



基于Maxwell燒結釹鐵硼模具磁場模擬分析 
摘 要:以SKH45壓機為例,基于 Maxwell三維數值有限元分析軟件建立電磁應用系統的仿真模型?在 仿 真 中定義了壓機各部分材料屬性,并加載邊界條件,求解及后處理?分析模具的磁場和電流密度分布,直觀地展現了模具磁場分布和力矩信息?根據不同產品需求,設計 一 款 新 模 具,并將新模具與舊模具磁感應強度對比?該 仿 真 結果能夠對模具設計提供參考,降低模具設計成本?縮短模具開發周期?關鍵詞
5325 2
萬有引力LYQ ??? 2年前
注塑模具如何清洗?五種清洗方法 
注塑模具如何清洗?五種清洗方法 注塑模具如何清洗?[東莞勝明自動化,15724026335]模具經過高溫和高壓后,難免會遇到生銹的現象,注塑模具生銹原因有冷卻水回潮,熔料分解的氣體腐蝕等,平時涂抹潤滑油也會產生油垢,這些污垢在模具表面堆積,也會影響生產的產品質量,所以對模具的清洗是關鍵。給大家介紹五種清洗方法。
2862
勝明干冰機 ??? 4年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
因此,對于高剛性材料,通過提高熔體和模具溫度來降低粘度、減少分子取向,并通過合理的保壓設置來降低內應力,是確保制品實現理論力學性能的關鍵。沖擊強度(如Izod、Charpy)是材料韌性的體現,尤其對缺口敏感。沖擊強度高的材料(如PC、 toughened-PP)往往具有良好的延展性。注塑工藝對最終制品的沖擊強度有決定性影響。內應力是韌性的頭號殺手。
2715 1 1
國高材高分子材料產業創新中心 ??? 8月前
注塑模調機工藝.
(12).選擇適合模具的塑料品種(主要從縮率及機械強度慮)。(13).重新調整整個生產工藝。 制品表面有波紋或銀絲可能出現問題的原因 1)塑料含有水分和揮發物;2)料溫太高或太低;3)注射壓力太小;4)流道和澆口的尺寸太大;5)嵌件未預熱回溫度太低;6)制品內應力太大。 澆口被粘著、注塑件缺陷的特征 注口被注口套牽住。
2275 1
模具論壇 ??? 4年前
讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
要生產出高品質的高光制品,需要注塑機、模具、溫控設備、高光制品專用塑料、以及鍋爐、冷卻裝置等方面相配合。塑機的配置①鎖模機構剛性要好;由于整個生產過程中要不停地升溫和降溫。因此要求注塑機的鎖模機構必須剛性、強度要好、以確保鎖模力的準確與穩定。從而保證制品的表面質量。②選用大鎖模的注塑機:使用此工藝時由于無法再使用氣體輔助注射,因此生產制品所需要的鎖模力會比較大。
2728
Im智能注塑 ??? 3年前
注塑成型工藝對產品性能有何影響? 
塑料材料在生活中所占比例越來越高,而對于其質量的要求也越來越高,注塑成型作為重要的生產手段,對技術的提高也越來越迫切,而注塑成型制品的影響因素較多,下面介紹各個工藝參數對于制品性能的影響: 注塑條件及影響 成型過程中,精密的成型機械、合理的模具設計和優良的材料性能只有在合理的成型工藝設置下才能體現出來另一方面,成型機械、模具設計和材料性能的缺陷有時可通過合適的成型工藝設置來彌補
3243
Im智能注塑 ??? 3年前
注塑成型過程中如何防止塑料熔體破裂? 
(4)預防由于熔接痕,塑料降解造成機械強度變低而出現開裂。(5)適當控制注射速度和螺桿轉速。2.注塑模具方面:《Moldflow模流分析軟件分析產品、模具設計的合理性》(1)頂針頂出要平衡,如頂針位置、數量要合理擺放,脫模斜度足夠,型腔面要拋光處理,防止由于模具本生阻力導致頂出力過于集中而開裂。
2979
Im智能注塑 ??? 4年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
所以注塑模具溫度高的時候塑料成分就更貼近注塑模具表面,填充會更好,亮度和光澤都會更高。但是注塑模具溫度也不能太高,太高容易粘模,還會在塑件局部地方出現明顯的亮斑。而注塑模具溫度太低,也會造成塑件抱模太緊,脫模的時候容易拉傷塑件,特別是塑件表面的花紋。 多段注塑可以解決位置上的問題,比如產品進膠時有氣紋的話可以采取分段注塑的方式。
2641
Im智能注塑 ??? 4年前
注塑成型的影響因素丨模具溫度 
通常,模具溫度的升高會減少塑料在型腔晨有冷凝層,使熔融材料在型腔內更易于流動,從而獲得更大的零件重量和更好的表面質量。同時,模具溫度的提高還會使零件張力強度增加。 模具的保溫方法許多模具,尤其是工程用的熱塑性塑料,相對較高的溫度下運行,如80攝氏度或176華氏度。如果模具沒有保溫,流失到空氣和注塑機上的熱量可以很容易地與射料缸流失的一樣多。
3108
模具論壇 ??? 4年前
基于Moldex3D可降解國際象棋的注塑仿真模擬 
仿真模擬用的材料為PLA/PBAT復合材料,其質量比為80/20,將性能參數[熔體流動速率(170℃,38 N)為20 g/10 min,結晶溫度為100℃,泊松比=0.36等]導入軟件,模擬國際象棋的注塑過程。塑料熔體溫度為160~230℃,模具溫度為20~40℃,推薦模具溫度為30℃,頂出溫度為80℃。圖2為國際象棋棋子模型圖。
4291 3
鑄造工程師 ??? 2年前
射出模具數字化設計與智能制造技術分析 
基于Cimatron E 的手表殼體數字化注塑模具設計[J]. 塑料科技,2014,42(10):97-101. [8]. 范鈞,王雷剛. 基于逆向工程的注塑模具數字化快速開發精度分析[J].
3934 2 1
ACMT協會 ??? 2年前
解決注塑模具成型難題,型創科技&ACMT技術平臺助您一臂之力! 
,預測準確度成功獲實驗驗證??多材質產品翹曲,需考慮前一射嵌件影響??產業長期困擾的耳流仿真新黏度模型有解了??導入新發泡預測模型,氣泡收縮行為將無所遁形??如何用最少時間找出最佳產品幾何設計??如何用CAE工具設定熱塑性射出成型制程??進階模內裝飾模擬技術縮短開發周期??模流分析應用注塑壓縮成型提高車燈透鏡質量案例...
3130
ACMT協會 ??? 2年前
注塑人要收藏的注塑生產不良缺陷原因
19、白點:注塑件內有白色的粒點,粒點又叫“魚眼”,多反映在透明制品上。20、強度不夠(脆裂):注塑件的強度比預期強度低,使塑膠件不能承受預定的負載。二、常見品質(缺陷)問題產生原因1、色差:機殼與外觀件經常出現的問題。① 原材料方面因素:包括色粉更換、塑膠材料牌號更改,定型劑更換。
3275
Im智能注塑 ??? 3年前
【干貨】雙色模具的設計及注塑成型
24、在設計第二次注塑的CAVITY時,為了防止CAVITY插(或擦)傷第一次曾經成型好的產品膠位,可以設計一局部避空。但是必須慎重思索每一處封膠位的強度,即:在注塑中,能否會有在大的注塑壓力下,塑膠發作變形,招致第二次注塑可能會有批鋒產生的可能。25、注塑時,第一次注塑成型的產品尺寸可以略大,以使它在第二次成型時能與另一個CAVITY壓得更緊,以到達封膠的作用。
3558
張偉一 ??? 3年前
模具遇到這些問題,不再束手無策了! 
9.注塑模具中排氣不暢注塑模具中常常有氣體發生,這是由啥發生的?澆注體系與模具型腔中存有的空氣;有些質料富含沒有被枯燥掃除的水分,它們在高溫下會氣化成水蒸氣;由于在注塑時溫度太高,某些性質不安穩的塑料會發生分化而發生氣體;塑料質料中的某些增加劑蒸騰或許彼此化學反響生成的氣體。一同排氣不良不暢的原因,也需求從速找出來。
2163 1
高分 ??? 4年前
分析比較:3D打印與傳統CNC、注塑和金屬注射成型之間的工藝差異 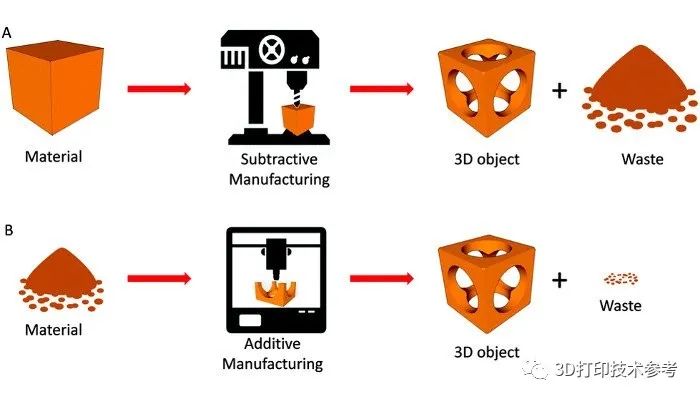
那么,3D打印技術與注塑成型又有什么區別呢? 生產模式 注塑成型工藝只要有注塑模具,就可以低成本、大規模地生產標準化產品,因此,對于傳統大批量、大規模制造來說,目前注塑成型仍然是最佳選擇。
3214
南極熊3D打印 ??? 3年前
塑料窗體填充Moldflow分析及應用 
注塑成型周期是指完成一次注塑成型工藝過程所需要的時間,它包含注塑成型過程中的所有時間問題,直接關系到生產效率,主要包括注射時間、保壓冷卻時間和其它操作時間。在MPI系統中,對于注塑成型工藝的三大影響因素,以及它們之間的相互關系都有很好的表示和控制方法,在分析仿真過程中基本上能夠真實地表達。
2672
鑄造工程師 ??? 2年前
摩托羅拉手機后殼注射模具設計+3d 
本套模具采用1出1,模胚為DCI2535,在模胚的四邊分別設計一個零度定位塊,保證模具精確合模。手機外殼模具的高精度主要體現在以下幾方面:1)材料選擇,手機外殼材料一般為PC+ABS,俗稱塑料合金,既有ABS優良的注塑性能合流動性,又有PC料的強度和硬度。2)手機模具的設計制作周期都很短,給模具制造帶來很大的挑戰。很多模具廠都是提前備有鋼材和模胚,一旦下單,立即投入CNC加工。
2179
模具論壇 ??? 4年前
技術干貨丨基于SimSolid的塑膠模具溫度場瞬態分析 
*本文內容來自機械零部件制造業用戶投稿大部分塑膠材料的注塑前需要模具先預熱,大部分時間從10-180分鐘左右,一般情況下需要實際試模后,才能準確的知道需要基礎預熱的時間,DFM\報價階段很難預測,對后期注塑工藝的的影響也比較大,需要先發布再修訂,影響實際的生產過程,也造成了浪費,如何能夠準確的預測預熱時間是行業內的一個難點和痛點。
2407 1
ALTAIR ??? 9月前
長玻纖增強PP注塑工藝講解 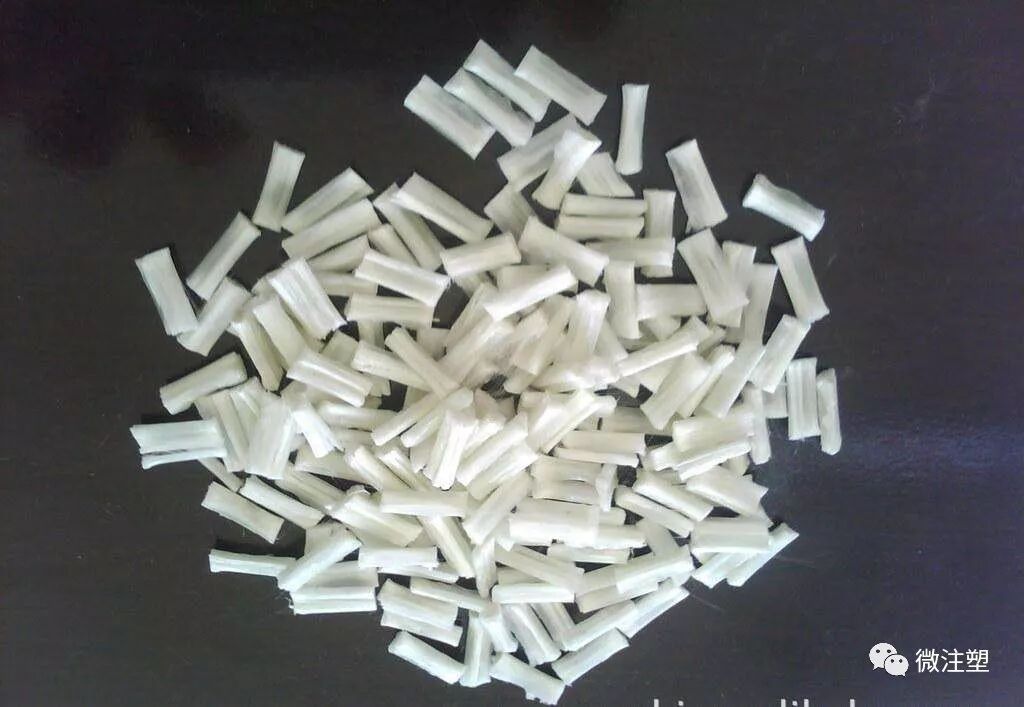
但是,目前尚無可靠的方法避免纖維在施加機械應力時斷裂,無法避免由此引起纖維在配混和注塑過程中縮短。含纖維的熔體注入模具時,會對纖維造成最大的損壞。然而,合理的設計可降低纖維縮短的幅度。同時,熔融過程也會大幅度影響纖維的長度。就此而言,注塑機和注塑配混機(IMC)具有極大的差別。 采用注塑機加工時,最初纖維長度受粒料的尺寸(一般為10毫米~25毫米)限制。長玻纖廠商提供護套粒料和拉擠粒料。
2529
鑄造工程師 ??? 3年前
20條/頁 
 14
14 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
