



ZEMAX軟件技術應用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
考慮繞射效率使用戶能夠進行圖像模擬和綜合優化等高級分析。表面反射光柵與體積全像光柵的比較在介紹這個模型之前,我們先簡單解釋一下表面反射光柵(SRG)和體積全像光柵(VHG)的區別。這兩種光柵在光學系統中的作用幾乎是一樣的,但在製造和模擬方面卻有很大的不同。 圖 1.
2123
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:在 OpticStudio 中模擬高階雷射光束 
但是,確定何時產生不同的解決方案很簡單。該解決方案與相應的 Hermite-Gaussian 結果不一致(對於大 e,它們應該如此)。在這種情況下,應使用高斯束腰光束選項來模擬光束模式。雷射的一般輸出可以從近軸波動方程的解中找到。對於雷射增益孔徑中的矩形、圓形和橢圓對稱性,已經找到了該方程的三組正交解。所有這三種解決方案都可以在物理光學傳播 (POP) 中的 OpticStudio 中建模。
2057
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:如何在OpticStudio中設計DOE透鏡或超穎透鏡 
而且,此方法只能在每個單獨的字段上模擬PSF。像圖像模擬或相對照明這樣的分析是不可能的。Figure 2 工作流程的增強版本,如圖1所示。在製造之前,設計人員可以使用POP和FDTD來檢查最終的PSF。
2189
w**elab86_Swsp ??? 3年前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
同時,OpticStudio具有優越的運算能力,可以進行規模較大的系統和更多影像參數的模擬。得益於此,眼科鏡片的設計可以有更進一步的改善,我們將在以下的文章中詳述。傳統設計方式對於人眼而言,存在一個虛擬的“遠點”,這個點代表了我們可以清楚看到物體的極限距離。在這個點之外的景物,將會成像於視網膜前方。當眼球轉動時遠點的距離不會改變,因此會以這個距離為半徑形成一個“遠點球”。
2212
w**elab86_Swsp ??? 3年前
Zemax光學設計技術教程:如何使用Jones Matrix表面 
在模擬的過程中,會將入射光因為元件表面鍍膜、反射和吸收而造成的能量損耗納入考量。一般的情況下,OpticStudio可以對大多數的鍍膜或雙折射材料進行完整的分析。但有時因為分類數據報告(Prescription data)不夠齊全,在進行模擬時會需要簡化後的模型。舉例而言,當我們無法得到真實的鍍膜資訊時,OpticStudio中的理想(IDEAL)和表定(TABLE)鍍膜設定就可以派上用場。
2425
w**elab86_Swsp ??? 3年前
地表最強半導體封裝前處理 - Ansys Mechanical/Stacker Mesh Workflow 

第四單元:Underfill Fillet 建模與複雜曲面處理高階挑戰:處理底層填膠 (Underfill) 溢料圓角的網格連續性。非規則幾何的 Stacker 實作技巧:如何將 Fillet 融入堆疊工作流。網格質量診斷與優化:針對封裝熱機模擬 (Thermal-mechanical) 的高品質六面體網格最終檢查。
1421 2
鄭鈞 Adam ??? 4月前
塑料結構形態對制品質量有怎樣的影響? 
就制品心部的結構形態而言,快速充模會引起較小的取向,而慢速充模反而會引起大的取向,這種情況已被實驗所證實,例如用ABS拉伸試驗,用快速充模得到的制品,其收縮率比用慢速充模要小,說明取效應小,但就表面層說來,取向最大值仍然要比慢速充模大些。
2349
Im智能注塑 ??? 3年前
成型條件對殘留應力的影響──溫度及壓力篇 
表1:模溫高低對分子鏈排向、殘留應力及收縮程度的影響若模具兩側冷卻速率不均,就會造成塑件厚度不對稱的應力分布、并導致單側收縮較大而翹曲: 冷卻速率慢的模側(高模溫),其壓縮應力較小; 最大拉伸應力區向冷卻速率慢的模側移動; 冷卻速率慢的一側塑件收縮較大; 塑件往冷卻速率慢的一側彎曲。
2717
ACMT協會 ??? 2年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
LCP 塑料在剪切作用與特定的拉伸應力作用下,可以形成非常高的分子排向程度。LCP 模塑產品的分子排向程度比一般塑料高得多,然而因LCP 熔膠不具有彈性,所以表現出極低的模口膨脹(Die Swell) 現象,并且具有極低的模具成型收縮率。
8302 4 1
ACMT協會 ??? 2年前
不銹鋼壓力容器封頭研究
1.2鼓包缺陷及產生原因分析封頭鼓包是指封頭表面局部區域向外凸起變形,一般是在熱成形工藝中產生。原因分析:一是拉伸中圓滑過渡區受到切向壓縮應力的作用,使板材失穩產生鼓包;二是封頭坯料的受熱不均勻,導致金屬不均勻變形增大,從而產生鼓包。1.3過燒缺陷及產生原因分析過燒指封頭熱成形時局部加熱溫度超過始壓溫度,產生的板材燒損現象。在熱成形工藝中,因加熱爐溫度場不均,容易導致封頭局部過燒。
2313 1
化工設備人 ??? 4年前
用SolidWorks實體畫的弧面小板凳 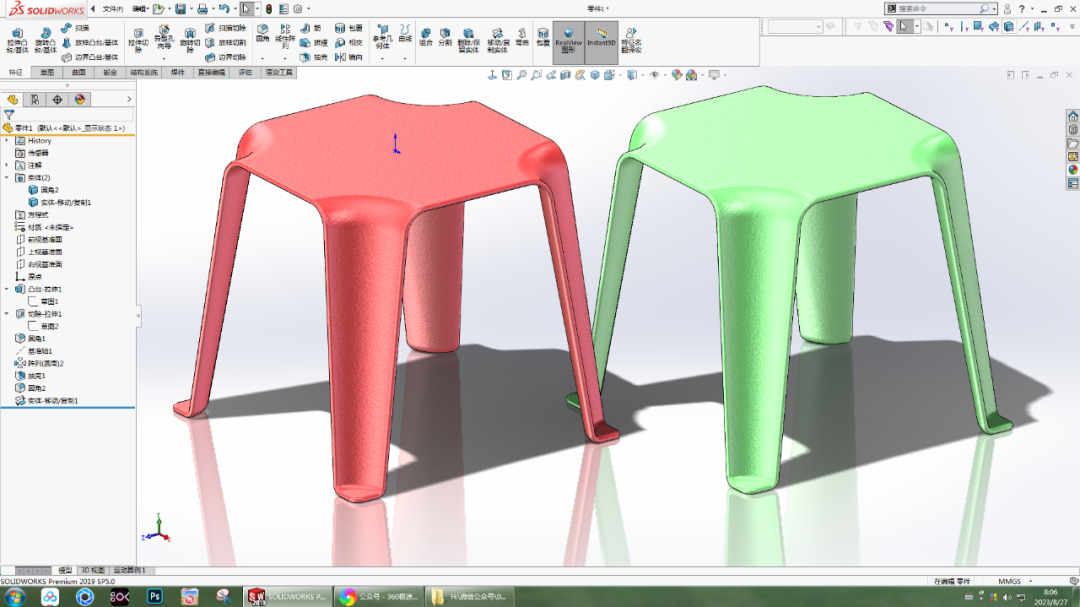
【拉伸凸臺】給定深度:250 ;拔模角度:3.5 度,勾選:向外拔模。 3.實體頂面畫圓。 4.【拉伸切除】到指定面指定的距離——底面:5 ;拉伸方向:藍色邊線;拔模角度:5度。 5.【圓角】多半徑圓角,半徑:25、10、5 。 6.【基準軸】選擇:前視、右視基準面。
2137 2
太極元氣 ??? 2年前
Maxwell繪圖 等比例放大/縮小和拉伸、掃描 
Maxwell軟件可以通過等比例放大/縮小、拉伸或者掃描生成所需實體。
6170 19 4
陳亞明 ??? 1年前
硬核文章 & 收縮與翹曲的形成機理與改善 
于成形程中,高分子被剪切與拉伸,分子鏈沿著流動方向配向。假如分子鏈在完全松弛平衡之前就凝固,分子鏈配向性就凍結在塑件內,這種應力凍結狀態稱為流動引發的殘留應力,其于流動方向和垂直于流動方向會造成不均勻的機械性質和收縮。一般而言,流動引發的殘留應力比熱效應引發的殘留應力小一個次方。
2635
汽車零部件模具與注塑 ??? 4年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
十六、如果你的不銹鋼翻邊變形在制造翻邊之前向材料施用優質成形潤滑劑,這能令材料更好地從模具中分離出來,在成形時順暢地在下模表面移動。如此給予材料一個更好的機會去分布被彎曲和被拉伸時產生的應力,防止在成形翻邊孔邊上出現的變形和翻邊孔底部的磨損。十七、克服卸料困難的幾點建議1、使用帶有細芯膠粒的沖頭。2、增加下模間隙。3、檢查彈簧的疲勞程度。
2061
UG編程模具設計實戰 ??? 4年前
塑膠材料的特性與選用 
圖6: 模收縮率 模收縮率 從圖6中可以看出,Flow 方向因有條狀物支撐收縮,此方向的收縮率會較小;而X Flow 方向,某些填充物在X Flow 方向的支撐雖沒有Flow 方向的體積大,但還是會降低一部分的收縮率。模收縮率的變化會引起變形或翹曲,當模收縮率越低,則變形的可能性越低。
2379
ACMT協會 ??? 2年前
不銹鋼壓力容器封頭研究
1.2鼓包缺陷及產生原因分析封頭鼓包是指封頭表面局部區域向外凸起變形,一般是在熱成形工藝中產生。原因分析:一是拉伸中圓滑過渡區受到切向壓縮應力的作用,使板材失穩產生鼓包;二是封頭坯料的受熱不均勻,導致金屬不均勻變形增大,從而產生鼓包。1.3過燒缺陷及產生原因分析過燒指封頭熱成形時局部加熱溫度超過始壓溫度,產生的板材燒損現象。在熱成形工藝中,因加熱爐溫度場不均,容易導致封頭局部過燒。
2619
化工設備人 ??? 4年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
十六、如果你的不銹鋼翻邊變形在制造翻邊之前向材料施用優質成形潤滑劑,這能令材料更好地從模具中分離出來,在成形時順暢地在下模表面移動。如此給予材料一個更好的機會去分布被彎曲和被拉伸時產生的應力,防止在成形翻邊孔邊上出現的變形和翻邊孔底部的磨損。十七、克服卸料困難的幾點建議1、使用帶有細芯膠粒的沖頭。2、增加下模間隙。3、檢查彈簧的疲勞程度。
2381
模具設計UG編程教學 ??? 4年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學到老! 
十六、如果你的不銹鋼翻邊變形 在制造翻邊之前向材料施用優質成形潤滑劑,這能令材料更好地從模具中分離出來,在成形時順暢地在下模表面移動。如此給予材料一個更好的機會去分布被彎曲和被拉伸時產生的應力,防止在成形翻邊孔邊上出現的變形和翻邊孔底部的磨損。十七、克服卸料困難的幾點建議1、使用帶有細芯膠粒的沖頭。2、增加下模間隙。
2181 1
模具設計UG編程教學 ??? 3年前
成型條件對殘留應力的影響──條件設定要點篇 
塑膠壓力模穴壓力增加會提升壓縮應力及其區域厚度、同時降低拉伸應力及其區域厚度,模穴壓力會與射出壓力及保壓壓力有關。
2333
ACMT協會 ??? 2年前
注塑人注意了:常用塑膠產品的缺陷及識別你都了解嗎 
25.模印:因模具型腔表面本身缺陷而形成模腔相對應的狀況(如紋狀、印痕、多膠等)。26.油污:成型件因模腔油污未清除干凈或打油性脫模剝而使膠件表面出油性污染。27.料脆:因注塑參數不合要求而使膠件易斷,抗沖擊,拉伸強度減弱,一般發生在用錯膠料、材料配方錯誤、料溫過高物料分解等。28.料花:因膠料未烘干或背壓太小,而使膠件表面出現白色水紋狀。
2929
UG模具設計材料 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
