



【知識積累】螺紋知識大總結(jié),三分鐘全面了解設(shè)計中常用的螺紋知識 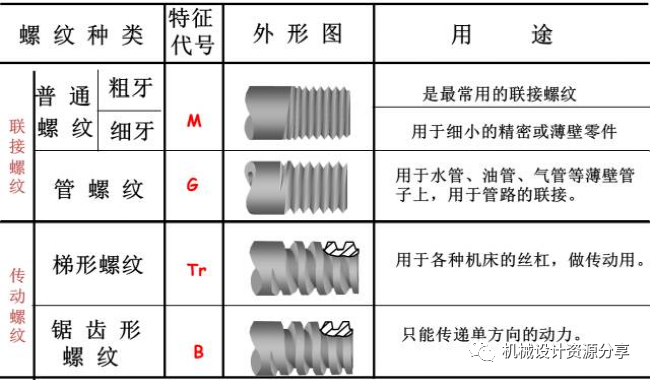
普通螺紋分粗牙普通螺紋和細牙普通螺紋。細牙普通螺紋多用于精密零件和薄壁零件上。 在螺紋的標(biāo)記中,細牙普通螺紋的螺距必須注出,而粗牙普通螺紋的螺距一般不標(biāo)注。
6569 5
機械發(fā)明愛好者 ??? 2年前
UG NX怎么畫螺紋, NX12.0漸消非標(biāo)螺紋的繪制筆記 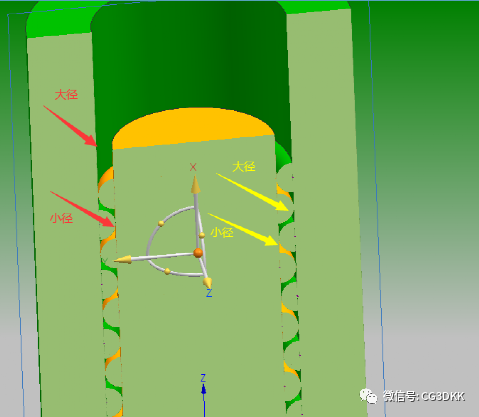
下圖,螺紋截面形狀掃掠螺旋線制作出螺紋,下圖是半圓的螺紋,梯形的螺紋更加緊密。螺紋截面形狀的高度是大徑和小徑之間的空間寬度的二分之一,例如本筆記中的大徑是6,小徑是5,那它們之間的空間寬度就是1MM,那螺紋截面的高度就是0.5MM。
4739
張偉一 ??? 3年前
螺紋基礎(chǔ)知識之管螺紋篇 
1、60°通用密封管螺紋(NPT、NPSC) NPT即National (American) Pipe Thread的縮寫,屬美國標(biāo)準(zhǔn)的 60 度錐管螺紋。A. 設(shè)計牙型 國標(biāo)中的NPT設(shè)計牙型有圓錐螺紋和圓柱螺紋兩種,其中圓錐螺紋可作為內(nèi)螺紋和外螺紋來使用,圓柱螺紋只能作為內(nèi)螺紋使用。
5874 24 8
黔心黔行 ??? 1年前
螺紋的八種加工方式匯總 
螺紋主要分連接螺紋和傳動螺紋。對于連接螺紋,其加工方法主要為:攻絲、套絲、車絲、滾絲和搓絲等;對于傳動螺紋,其加工方法主要為:粗精車-磨、旋風(fēng)銑-粗精車等。 螺紋原理的應(yīng)用可追溯到公元前220年,希臘學(xué)者阿基米德創(chuàng)造的螺旋提水工具。公元4世紀(jì),地中海沿岸國家在釀酒用的壓力機上開始應(yīng)用螺栓和螺母的原理。
2899
非標(biāo)機械論壇 ??? 3年前
公制螺紋閥門與英制螺紋閥門區(qū)別 
公制螺紋與英制螺紋 公制螺紋用螺距來表示,美英制螺紋用每英寸內(nèi)的螺紋牙數(shù)來表示; 公制螺紋是60度等邊牙型,英制螺紋是等腰55度牙型,美制螺紋為等腰60度牙型; 公制螺紋用公制單位(如mm),美英制螺紋用英制單位(如英寸); “行內(nèi)人”通常用“分”來稱呼螺紋尺寸,一英寸等于8分,1/4英寸就是2分,以此類推。
2178 3 1
閥門圈 ??? 3年前
數(shù)控加工中心加工螺紋的三種方法
用數(shù)控加工有:螺紋銑削法和絲錐加工、挑扣加工法三種方式: 一、螺紋銑削法 螺紋銑削是采用螺紋銑削刀具,用于大孔螺紋的加工,還有比較難加工材料的螺紋孔的加工,具有以下特點:1.刀具一般為硬質(zhì)合金材料,速度快,銑削的螺紋精度高,加工效率也高; 2.相同的螺距,無論是左旋螺紋還是右旋螺紋,都能使用一把刀具,降低刀具的成本; 3.螺紋銑削法特別適用于不銹鋼
2096
數(shù)控編程網(wǎng) ??? 4年前
螺紋計算公式,直接套用! 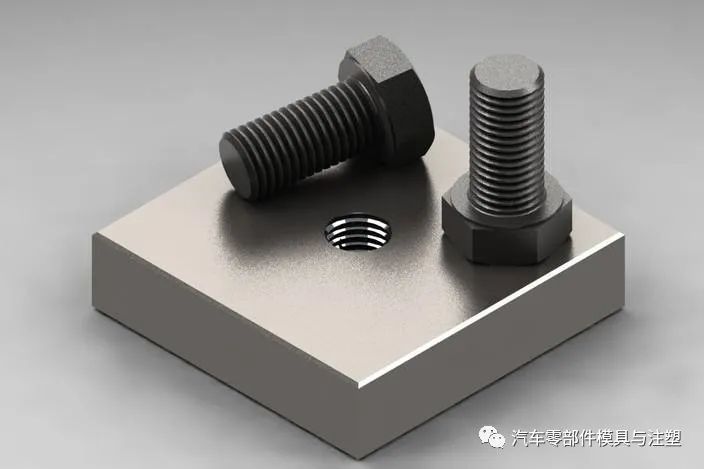
一、什么是螺紋?螺紋是從外部或內(nèi)部切入工件的螺旋線。螺紋的主要功能是:1、通過組合內(nèi)螺紋產(chǎn)品和外螺紋產(chǎn)品形成機械連接。2、通過將旋轉(zhuǎn)運動轉(zhuǎn)換為線性運動傳遞運動,反之亦然。3、得到機械優(yōu)點。二、螺紋牙型和術(shù)語螺紋牙型確定螺紋的幾何形狀,包括工件直徑 (大徑、中徑和小徑);螺紋牙型角;螺距和螺旋角。
2593
汽車零部件模具與注塑 ??? 3年前
各種螺紋的計算公式收集!
注:①以上的螺紋公差是以粗牙為準(zhǔn),對細牙的螺紋公差相應(yīng)有些變化,但均只是公差變大,所以按此控制不會越出規(guī)范界限,故在上述中未一一標(biāo)出。②螺紋的光桿坯徑尺寸在生產(chǎn)實際中根據(jù)設(shè)計要求的精度和螺紋加工設(shè)備的擠壓力的不同而相應(yīng)比設(shè)計螺紋中徑尺寸加大0.04—0.08之間,為螺紋光桿坯徑值,比如公司的M8外螺紋6g級的螺紋光桿坯徑實在7.08—7.13即在此范圍。
2043
機械加工網(wǎng) ??? 4年前
UG NX螺紋模具設(shè)計與制造 
根據(jù)產(chǎn)品形狀的不同,可有多種脫螺紋的方式。 (1)合模狀態(tài)脫螺紋 螺紋型芯由引導(dǎo)螺紋控制并后撤。注意引導(dǎo)螺紋的螺紋傾角與旋出螺紋的 傾角需一致。止轉(zhuǎn)需要依靠產(chǎn)品定模一側(cè)的幾何外形結(jié)構(gòu)本身。螺紋脫出后, 設(shè)備頂出機構(gòu)前行,產(chǎn)品便由卸料板頂出。
3275
張偉一 ??? 3年前
普通車床如何挑出矩形螺紋? 
矩形螺紋與三角形螺紋和梯形螺紋不同,矩形螺紋沒有單面切削或雙面切削的麻煩,也沒有中徑的問題,因為精度要求并不高。
3064
數(shù)控編程教學(xué) ??? 4年前
螺紋連接松動機理有限元仿真分析... 
4 結(jié)論 本實驗以理論數(shù)學(xué)模型為依據(jù),通過螺紋連接松 動機理有限元防仿真,建立了螺紋連接結(jié)構(gòu)的精細有 限元模型,通過螺紋連接松動靜力學(xué)加載仿真,直觀 顯示螺紋牙載荷分布不均勻的現(xiàn)象。
6383 5 1
小白Johnny ??? 2年前
數(shù)控車床螺紋編程切削,這下秒懂了!
在測量外螺紋時,如果螺紋“過端”環(huán)規(guī)正好旋進,而“止端”環(huán)規(guī)旋不進,則說明所加工的螺紋符合要求,反之就不合格。測量內(nèi)螺紋時,采用螺紋塞規(guī),以相同的方法進行測量。除螺紋環(huán)規(guī)或塞規(guī)測量外還可以利用其它量具進行測量,用螺紋千分尺測量測量螺紋中徑,用齒厚游標(biāo)卡尺測量梯形螺紋中徑牙厚和蝸桿節(jié)徑齒厚,采用量針根據(jù)三針測量法測量螺紋中徑。
2063
數(shù)控編程網(wǎng) ??? 4年前
螺紋錐度算法!! 
根據(jù)上面表中我們可以算出螺紋大小頭直徑,和程序中的R值。在編程加工中外螺紋以小頭端面測量,內(nèi)螺紋以大頭端面測量。
2420 1
機械加工網(wǎng) ??? 4年前
螺紋的八種加工方式匯總,做機加工必知 
用成形車刀車削螺紋,由于刀具結(jié)構(gòu)簡單,是單件和小批生產(chǎn)螺紋工件的常用方法;用螺紋梳刀車削螺紋,生產(chǎn)效率高,但刀具結(jié)構(gòu)復(fù)雜,只適于中、大批量生產(chǎn)中車削細牙的短螺紋工件。普通車床車削梯形螺紋的螺距精度一般只能達到8~9級(JB2886-81,下同);在專門化的螺紋車床上加工螺紋,生產(chǎn)率或精度可顯著提高。
2632
機械學(xué)霸 ??? 4年前
數(shù)控加工中心加工螺紋的三種方法
用數(shù)控加工有:螺紋銑削法和絲錐加工、挑扣加工法三種方式: 一、螺紋銑削法 螺紋銑削是采用螺紋銑削刀具,用于大孔螺紋的加工,還有比較難加工材料的螺紋孔的加工,具有以下特點:1.刀具一般為硬質(zhì)合金材料,速度快,銑削的螺紋精度高,加工效率也高; 2.相同的螺距,無論是左旋螺紋還是右旋螺紋,都能使用一把刀具,降低刀具的成本; 3.螺紋銑削法特別適用于不銹鋼
2129
機械加工網(wǎng) ??? 4年前
SolidWorks兩種螺紋線收尾的簡單畫法 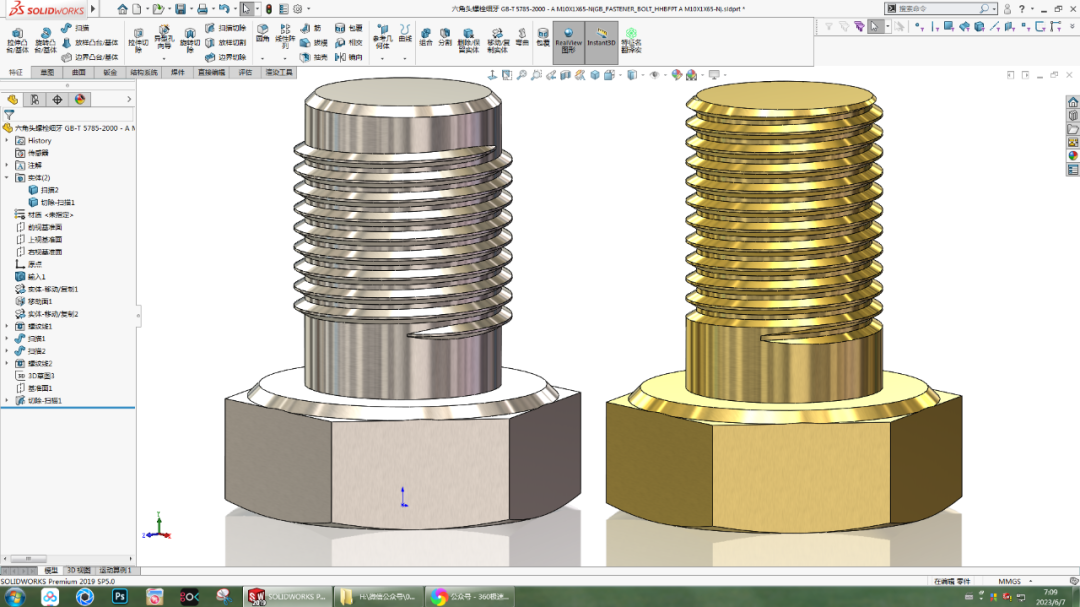
【螺紋線】。 3.螺紋線位置:圓邊線;偏移:3 。 3-1.結(jié)束條件:頂面;偏移:3 ,反向;類型:Metric Tap ;尺寸:M10×1 ;螺紋線方法:拉伸螺紋線。 4.【3D草圖】畫一根中心線,圓螺紋邊線添加:相切幾何關(guān)系。 4-1.
5579 5 2
張偉一 ??? 2年前
帶內(nèi)螺紋精密零件的熱處理畸變有限元仿真 
首先,螺紋入口處發(fā)生了收縮,最大位移量為0.036 mm。另外,從入口開始,隨著螺紋深度的發(fā)展,原本平行的螺紋由直線狀(圖6中右側(cè)所顯示的主視圖)逐漸變成了波浪線。這些畸變會阻礙螺栓的進入,與裝配生產(chǎn)出現(xiàn)的現(xiàn)象吻合。對于第二種畸變,取向下的高度為自變量,波紋狀曲線偏離原始位置的最大值為因變量,得到畸變量曲線,如圖7 所示。
4592 3 2
FMMM ??? 2年前
全面了解螺紋加工方法,看完你就是這方面的專家啦! 
螺紋車削在車床上車削螺紋可采用成形車刀或螺紋梳刀(見螺紋加工工具)。用成形車刀車削螺紋﹐由于刀具結(jié)構(gòu)簡單﹐是單件和小批生產(chǎn)螺紋工件的常用方法﹔用螺紋刀車削螺紋﹐生產(chǎn)效率高﹐但刀具結(jié)構(gòu)復(fù)雜﹐只適于中﹑大批量生產(chǎn)中車削細牙的短螺紋工件。普通車床車削梯形螺紋的螺距精度一般只能達到8~9級(JB2886-81﹐下同)﹔在專門化的螺紋車床上加工螺紋﹐生產(chǎn)率或精度可顯著提高。
2608
數(shù)控編程網(wǎng) ??? 4年前
粗牙與細牙螺紋的區(qū)別及如何選用 
粗牙與細牙螺紋如何選用 粗牙螺紋與細牙螺紋螺絲在用途上都是做緊固用,細牙螺絲一般用來鎖薄壁零件和對防振要求比較高的零件。細牙螺紋的自鎖性能好,因此抗振動防松的能力強,但由于螺紋牙深度淺,承受更大的拉力的能力比粗牙螺紋差。 在不采取防松措施時細牙螺紋的防松效果比粗牙的好一些,一般用于薄壁零件和對防振要求比較高的零件。做調(diào)節(jié)用時,細牙螺紋更具有優(yōu)點。
3814
數(shù)控編程網(wǎng) ??? 4年前
NPT、PT、PF、G 、ZG等螺紋的代號含義種類 
ZG ZG俗稱管錐,即螺紋由一圓錐面加工而成,一般的水管接頭都是這樣的,老國標(biāo)標(biāo)注為Rc 公制螺紋用螺距來表示,美英制螺紋用每英寸內(nèi)的螺紋牙數(shù)來表示,這是它們最大的區(qū)別,公制螺紋是60度等邊牙型,英制螺紋是等腰55度牙型,美制螺紋60度。 公制螺紋用公制單位, 美英制螺紋用英制單位。 管螺紋主要用來進行管道的連接,其內(nèi)外螺紋的配合緊密,有直管與錐管兩種。
3404
數(shù)控編程網(wǎng) ??? 4年前
20條/頁 
 27
27 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
