



如何選定消失模鑄造工藝參數?探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
2、大口徑球墨鑄鐵管件消失模鑄造工藝參數選定 2.1 泡沫模樣 泡沫模樣材料采用普通的EPS發泡成型。為保證泡沫模樣尺寸精度與剛性,減少多次拼接造成誤差和變形的原則,大口徑球墨鑄鐵管件的泡沫模樣一般由四個部位組成(承口部位、插口部位、管體部位、法蘭部位),用冷膠粘結成形。
2697
鑄造工程師 ??? 4年前
鑄造新聞:每天5分鐘,了解全新鑄造業(7月28日) 
數據顯示,2021年,中國鑄件總產量達到5405萬噸,同比增長4%,兩年平均增長5.3%,鑄造行業實現了相對平穩的發展。 來源:中鑄協、金英網、壓鑄實踐、輕金屬鑄造
1981
鑄造工程師 ??? 3年前
離心鑄造工藝講解 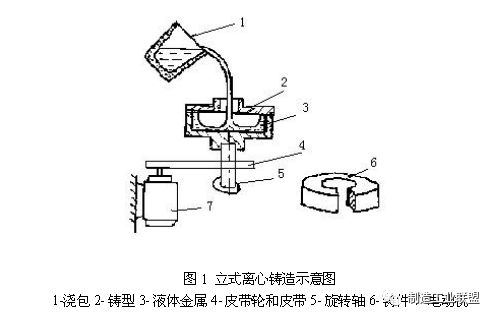
所以,鑄型轉速的選擇原則應是在保證鑄件質量的前提下,選取最小的數值 熔渣利用:為克服厚壁離心鑄件雙向凝固所引起的皮下縮孔缺陷,可在澆注時把造渣劑與金屬液一起澆入型內,熔渣覆蓋在鑄件內表面上,阻止內表面的散熱,創建由外向里的順序凝固條件,消除皮下縮孔。同時,造渣劑還可起精煉金屬液的作用。 涂料使用:離心金屬型用涂料的組成與重力金屬型鑄造相似。
5701 4
鑄造工程師 ??? 2年前
鑄造新聞:每天5分鐘,了解全新鑄造業(8月19日)
五、關于組織“中鑄協青年企業家分會一屆四次及二屆一次理事會會議”暨“玫德書院EDP學習交流活動”的通知 來源:壓鑄實踐、中國有色金屬報、全國鑄造標準化技術委員會、中鑄協
1930
鑄造工程師 ??? 3年前
鑄造沙眼與鑄件缺陷的原因及對策 
還有在加壓鑄造中也經常出現收縮沙眼。 無論什么情況,請牢記定向凝固的鑄造原則,改善水口的位置,粗細來增加熔融金屬的供應量,補償金屬的收縮。 對于無法定向凝固的位置(例如在較厚的位置沒有設置合適的水口),或者是金溫過高導致熔液膨脹過度的位置容易發生收縮沙眼。 膨脹系數較大的金屬在鑄造時也更容易出現收縮沙眼。
2979
德松模具鋼材有限公司 ??? 1年前
直列氣缸體立澆鑄造工藝設計 
表2 工藝補正量數據表(單位:mm)澆注系統按適流澆注系統設計原則,鑄鐵材質內澆口入口線速度理論值為0.45 m/s[1],根據立澆的實際情況進行調整,設計3個關鍵工藝平均速度值為:內澆口入口線速度為0.48 m/s,鑄型液面上升速度為0.025 9 m/s,橫澆道流速為0.6 m/s。
4330 3
鑄造工程師 ??? 2年前
年產2.5萬噸鑄件的砂型鑄造車間的設計參考,多角度對比生產方案 
1.2 設計原則 1) 充分體現“可持續發展”的原則,做到近期合理,遠期發展可行。 2) 以提高鑄件質量為核心,工藝水平堅持高起點,能適應各類汽車底盤件的生產,配置齊全的質量監控手段,把鑄造中心建成工藝手段齊全、適應性好、競爭力強的綜合性鑄造基地。
2962
鑄造工程師 ??? 4年前
擠壓鑄造機壓射液壓系統性能仿真分析 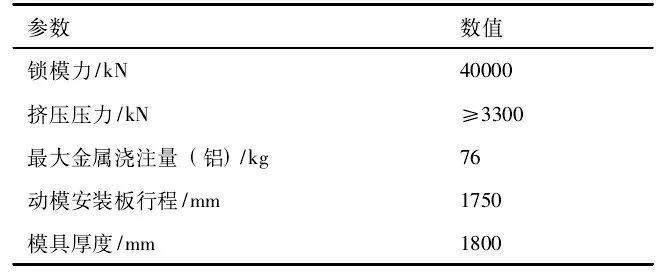
作者:蘭州蘭石集團有限公司能源裝備研究院 張曉麗、魏海濤、馬志剛、王生金文章來源:壓鑄實踐
4514
液壓那些事 ??? 2年前
砂型鑄造工藝全解,教你兼顧鑄件質量和生產成本及效率 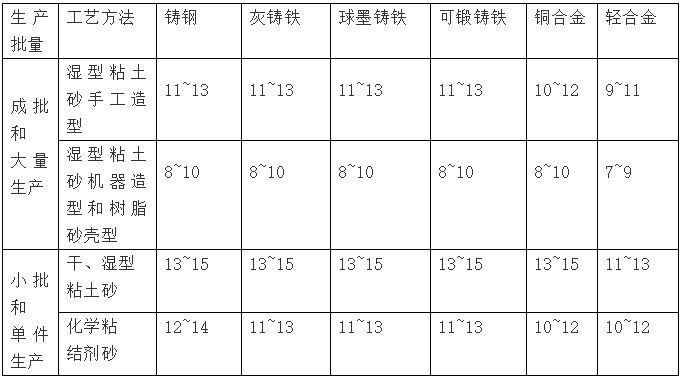
水玻璃為無機粘結劑,樹脂為有機粘結劑,選擇砂型造型工藝時,應遵循以下幾項原則:1.應能保證鑄件質量要求表1~3列出了砂型鑄造各類合金鑄件的質量公差、尺寸公差和表面粗糙度范圍。
5639 1
鑄造工程師 ??? 2年前
鑄造中鑄件需要使用多大直徑的冒口?補縮怎么計算?教你4個簡單易學的計算方法 
當我們使用模數法時,基本遵循兩條原則:1.冒口的模數需大于鑄件被補縮區域的模數。2.冒口必須有足夠的金屬溶液補充鑄件收縮部分的體積收縮。 第二、三次方程法 三次方程法是模數法的延伸,主要用于計算機輔助設計中。
2580
鑄造工程師 ??? 4年前
覆膜砂鑄造工藝過程解析,各項技術參數可收! 
覆膜砂鑄造在鑄造領域已有相當長的歷史,鑄件的產量也相當大;但采用覆膜砂鑄造生產精密鑄鋼件時面臨很多難題:粘砂(結疤)、冷隔、氣孔。如何解決這些問題有待于我們去進一步探討。
2599
鑄造工程師 ??? 4年前
2025 FLOW-3D中國用戶大會圓滿落幕 
Jensen 親自為獲獎者頒發榮譽證書及2萬元獎金,以表彰其在技術創新與應用實踐方面的杰出成果。
2507
FLOW3D 流體仿真 ??? 6月前
消失模鑄造氣孔缺陷解決方法
文章來源:鑄造工業網
2676
鑄造工程師 ??? 3年前
澆注工藝對減少鑄造缺陷有哪些作用 看實戰案例 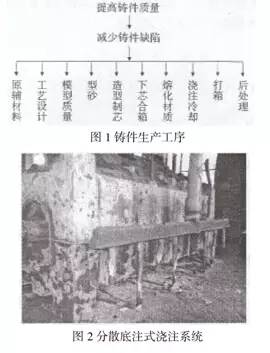
文章來源鑄造工業網
2351 1
鑄造工程師 ??? 3年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實用 
塌箱現象尤為突出,正是消失模空殼鑄造工藝在生產實踐中遇到棘手問題,常引起澆注失敗,使得較多鑄造廠家廢品率提高,從而沒有得到較好的推廣應用。 3. 解決消失模空殼鑄造塌箱的措施 對以上兩項工藝缺點進行分析,結合消失模鑄造工藝技術要點,嘗試在模樣裝箱操作工藝上改進,經生產應用后,整個澆注過程取得良好效果,消失模空殼鑄造工藝缺點得以解決。
2912
鑄造工程師 ??? 4年前
以發動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統、冒口設計、上下箱設計! 
根據筆者30年來的鑄造工廠生產實踐經驗總結和思考認為:鑄件結構全部設置于下箱(鑄件結構自然允許者)、或創造(工藝)條件將鑄件全部結構或鑄件重要結構設置于下箱,是解決眾多黑色金屬鑄件砂型鑄造易產生氣孔、縮孔、縮松、錯箱等鑄造缺陷的最好澆注位置設計方案,亦即筆者極力主張“砂型鑄造鑄件下箱優先設置”,如圖5至圖8所示。
2472
鑄造工程師 ??? 4年前
4大原則要記牢! 
原則上頻率低、容量大爐子可使用大塊爐料;頻率較高、容量較小的爐子,使用較小料塊。 密度大、熔點高的爐料,如鎢鐵、鉬鐵、微碳鉻鐵等,必須破碎至較小料塊。密度大、熔點低的爐料,允許使用較大料塊。中頻感應電爐應用10點注意事項 鑄造、鍛壓、焊接作為三大基礎熱加工工藝,為現代裝備制造業提供大部分零件毛坯。
2496
鑄造工程師 ??? 4年前
金屬的定向凝固、同時凝固、均衡凝固各有什么優缺陷? 
均衡凝固的優點:均衡凝固作為鑄件件工藝的設計原則,能有效地克服縮孔、縮松、氣孔、渣孔和裂紋等鑄造缺陷。與定凝固原則要求冒口晚于鑄件凝固相比,均衡凝固可使用尺寸較小的冒口,提高工藝成品率;由于冒口不放在熱節上,可以消除冒口根部的縮孔和縮松缺陷,減少鑄件廢品率。
3752 1
鑄造工程師 ??? 3年前
五大核心能力構筑現代機器人五金加工競爭力 
· ● 區域實踐:長三角地區新能源客戶覆蓋率超 40%,2025 年鑄件營收同比增長 65%。· ● 創新方向:專注鋁合金低壓+組芯復合工藝,鑄件氣密性達 IP67,減重效果顯著。· ● 智力資源:研發人員占比 35%,擁有發明專利 48 項,裝備技術反哺鑄造良率提升。· ● 實施特色:提供“工藝—模具—鑄件”一體化方案,縮短客戶新品開發周期 50%。
2425
用戶_141584 ??? 4月前
大型混流式水輪機轉輪用鑄鋼件夾雜缺陷預測與工藝優化 
[5] 吳現龍,邵抗振,李桐,等大型低碳不銹鋼水輪機下環鑄件的生產實踐[J]鑄造2012(03):324-325 [6] 彭凡張立文,李永新,等.大型水輪機轉輪葉片制造工藝[J].文章來源:中鑄協鑄鋼委
4275 1
雙螺桿泵 ??? 2年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
