



熔模鑄件缺陷分析與案例,了解缺陷類型、學會分析并解決缺陷 
在用戶處發現鑄件缺陷,稱為“外廢”。在使用過程中,由此產生的質量事故,不僅給企業帶來重大的經濟和信譽損失;更有甚者,企業因為巨額索賠而倒閉。因此,熔模鑄件缺陷分析越來越被企業重視起來。鑄件缺陷分析涉及到較多的學科和技術,是一項交叉學科的技術和管理的綜合活動。對于熔模鑄件產生缺陷的精準分析,可以為優化解決方案和預防措施,為提高鑄件質量提供科學的、有效的依據。
3298
鑄造工程師 ??? 4年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
下面我們先來一張具有炭黑和皺皮特征的消失模鑄件照片一、炭黑缺陷產生的原因及解決方法消失模鑄件缺陷中炭黑是一類常見的缺陷,該類缺陷在鑄鐵件上尤其是球墨鑄鐵件生產中很容易產生。由于造成鑄件炭黑缺陷的因素是多方面的,在生產中企業應該盡可能得控制好所有影響鑄件產生炭黑缺陷的條件,謹防炭黑缺陷影響鑄件整體質量。
4893 4 1
鑄造工程師 ??? 2年前
鑄造沙眼與鑄件缺陷的原因及對策 
鑄造缺陷是在鑄造過程中發生的鑄造(鑄件)缺陷。 存在各種缺陷現象,例如鑄件中的裂紋,粗糙的表面以及內部帶有孔洞的孔洞。 鑄造缺陷分為幾種類型,每種類型都有不同的原因。 另外,由于鑄造工藝的多樣性,可能有多種原因,并且在大多數情況下是復雜的。典型的缺陷大致分為本文介紹的幾大類。 下面德松模具鋼帶你了解一下鑄造沙眼的原因和對策。
2982
德松模具鋼材有限公司 ??? 1年前
鑄件5大常見缺陷及解決方案,必須收藏學習 
缺陷三:鑄件發生龜裂缺陷 有兩大原因,一是通常因該處的金屬凝固過快,產生鑄造缺陷(接縫);二是因高溫產生的龜裂。1)對于金屬凝固過快,產生的鑄造接縫,可以通過控制鑄入時間和凝固時間來解決。鑄入時間的相關因素:蠟型的形狀。鑄到的粗細數量。鑄造壓力(鑄造機)。包埋料的透氣性。凝固時間的相關因素:蠟型的形狀。鑄圈的最高焙燒溫度。包埋料的類型。金屬的類型。
2433 1 1
鑄造工程師 ??? 4年前
4步有效解決覆膜砂鑄件缺陷 
這樣才能保證鑄件的表面質量和尺寸精度,又可以減少發氣量,減少鑄造件氣孔缺陷,提高砂芯的出砂性能。對砂芯存放,搬運過程中可以采用工位器具、砂芯小車,并在其上面鋪有10mm~15mm厚的海綿,這樣可以減少砂芯的損耗率。
3314
鑄造工程師 ??? 4年前
消失模鑄件(碳缺陷)核心原因與防控思路 
作者:江正宏(涇縣明華消失模涂料) 消失模鑄件的碳缺陷(俗稱“碳陷”),是制約鑄件表面質量、加工性能與使用可靠性的核心頑疾。其本質為:白模熱解產物未及時排出,在高溫金屬液作用下形成游離碳/固碳,侵入鑄件表面或內部。
998 1
AI消失模鑄造江正宏: 13812874217 ??? 2月前
4種鑄件澆注方式對應鑄件類型全面解析 
結論 對于使用強度較高的鑄型生產的大型鑄鐵件,在澆注工藝上采用分散、底注的澆注方式,同時輔以適當提高澆注速度、適當提高澆注溫度的方法,可以大大減少鑄件孔眼類缺陷(氣孔、渣眼、鐵豆)、裂紋類缺陷(熱裂、冷裂)、表面類缺陷(冷隔、澆不足)、組織及性能類缺陷(孕育衰退)的產生,提高鑄件的成品率,減少廢品損失,降低鑄件加工過程中由于鑄件內部缺陷的原因報廢而造成的機械加工損失。
5034
鑄造工程師 ??? 4年前
澆注工藝對減少鑄造缺陷有哪些作用 看實戰案例 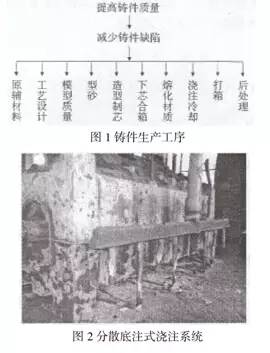
表4系數凡和鑄件壁厚的關系4.高溫澆注優點:流動性好,可避免因底注而容易形成的鑄件殘缺類缺陷,可得到輪廓清晰的鑄件;可避免裂紋、冷隔類缺陷:可避免氣孔、針孔類缺陷(澆注溫度根據鑄件壁厚及結構形狀適當提高,不是越高越好)。缺點:容易產生粘砂缺陷;容易產生沖砂缺陷;一特別厚大件易造成組織粗大;厚大球鐵件有縮孔、縮松傾向:增大石墨漂浮傾向。
2351 1
鑄造工程師 ??? 3年前
基于自動迭代法的鑄件變形補償技術的開發與應用 
其中變形缺陷是復雜壓鑄件在生產中常見的且不易控制的難題之一。造成鑄件變形缺陷的原因有很多方面,如鑄件結構設計不當;鑄件頂出不平衡;模具溫度不平衡等。變形缺陷對鑄件質量的影響主要表現在以下幾個方面:1)影響鑄件的尺寸精度;2)影響后續的機加工,變形量過大可能導致鑄件有些面加工過深,有些面加工不到。
2384 5 4
C3PChina ??? 3年前
船用汽輪機后汽缸下半鑄件的鑄造工藝設計 
2 鑄造工藝方案設計 2.1 鑄件結構與鑄造工藝性分析后汽缸下半鑄件主體由30 mm 厚的排汽蝸殼構成,是具有復雜線型的不規則薄壁殼體。澆注過程中鋼液流動距離長、溫降大,易產生澆不足、冷隔等缺陷。鑄件冷卻過程收縮不均,易變形,易產生尺寸偏差等鑄造缺陷。鑄件水平中分面、排汽口法蘭是UT1級要求區,其中的水平中分面法蘭較容易放置冒口,質量容易得到保證。
4454
我愛汽輪機仿真 ??? 2年前
大型混流式水輪機轉輪用鑄鋼件夾雜缺陷預測與工藝優化 
3 實際驗證圖9是下環鑄鋼件雜缺陷驗證結果,圖9a)為實際鑄件夾雜缺陷,主要處于鑄件中部區域及上端面冒口間區域;圖9b)為模擬夾雜運動軌跡可發現粒子于鑄件中部區域容易出現紊流,并且易于上浮至冒口中間區域,與實際夾雜缺陷位置相符。
4279 1
雙螺桿泵 ??? 2年前
砂型鑄造工藝全解,教你兼顧鑄件質量和生產成本及效率 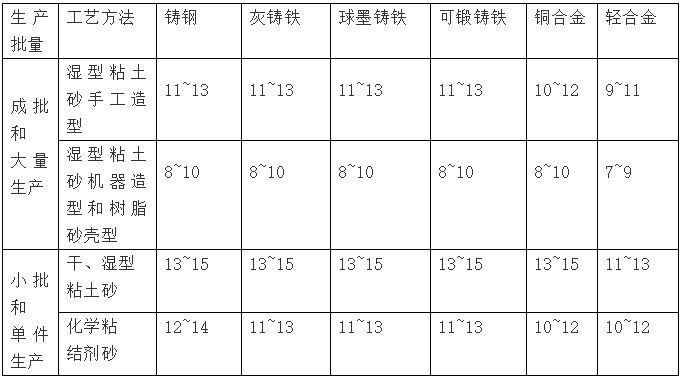
我們在選擇自己產品的生產工藝時必須要有科學的態度,要從實際出發,要根據鑄件的材質、結構特點和質量要求進行綜合考慮。覆膜砂鑄造砂眼_氣孔_粘砂_的等缺陷原因及解決方法傳統的鑄造涂料只是在鑄件和鑄型中間起到阻擋隔離作用,達到防粘砂目的,但普通鑄造涂料高溫下由于附著力差、強度低、耐火差、發氣量大,容易造成鑄件產生粘砂、砂眼、氣孔、碳渣等缺陷。
5643 1
鑄造工程師 ??? 2年前
淺談重力鑄件模流分析 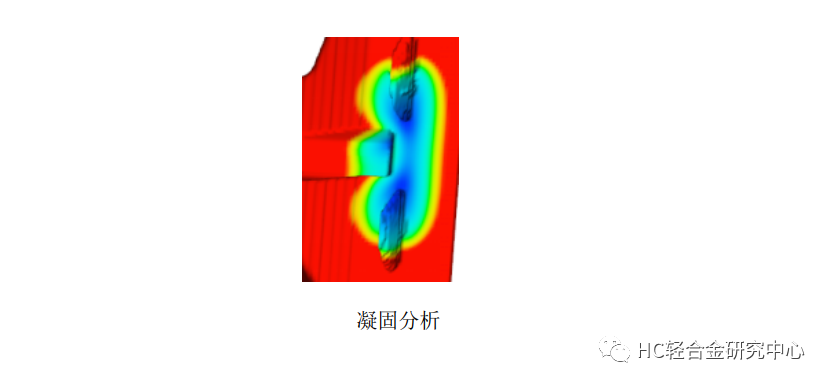
摘要:通過運用模流分析軟件,對重力鑄件進行工藝分析,找出產品缺陷發生的部位,開展有針對性的工藝設計,然后再使用軟件進行模擬仿真,驗證工藝方案的有效性,最后鎖定工藝方案,以此來達到提高鑄鋁件模具設計的成功率。解決了以往只能靠試生產來驗證工藝方案的可行性問題,提高了模具設計成功率,縮短了開發周期。
4210 5 1
鑄造工程師 ??? 2年前
優化鑄件設計及工藝條件 | Porsche汽車應用FLOW-3D 
、使用仿真軟件來計算結構-機械(有限元網格)和鑄造參數,以彈簧支柱安裝為例,鑄件目標為滿足鑄件的剛度和工作負載的要求以盡可能低的重量獲得較好的可鑄性、在鑄件品質中取決于鑄件的填充和凝固、缺陷和結構力學取決于幾何形狀、減少缺陷提高鑄件質量、集成鑄造仿真開發及壓鑄過程的技術影響。
2236
FLOW3D 流體仿真 ??? 1年前
以發動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統、冒口設計、上下箱設計! 
為解決圖3(a)所示給纖框的縮孔缺陷,一些鑄造工作者往往采用加大冒口的工藝措施,而使得其鑄件的縮孔缺陷變得更大。
2475
鑄造工程師 ??? 4年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實用 
2.消失模空殼鑄造工藝的優缺點 (1)可獲得優良鑄件消除碳缺陷,提高產品內在質量,保證了優質鑄件。所謂碳缺陷,因為模樣(EPS)中的碳客觀存在,致使金屬液澆注和凝固過程中所引發的各種缺陷統稱為消失模鑄造的碳缺陷。
2912
鑄造工程師 ??? 4年前
金屬的定向凝固、同時凝固、均衡凝固各有什么優缺陷? 
冒口不必要晚于鑄件凝固,冒口不應放在鑄件的熱節上,冒口的補縮的有限的。均衡凝固的優點:均衡凝固作為鑄件件工藝的設計原則,能有效地克服縮孔、縮松、氣孔、渣孔和裂紋等鑄造缺陷。與定凝固原則要求冒口晚于鑄件凝固相比,均衡凝固可使用尺寸較小的冒口,提高工藝成品率;由于冒口不放在熱節上,可以消除冒口根部的縮孔和縮松缺陷,減少鑄件廢品率。
3754 1
鑄造工程師 ??? 3年前
高牌號球墨鑄鐵前蓋鑄造缺陷分析及工藝優化 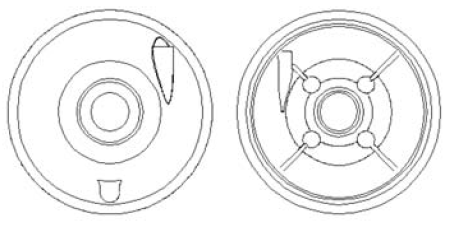
摘要采用濕型鑄造生產的球鐵前蓋鑄件常是通過在砂芯內放置冷鐵消除鑄件縮松缺陷,其工藝復雜,在批量生產中鑄件的氣孔及縮孔廢品比例較高。本研究簡化了前蓋鑄造工藝,其內腔由吊砂工藝帶出,減少了主體砂芯。該工藝在利用鐵液自重補縮的同時,輔以側冒口補縮以及在局部增加冷鐵。
4617
鑄造工程師 ??? 2年前
消失模工藝鑄件含碳量超標的9大主要原因分析及操作要點匯總 
采用雨淋式澆注系統對低碳鋼鑄件進行澆注,將造成鑄件增碳、滲碳、積碳的工況和條件增大,使鑄件產生嚴重的缺陷而不宜使用。
2304
鑄造工程師 ??? 4年前
從5方面分析鑄件產生熱裂的原因及相應解決辦法 
例如ZG35#碳鋼澆注時加入2%的錳鐵粉:澆注鉻鉬合金鋼時加入粒度0.1毫米的鉬粉,均有細化晶粒,提高機械性能減少鑄件產生熱裂缺陷的作用。 5、澆注條件方面 澆注方面防止熱裂的主要措施是采用高溫出爐、低溫澆注,澆注速度先快后慢的原則。但考慮到降低澆注溫度,對于薄壁件易產生冷隔、澆不足等缺陷,所以根據鑄件結構特點,應分別按以下方法生產為好。
2525
鑄造工程師 ??? 4年前
20條/頁 
 8
8 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
