



基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
摘 要:設計某墊片類零件落料沖孔模,計算沖裁力,根據落料沖孔模具結構分析模具上墊板零件受力情況,利用NX NASTRAN有限元分析軟件對零件受力情況進行模擬。分析和試沖結果表明,零件受力情況與有限元分析結果一致,零件原結構不能滿足模具工作需求,更改零件結構后應力和應變情況得到了明顯改善,能滿足模具的使用要求。
4144
Whitney ??? 2年前
基于自動化生產的卡車縱梁落料沖孔模設計 
圖1 某款卡車縱梁落料沖孔件模具穩定可靠的定位設計縱梁因自動化生產頻率較快,板料能否擺放到位會直接影響產品的質量及生產效率。
2126
金屬加工前沿 ??? 3年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
凹模的設計凹模設計的要點是避免沖裁廢料積留在凹??變?其要點的問題癥結在于,所需的落料力之大,同時相抵觸的沖壓力之多.作為對策,應盡可能縮短刃口長度(A).如果可能的話,應以逐一單片落料為設計理念.原則上,落料孔(d寸)相對于P寸,應謹防尺寸懸殊。同時,若縮小d寸,凹模長度(L)亦應相應縮短.防堵塞對策.配合間隙要大于常規間隙,以降低沖壓加工力.
2060
模具設計UG編程教學 ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
凹模的設計凹模設計的要點是避免沖裁廢料積留在凹模孔內.其要點的問題癥結在于,所需的落料力之大,同時相抵觸的沖壓力之多.作為對策,應盡可能縮短刃口長度(A).如果可能的話,應以逐一單片落料為設計理念.原則上,落料孔(d寸)相對于P寸,應謹防尺寸懸殊。同時,若縮小d寸,凹模長度(L)亦應相應縮短.防堵塞對策.配合間隙要大于常規間隙,以降低沖壓加工力.
1958
UG編程模具設計實戰 ??? 4年前
五金沖壓件廠導柱式落料模的組成 
在五金沖壓件加工廠,不同的沖壓工序,使用不同的沖壓模具,模具不同,其結構組成不同。今天就來介紹下落料工序使用的落料模的基本結構組成。 導柱式落料模是常用的一種落料模,其基本結構組件包括: 下模座、導柱、螺釘、凹模、導料板、導套、、上模座、固定板、銷釘、模柄、凸模、墊板、卸料螺釘、橡膠、卸料板、擋料銷、承料板。
2234
東一金屬 ??? 2年前
模具工藝編排在提升材料利用率方面的運用 
圖1 沖壓件產品與成形需要的毛坯此種形狀的產品,在模具成形上需選用落料工藝料片實現,從而導致中間的浪費較多,材料利用率較低,經濟效益較低。模具成形方案和材料利用率(成本)分析模具成形工藝方案結合產品形狀,為確保材料利用率的最大化,通過對產品成形的CAE分析計算,模擬算出不同方案下模具成形需要的鋼板毛坯規格,并對幾種方案進行分析,擇優選擇最佳方案實施。
2489
FMMM ??? 3年前
汽車沖壓生產車間工藝概述 
分離工序分:落料、沖孔、切角、修邊等。落料:使材料沿封閉曲線相互分離,封閉曲線以內的部分作為沖裁件時,稱為落料。沖孔:使材料沿封閉曲線相互分離,封閉曲線以外的部分作為沖裁件時,稱為沖孔。四、各工序名稱及其代號沖壓車間生產的零件中,有一部分屬于覆蓋件,如:發動機罩外板、頂蓋、車門等。五、對覆蓋件的要求1.
2805 1
金屬加工前沿 ??? 3年前
汽車用熱成型鋼板的加工工藝 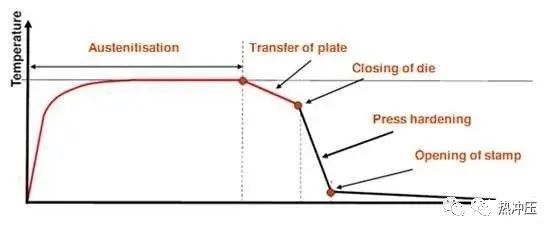
落料片的生產 落料片是在開卷落料線上生產出來特定輪廓的料片,然后將落料片運送至熱成型線,由機器人通過真空吸盤將落料片送至打碼機打碼之后,放至輸送線上傳送至加熱爐。 2.
4656
金屬加工前沿 ??? 2年前
模具鋼Cr12MoV刃口現場補焊工藝 
落料模Cr12MoV鑲塊的質量技術要求落料模在生產過程中一直處于高頻率的沖裁狀態,其承載載荷的變化是十分復雜的,尤其是剪邊鑲塊刃口,工作時承受高的沖擊載荷,且每個工作周期都是短時間受載,無載荷時間長,受到很大的擠壓力、摩擦力和瞬間沖擊力,工作條件極端惡劣。因此,剪邊鑲塊采用Cr12MoV高鉻模具鋼制造,其化學成分見表2。
3000
化工設備人 ??? 4年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
作業圖上要標示模具的制作精度和技能條件的要求作業圖要按國家制圖規范制作,有規范的標題欄和名細表。假如是落料模,要在作業圖的左上角上制作排樣圖。(8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應的修正。(9)核算沖壓力,最終選定沖壓設備,進行模具與沖壓設備相關尺度的校核(閉合高度、作業臺面、模柄裝置尺度等)。
2007
UG編程模具設計實戰 ??? 3年前
沖壓模具設計前的規劃與步驟 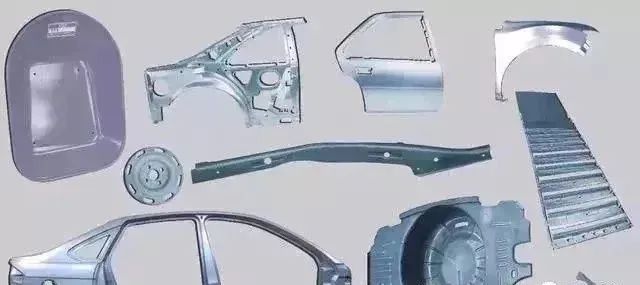
作業圖上要標示模具的制作精度和技能條件的要求作業圖要按國家制圖規范制作,有規范的標題欄和名細表。假如是落料模,要在作業圖的左上角上制作排樣圖。 (8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應的修正。
4395 2
金屬加工前沿 ??? 2年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
作業圖上要標示模具的制作精度和技能條件的要求作業圖要按國家制圖規范制作,有規范的標題欄和名細表。假如是落料模,要在作業圖的左上角上制作排樣圖。(8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應的修正。(9)核算沖壓力,最終選定沖壓設備,進行模具與沖壓設備相關尺度的校核(閉合高度、作業臺面、模柄裝置尺度等)。
2189
模具設計UG編程教學 ??? 3年前
五金沖壓模具間隙實際選用情況說明 
在五金沖壓件加工廠,沖壓模具間隙的選擇需要根據沖壓件的尺寸與形狀、模具材料和加工方法以及沖壓方法、沖壓速度等因素來對模具的間隙值適當進行增減。下面帶大家了解下。 在相同沖壓生產條件下,非圓形沖壓件比圓形沖壓件所選擇的模具間隙要大,沖孔比落料間隙大。 沖壓模具的凹模為直壁凹模時比錐口凹模時的間隙大。
2351
東一金屬 ??? 2年前
高速精密沖壓連續模不會怎么辦!讓我來教你 
都是我創作的動力,期待你的加入1、沖孔落料力的計算①:了解沖壓沖裁加工(剪切加工)所需的加工力對于沖壓機的選型或模具設計來說也是不可或缺的。②:在沖裁加工中,有時會發生凸模刃部折損和肩部破損等問題。這些問題大多是由于零件的技術數據不足,以及沖頭凹模的材和形狀選擇錯誤所引起的。
1885
模具設計UG編程教學 ??? 4年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
包括剪切、落料、修邊、沖裁、沖孔和切口等。 成形工序:毛坯或零件改變形狀的工序,包括拉深、彎曲、脹形、縮口、刻印、起伏成形、翻邊、局部擠壓、熨薄和整形等。 復合工序:該類工序包含沖(孔)裁、落料和成形等兩種以上工序,主要是通過復合?;蜻B續(級進)模來實現。
4596 5
數控編程網 ??? 3年前
生產制造 | VISI高效實現沖壓連續模具沖頭設計 
沖壓連續模的沖頭是模具中的核心部件,其重要性體現在多個方面,直接影響生產效率、產品質量、模具壽命和成本控制。沖頭在連續模中既是“執行者”也是“消耗品”,其設計、制造和維護水平直接決定沖壓工藝的競爭力。海克斯康工業軟件VISI專門提供了用于沖頭設計的沖壓沖頭管理器。
2829 2 1
??怂箍翟O計與仿真 ??? 11月前
30個沖壓模具設計與成形工藝經驗,收藏一波 
連續模的感應器(Sensor)有兩種,一種是步距感應器,另一種是落料感應器。22.廢料漏斗的斜度不少于30度,對于低角度的廢料盒(Scope box),可以采用安裝氣動震動器(Pneumatic Vibration)來解決。23.
2676
UG編程模具設計實戰 ??? 3年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
2、沖裁模具簡介1)沖孔、落料模2)去毛刺模具3)側面沖孔模具04彎曲產品形態與成型過程介紹1、彎曲產品的形態折彎成型機理:金屬材料受到的應力大于彈性極限(屈服強度)而 又小于斷裂極限(抗拉強度),造成板料在彎曲變形區內的曲率發生變化,形成折彎。
3100 1
機械工程師 ??? 3年前
五金沖壓模具沖裁間隙與公差,對照 
如果你感覺遇到了瓶頸,想往模具設計或者編程發展聯系我 掃描二維碼添加老師微信,備注“模具設計或者UG編程” 微信:CHFX002 QQ:487209997 轉發點贊本文可獲得學習資料分享哦,記得一定要加我?。?!
3035 1
模具設計UG編程教學 ??? 4年前
一塊鋼板沖出這么多孔,卻還平整如初,怎么做到的? 
精沖工作過程: a) 模具開啟,送入材料; b) 模具閉合,在刃口(沖裁線)內外的材料利用齒圈力和反壓力壓緊; c) 用沖裁力PS沖裁材料,壓邊力PR和PG全過程有效壓緊; d) 滑塊行程結束,沖件在凹模內,內孔廢料沖入落料凸模中; e) 壓邊力PR和反壓力PG卸除,模具開啟; f) 在施加齒圈力的位置,此時作用為:頂出內孔廢料和卸除沖壓搭邊的卸料力PRA;
1965
模具設計UG編程教學 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
