理者轉型?
1935
模具設計UG編程教學 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
