



UG加工中心常見的鉆孔加工,看參數設置和注意事項,你是這樣做的嗎 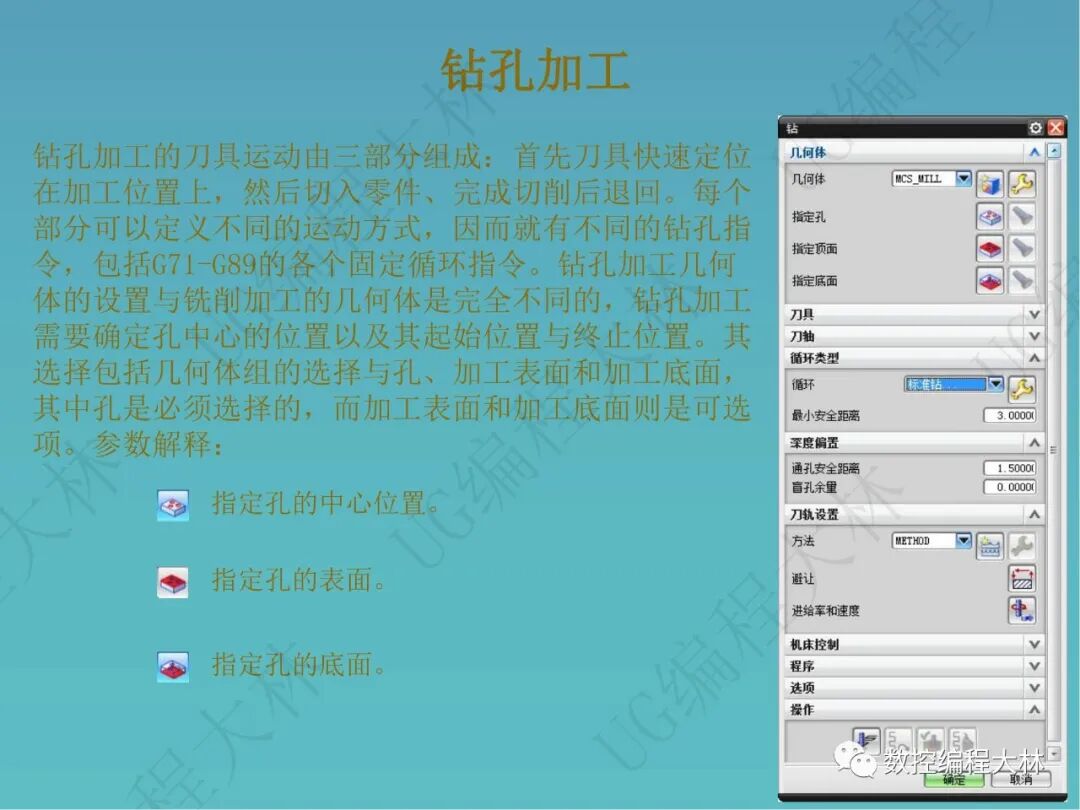
鉆孔加工的刀具運動由三部分組成:首先刀具快速定位在加工位置上,然后切入零件、完成切削后退回。每個部分可以定義不同的運動方式,因而就有不同的鉆孔指令,包括G71-G89的各個固定循環指令。鉆孔加工幾何體的設置與銑削加工的幾何體是完全不同的,鉆孔加工需要確定孔中心的位置以及其起始位置與終止位置。
5391 1 1
張偉一 ??? 3年前
UG/NX 編程教程 入門UG加工模塊工具條功能詳解 
mill_multi_blade:葉片加工配置drill:點位加工配置hole_making:孔加工配置turning:車削加工配置wire_edm:線切割加工配置probing:測量模塊配置machining_knowledge:默認模板二、UG加工模塊工具條三、UG加工模塊工具條之導航器操作導航器是各加工模塊的入口位置
5024
張偉一 ??? 3年前
UG編程模具零件銑削加工 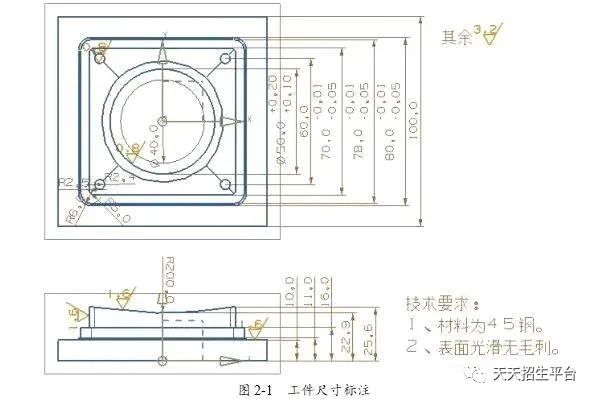
今天介紹一個UG編程中模具零件銑削加工實例,通過這個例子讓學員更加了解實例操作,篇幅比較長會分好幾篇講解,這是第一篇。UG編程模具零件實體造型2.1分析零件通過圖形分析可知:(1)UG編程中零件涉及曲面、鉆孔等造型方法。
2316
張偉一 ??? 3年前
UG編程教程入門UG加工模塊工具條功能詳解
mill_multi_blade:葉片加工配置drill:點位加工配置hole_making:孔加工配置turning:車削加工配置wire_edm:線切割加工配置probing:測量模塊配置machining_knowledge:默認模板二、UG加工模塊工具條三、UG加工模塊工具條之導航器操作導航器是各加工模塊的入口位置
2654
張偉一 ??? 3年前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2209
模具設計UG編程教學 ??? 3年前
UG加工編程 | 各個加工工序詳解 
BORING:鏜孔,用于加工較大直徑的空。REAMING:鉸孔,用于孔的精加工。COUNTERBORING:用于加工沉孔。COUNTERSINKING:用于加工錐形沉孔。TAPPING:共螺紋。THREAD-MILLING:銑螺紋,用于加工大尺寸的螺紋。文章來源:UG數控編程
3818 1
張偉一 ??? 3年前
UG怎么編程?初學者收藏!簡單的加工中心手工編程及編程時的注意事項 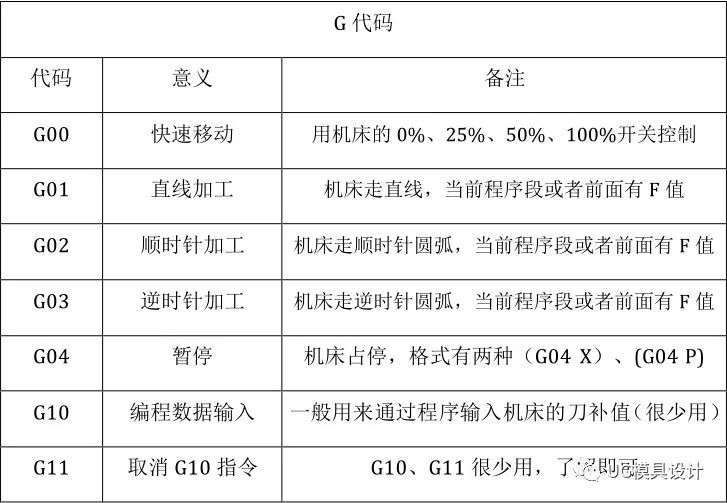
自動編程就是用電腦軟件如Mastercam,UG等進行編程,經過處理后生成加工程序。當然現在手工編程已經很少,都是用電腦軟件編程,但是我們也應該懂點手工編程。對于簡單的鉆孔或銑孔還是應該會的,有時候電腦軟件編出的程序,我們還要檢查或修改一下,沒有一點手工編程的基礎也看不懂程序啊!
2831
張偉一 ??? 3年前
UG加工環境與加工術語,工藝安排,加工初始設置 
一、UG NX銑加工編程通用過程二、UG NX銑加工環境與加工術語UG NX加工環境UG加工環境是指我們進入UG的制造模塊后進行編程作業的軟件環境。
2940
張偉一 ??? 3年前
日本超精密加工技術:直徑僅為0.01毫米的鉆孔加工,是如何實現的? 
以往在鉆孔加工領域有以下兩大難題:問題1:工件內面凹凸不平很多制造型企業的老板都希望鉆孔可以更加圓滑,而不是凹凸不平。技術鉆石的孔加工,通過鉆頭加工技術,很好地解決了這一問題。鉆頭加工與放電加工和激光加工相比,不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。此外,鉆頭加工還支持鉆孔后的內表面拋光,從而實現高表面粗糙度。
2189
金屬加工前沿 ??? 3年前
【加工知識】薄板鈑金件中沉孔的標注及加工探討! 
實際加工中,通常所用的沉孔鉆頭并不是專用的沉孔鉆,許多都是使用普通118°鉆頭磨出“90°”,這樣的“90°”是不可靠的,甚至有的直接使用普通118°鉆頭來做沉孔,這樣必然會使得加工尺寸不能滿足設定。) 2. 會讓加工者可能對設定的d2、d1值產生疑惑,不明白設計者的真實意圖。
3114
機械工程師 ??? 4年前
細長條連桿零件材料熱處理及孔精加工過程研究 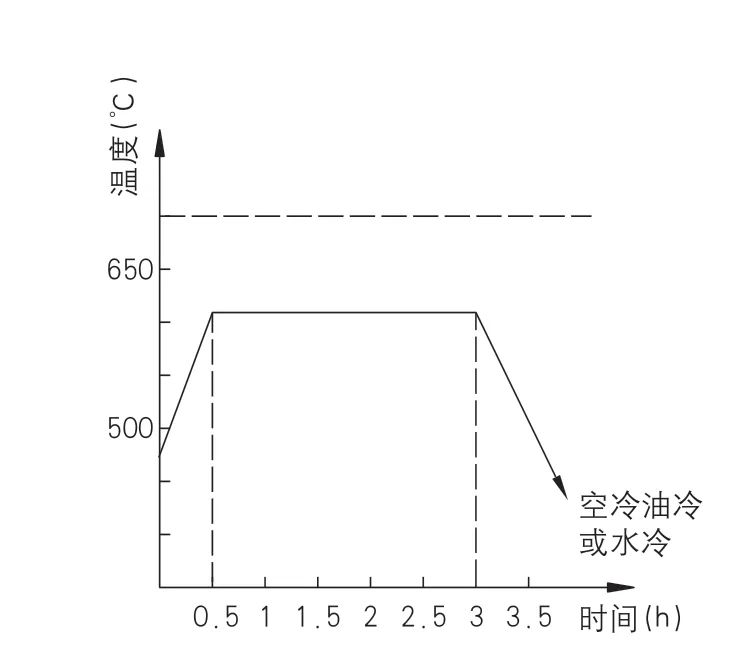
孔精加工方式多采用鉸孔及鏜孔兩種,鉸孔的主要方法又可分為手工鉸孔及機床鉸孔,鏜孔現可通過數控機床鏜孔加工實現,兩類加工方式雖不一致,但都是在粗加工或者半精加工孔后,刀具(鉸刀或鏜刀)在工件孔壁上去除微量殘余金屬層,來提高孔的尺寸精度、降低孔內壁表面粗糙度,從而達到孔精加工要求。
2844
金屬加工前沿 ??? 3年前
【工藝知識】傳統鉆削與螺旋銑孔加工工藝,它們有什么區別? 
首先,刀具中心的軌跡是螺旋線而非直線,即刀具中心不再與所加工孔的中心重合,屬偏心加工過程。刀具的直徑與孔的直徑不一樣,這突破了傳統鉆孔技術中一把刀具加工同一直徑孔的限制,實現了單一直徑刀具加工一系列直徑孔。這不僅提高了加工效率,同時也大大減少了存刀數量和種類,降低了加工成本。 其次,螺旋銑孔過程是斷續銑削過程,有利于刀具的散熱,從而降低了因溫度累積而造成刀具磨損失效的風險。
2304
機械工程師 ??? 4年前
UG NX數控加工的參數設置大全,必看!
4)跟隨預鉆點:可指定預鉆點完成多腔加工2、跨區域:當使用跨區域時在選擇所加工面時把孔的邊界保留(忽略孔前面的對號去掉)1) 跟隨:刀具在移動到孔的上方時是提刀橫越孔的空間2) 切削:刀具移動到孔的上方時,是以切削的模式跨過孔的上方3) 移刀:刀具移動到孔的上方時。
3881
張偉一 ??? 3年前
U鉆:孔加工最常用的刀具之一!
4.相比硬鉆,U鉆鉆出的孔精度還是要高一些的,而且光潔度要好,尤其是冷卻潤滑不通暢時,更加明顯,而且U鉆可以修正孔的位置精度,硬鉆的話就不行了,可以把U鉆當個過心的膛刀。 U鉆在數控加工中的優勢: 1. U鉆可以在傾斜角小于30~的表面上打孔,而無需降低切削參數。2. U鉆的切削參數降低30%后,可實現斷續切削,如加工相交孔、相貫孔、相穿孔。
2694
數控編程網 ??? 4年前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2203 1
UG編程模具設計實戰 ??? 3年前
UG建模到加工完整流程 
(集合體選擇部件然后選者指定部件和切削區域和加工參數的基本設置。
2478 2 1
機械設計師 ??? 3年前
兩機葉片丨中科院寧波材料所:激光極端制造助力航空發動機氣膜孔高質量加工 
干式激光的加工一般會出現孔邊突起,黑色燒蝕殘渣堆積,孔出口圓度差,錐度較大(圖6左);水助激光加工則孔邊普遍無突起,入口尖銳,出口圓度好,當激光能量合適時,錐度可以更好地消減。但水助激光激光孔周容易存在微坑等表面損傷,另外,單純的水助激光加工對大深度孔加工的能力和效率亟待提升(圖6右)。 圖6.
3248 5
aero-engine ??? 2年前
圓周孔加工宏程序編程實例 
G**; 具體孔加工G代碼。
1973
機械加工網 ??? 4年前
UG加工中心編程模板設置方法 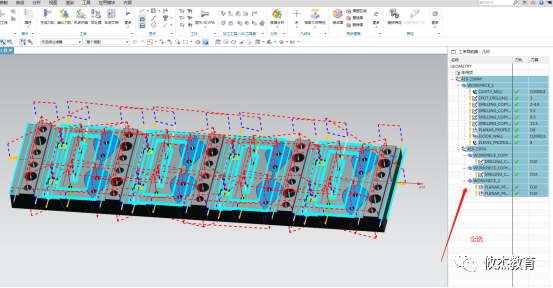
對于初學UG參加工作的人來說,熟練掌握UG加工模板設置無疑將會起到事半功倍的效果,那設置模板有哪些好處呢?在什么情況下可以使用模板呢?首先當產品/模具類似加工工序刀具基本相同的情況下就可以使用模板。其次,模板設置之后,那些切削參數,非切削移動的參數和轉速F值都已經設置好了,你不需要再去一個一個的填了,該用的刀具也都設置好了。
3699 1
張偉一 ??? 3年前
【UG自動編程】使用數控銑床的模具零件的編程與加工 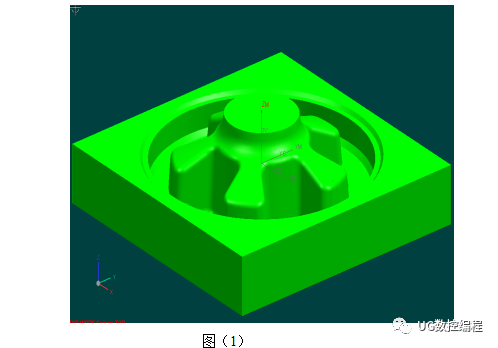
6.6 復制CA_3操作并粘貼,雙擊打開單擊確定完成操作生成刀軌并進行加工仿真,結果如圖所示好啦,本文就到這里了哦!文章來源:UG數控編程
2143
張偉一 ??? 3年前
20條/頁 
 47
47 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
