



TIG、MIG 、MAG 焊接的區(qū)別對(duì)比!一次整明白! 
MIG 焊接除用金屬絲代替焊炬內(nèi)的鎢電極外,其它和 TIG 焊一樣。因此,焊絲由電弧熔化,送入焊接區(qū)。電力驅(qū)動(dòng)輥按照焊接所需從線軸把焊絲送入焊炬,熱源也是直流電弧。但極性和TIG焊接時(shí)所用的正好相反。所用保護(hù)氣體也不同,要在氬氣內(nèi)加 入 1%氧氣,來改善電弧的穩(wěn)定性。和 TIG 焊一樣,它幾乎可以焊接所有的金屬,尤其適合于焊接鋁及鋁合金、銅及銅合金以及不銹鋼等材料。
4707 1
化工設(shè)備人 ??? 3年前
鋁合金的焊接方法和材料選用大全 
TIG焊工藝最適于焊接厚度小于3㎜的薄板,工件變形明顯小于氣焊和手弧焊。交流TIG焊陰極具有去除氧化膜的清理作用,可以不用熔劑,避免了焊后殘留熔劑、熔渣對(duì)接頭的腐蝕。接頭形式可以不受限制,焊縫成形良好、表面光亮。 氬氣流對(duì)焊接區(qū)的沖刷使接頭冷卻加快,改善了接頭的組織和性能,適于全位置焊接。
3460 2
金屬加工前沿 ??? 3年前
同軸送粉TIG熔覆過程數(shù)值模擬與試驗(yàn)研究 
目前常見的焊接熔覆技術(shù)主要有:激光熔覆技術(shù)、等離子熔覆技術(shù)和TIG熔覆技術(shù)等。其中,激光熔覆技術(shù)所需的設(shè)備費(fèi)用高昂且熔覆層的寬度小[5,6];等離子熔覆的熔覆率低,對(duì)環(huán)境要求高[7,8];TIG熔覆具有熔寬大、熔深淺等優(yōu)點(diǎn),特別適用于工件表面的焊接修復(fù)[9,10,11]。
2744 2
學(xué)時(shí)習(xí) ??? 2年前
TIG焊接溫度場(chǎng)模擬 

該課程講述了TIG平臺(tái)焊接溫度場(chǎng)的模擬,平板尺寸為100mm-75mm-15mm,激光功率為2.2KW,模擬中考慮了平板的輻射換熱與環(huán)境的對(duì)流換熱。該視頻詳細(xì)講述了模擬的前后處理操作,包括CAE建模、設(shè)置、后處理數(shù)據(jù)的處理等,希望對(duì)大家有所幫助。此外,CAE與子程序也一并放于附件中,供大家參考。
523 9
海鷗喬納森 ??? 7年前
不銹鋼焊接技術(shù),這才叫牛逼
〈5〉TIG焊縫背面氬氣保護(hù)。 〈6〉與腐蝕介質(zhì)接觸的焊縫最后焊接。 〈7〉焊縫及熱影響區(qū)鈍化處理。 5.為什么奧氏體不銹鋼和碳鋼、低合金鋼焊接(異種鋼焊接) 要選用25—13系列的焊絲及焊條?
2310 1
機(jī)械發(fā)明愛好者 ??? 4年前
不銹鋼壓力容器的焊接技術(shù)
在選擇線能量時(shí)還應(yīng)考慮到具體的材料厚度,表中線能量的上限適合于厚板,下限適合于薄板。在焊接合金含量高的ω(Cr)為25 % 的雙相鋼和超級(jí)不銹鋼時(shí),為獲得最佳的焊縫金屬性能,建議最高層間溫度控制在100℃。當(dāng)焊后要求熱處理時(shí)可以不限制層間溫度。
3925 7 4
金屬加工前沿 ??? 3年前
【汽車工藝】汽車制造中多種焊接方法大總結(jié) 
TIG焊 在惰性氣體的保護(hù)下,利用電極與母材金屬(工件)之間產(chǎn)生的電弧熱熔化母材和填充焊絲的焊接過程。 優(yōu)點(diǎn): 惰性氣體不與金屬發(fā)生任何化學(xué)反應(yīng),也不溶于金屬,為獲得高質(zhì)量的焊縫提供了良好條件。 焊接工藝性能好,明弧,能觀察電弧及熔池,即使在小的電流下電弧仍然燃燒穩(wěn)定,焊接過程無飛濺,焊縫成型美觀。
4178 2
芝能汽車 ??? 3年前
TIG電弧數(shù)值模擬 
基于Fluent模擬TIG電弧燃燒_彭小飛 3. 基于FLUENT的TIG焊接電弧數(shù)值模擬_楊曉鋒 綜上,在二維軸對(duì)稱TIG電弧仿真這方面也可采用Comsol。由于Comsol收斂性較差,在電弧仿真過程中經(jīng)常調(diào)節(jié)求解器或者邊界條件,以此使計(jì)算收斂。
2490 1 1
lnw_2807 ??? 3年前
Abaqus焊接仿真指南V2.0:從DFLUX子程序到FSW全流程詳解 
?? 指南核心內(nèi)容搶先看這份指南涵蓋了焊接仿真的兩大核心路線:平板多道焊(TIG) 與 攪拌摩擦焊(FSW),包含以下精華板塊:1?? 焊接熱源模型全解析不清楚什么是高斯面熱源、高斯體熱源、雙橢球熱源?文檔詳細(xì)解析了各種熱源的數(shù)學(xué)公式及適用場(chǎng)景(TIG、MIG、激光焊等),教你如何根據(jù)熔池形狀選擇最準(zhǔn)確的模型。
2638 3
沐毅 ??? 4月前
TIG電弧數(shù)值模擬 
基于 FLUENT 的 TIG 焊接電弧數(shù)值模擬 _ 楊曉鋒 綜上,在二維軸對(duì)稱 TIG 電弧仿真這方面也可采用 Comsol 。由于 Comsol 收斂性較差,在電弧仿真過程中經(jīng)常調(diào)節(jié)求解器或者邊界條件,以此使計(jì)算收斂。
3069
lnw_2807 ??? 3年前
comsol TIG電弧數(shù)值模擬 
通過對(duì)模擬邊界的設(shè)置以及調(diào)整求解器相關(guān)參數(shù),得到如下結(jié)果:1.磁場(chǎng)強(qiáng)度最大0.03T;2.溫度最高15000K左右;3.速度最高150m/s左右; 通過上述仿真,可近似模擬出TIG電弧的溫度場(chǎng)和速度場(chǎng)分布情況,為相關(guān)電弧仿真提供一定的借鑒。[1]基于FLUENT的TIG焊接電弧數(shù)值模擬
2882 2 1
lnw_2807 ??? 3年前
焊接應(yīng)力的消除方法 
常采用TIG重熔工藝對(duì)焊趾進(jìn)行修整,重建裂紋起裂前的狀態(tài),降低由于焊趾缺陷所造成的應(yīng)力集中現(xiàn)象,以延長疲勞壽命。同時(shí)TIG重熔也能改善焊縫區(qū)的橫向殘余應(yīng)力;重熔對(duì)于焊縫縱向殘余應(yīng)力的改善不明顯,殘余應(yīng)力絕對(duì)值下降不大;但對(duì)于縱向殘余應(yīng)力的均勻分布有一定效果。
3048 1
化工設(shè)備人 ??? 4年前
【專業(yè)知識(shí)】焊鐵鋁銅不銹鋼要采用什么焊接方式,好好收藏! 
采用氬弧焊焊3mm以下的薄板,電源用直流正接、氬氣純度不低于99.98%,噴嘴要盡量靠近工件,焊接電流要小,焊接速度要快,焊后一般要進(jìn)行低溫退火處理,以改善結(jié)晶組織和消除焊接應(yīng)力。 如何焊接銅及銅合金? 銅及銅合金的焊接有許多困難,因?yàn)樗鼈兊膶?dǎo)熱性特別好,所以容易造成焊不透和熔合不好等缺陷。焊后工件要產(chǎn)生較大的變形,焊縫及熔合區(qū)也容易產(chǎn)生裂紋和大量的氣孔。
2509
機(jī)械工程師 ??? 4年前
Simufact在電池包焊接中的應(yīng)用 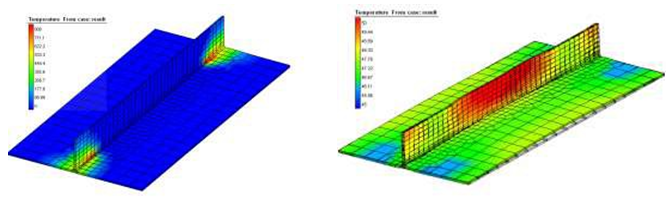
求解器計(jì)算穩(wěn)定,DDM并行計(jì)算增加求解速度Simufact.welding焊接仿真在電池包中的應(yīng)用電池包焊接工藝模擬Simufact.welding可對(duì)激光、MIG、TIG、釬焊、電子束等焊接工藝過程以及焊后熱處理、夾具卸載進(jìn)行模擬。
4752 6 2
仿真客 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結(jié) 
鈑金,有時(shí)也作扳金,這個(gè)詞來源于英文plate metal,一般是將一些金屬薄板通過手工或模具沖壓使其產(chǎn)生塑性變形,形成所希望的形狀和尺寸,并可進(jìn)一步通過焊接或少量的機(jī)械加工形成更復(fù)雜的零件,鈑金至今為止尚未有一個(gè)比較完整的定義,根據(jù)國外某專業(yè)期刊上的一則定義可以將其定義為:鈑金是針對(duì)金屬薄板(通常在6mm以下)一種綜合冷加工工藝,包括剪、沖
5068 4
機(jī)械工程師 ??? 2年前
焊材焊接的種類與方法 
5、TIG焊(鎢極惰性氣體保護(hù)焊)原理——在惰性氣體保護(hù)下,利用鎢極與焊件間產(chǎn)生的電弧熱熔化母材和填充焊絲(也可不加填充焊絲),形成焊縫的焊接方法。焊接過程中電極不熔化。6、等離子弧焊原理——借助水冷噴嘴對(duì)電弧的拘束作用,獲得高能量密度的 等離子弧進(jìn)行焊接的方法。
2163
河南匯金正和焊材 ??? 3年前
使用Abaqus進(jìn)行焊接模擬工程師指南V2.0 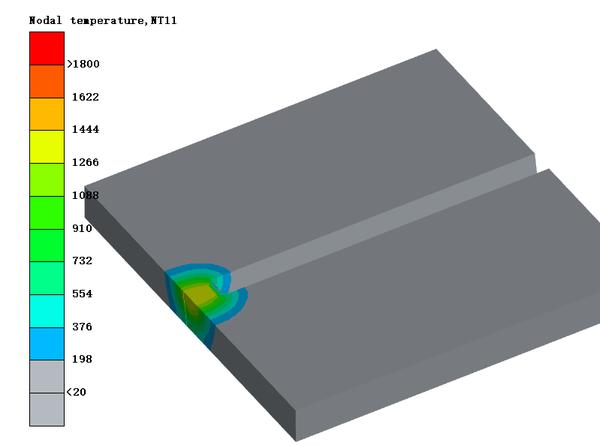
焊接技術(shù)種類繁多,包括MIG、MAG、TIG焊接、激光焊接、電阻焊和攪拌摩擦焊等,其中電弧焊和激光焊因熱輸入量大,容易產(chǎn)生較為明顯的變形,成為研究重點(diǎn)。焊接分析中的關(guān)鍵問題包括: 熱源定義:焊接熱源具有高斯分布,與普通傳熱分析不同,需要特別處理。熱源路徑:焊接熱源隨時(shí)間移動(dòng),路徑復(fù)雜,不像普通傳熱固定在一個(gè)位置。
3097 1
沐毅 ??? 1年前
鈑金件常用材料,表面處理及缺陷總結(jié)
鈑金,有時(shí)也作扳金,這個(gè)詞來源于英文plate metal,一般是將一些金屬薄板通過手工或模具沖壓使其產(chǎn)生塑性變形,形成所希望的形狀和尺寸,并可進(jìn)一步通過焊接或少量的機(jī)械加工形成更復(fù)雜的零件,鈑金至今為止尚未有一個(gè)比較完整的定義,根據(jù)國外某專業(yè)期刊上的一則定義可以將其定義為:鈑金是針對(duì)金屬薄板(通常在6mm以下)一種綜合冷加工工藝,包括剪、沖/
5060 4 1
機(jī)械工程師 ??? 2年前
基于InteWeld的焊接模擬仿真 
[2] 李雪罡,郝悅,田愷.仿真技術(shù)在焊接工藝中的應(yīng)用[J].科學(xué)技術(shù)創(chuàng)新,2019(16):164-165.[3] 王櫟寧.Simufact. welding對(duì)壓圈焊接變形分析[J].上海大中型電機(jī),2017(3):10-13.[4] 李曉東.鋁合金薄板MIG焊焊接變形仿真預(yù)測(cè)的工程應(yīng)用[J].焊接學(xué)報(bào),2014,35(2):105-107.
5243 5 2
金屬加工前沿 ??? 2年前
設(shè)計(jì)仿真 | Simufact Welding焊接工藝-結(jié)構(gòu)一體化仿真分析方案 
PART.01分析工具介紹?Simufact Welding工具軟件Simufact Welding是一款專業(yè)焊接仿真軟件,提供多種算法模擬激光焊、MIG、TIG、MAG、真空電子束焊、電阻焊、氬弧焊、釬焊等焊接工藝過程,采用瞬態(tài)熱-結(jié)構(gòu)耦合方法可以綜合考慮各種焊接工藝參數(shù)(例如:電流、電壓、焊接速度、材料、工裝夾具的作用形式和撤離時(shí)間、冷卻時(shí)間、焊接順序、焊縫、焊點(diǎn)位置等)對(duì)焊接質(zhì)量的影響
3049 1
海克斯康設(shè)計(jì)與仿真 ??? 8月前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
