



鋁合金鑄造凝固過程中縮松缺陷預測 
但是一旦采用鋁合金,縮松(Mirco-porosity)缺陷就可能形成;一旦形成縮松缺陷,零件的機械性能可能會發生問題(例如:疲勞壽命…等)。理論導讀鋁合金凝固過程(Solidification process of aluminum alloys)縮松的形成原因1.氣體造成的縮松2.
2499
FLOW3D 流體仿真 ??? 1年前
球鐵縮孔縮松、夾渣、石墨漂浮3大常見缺陷如何解決? 
由此可見,殘余鎂量及殘余稀土量會增加球鐵的白口傾向,使石墨膨脹減小,故當它們的含量較高時,亦會增加縮孔、縮松傾向。(4)壁厚:當鑄件表面形成硬殼以后,內部的金屬液溫度越高,液態收縮就越大,則縮孔、縮松的容積不僅絕對值增加,其相對值也增加。另外,若壁厚變化太突然,孤立的厚斷面得不到補縮,使產生縮孔縮松傾向增大。
2355
鑄造工程師 ??? 4年前
球鐵高性能低成本,但縮孔縮松、夾渣、石墨漂浮三大常見缺陷該如何解決? 
本文將討論球鐵件的主要常見缺陷:縮孔、縮松、夾渣、皮下氣孔、石墨漂浮、球化不良及球化衰退。 1 縮孔縮松 1.1影響因素 (1)碳當量:提高碳量,增大了石墨化膨脹,可減少縮孔縮松。此外,提高碳當量還可提高球鐵的流動性,有利于補縮。生產優質鑄件的經驗公式為C%+1/7Si%>3 9%。
2562
鑄造工程師 ??? 4年前
大型鑄鋼件補縮3大常見問題,詳細探究各解決方案 
圖9 (3)整圈冒口 根據上面的模擬情況,感覺到用分散冒口,很難避免冒口間的縮松,對于輪帶這樣的厚大件來看,冒 口的水平補縮距離似乎沒有。為此采用整圈冒口工藝進行分析。模擬分析的結果如圖 10 所示,從模擬結 果可以看出,冒口的下面沒有問題,鑄件沒有了縮松缺陷。
3091 1 1
鑄造工程師 ??? 3年前
鋁合金薄壁殼體低壓鑄造工藝方案設計 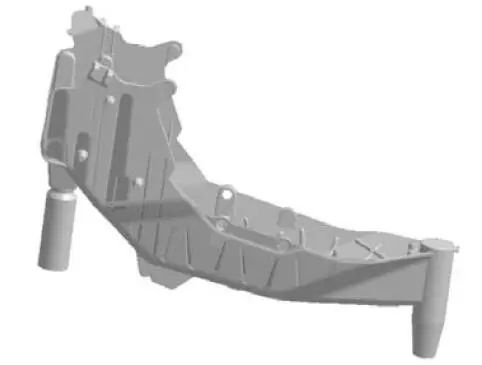
圖1 鋁合金薄壁殼體三維模型圖2 初步澆注系統三維模型1.2 原澆注系統數值模擬結果分析數值模擬結果預測鑄件會產生如圖3所示的縮松、縮孔缺陷,通過分析得出,產生縮松、縮孔缺陷的原因可能有以下兩個:①鑄件中段以及右端某些位置離內澆道的距離過遠導致補縮路徑過長,使鑄件難以得到補縮產生縮松、縮孔;②鑄件結構上存在一些難以順序凝固的復雜結構。
3273
鑄造工程師 ??? 3年前
高牌號球墨鑄鐵前蓋鑄造缺陷分析及工藝優化 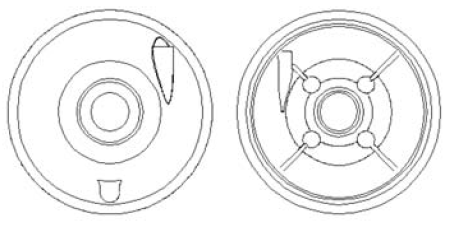
由于濕型砂砂型硬度不及鐵型覆砂工藝,因此鑄件在凝固過程中不能完全實現球墨鑄鐵的自補縮,需要采取相應的防縮措施。在前期的生產中,我廠采用冷鐵工藝來解決鑄件內部的縮松問題。但在批量生產中發現,冷鐵工藝不僅成本高,而且質量不穩定,氣孔和縮孔廢品比例較高。對原始工藝進行了改進,徹底解決了前蓋內部縮松問題,保證產品穩定生產。
4617
鑄造工程師 ??? 2年前
金屬的定向凝固、同時凝固、均衡凝固各有什么優缺陷? 
灰鑄鐵和球墨鑄鐵的均衡凝固技術,著重于利用石墨化膨脹自補縮,冒口只是補充自補縮不足的差額。冒口不必要晚于鑄件凝固,冒口不應放在鑄件的熱節上,冒口的補縮的有限的。均衡凝固的優點:均衡凝固作為鑄件件工藝的設計原則,能有效地克服縮孔、縮松、氣孔、渣孔和裂紋等鑄造缺陷。
3754 1
鑄造工程師 ??? 3年前
船用汽輪機后汽缸下半鑄件的鑄造工藝設計 
后汽缸下半鑄件的排汽口法蘭位于鑄件底部,需放置邊冒口補縮。為了避免內澆道與鑄件交界處的熱節產生縮松缺陷,通常把內澆道設置在邊冒口底部,這樣設置既避免了內澆道產生的縮松,又可以提高邊冒口的溫度,更有利于冒口補縮。鋼液上升速度是否合適是獲得優質鑄鋼件的重要因素之一[2]。根據后汽缸蝸殼主壁厚30 mm 查工藝手冊可知,合理的液面上升速度為不小于30~36 mm/s[2]。
4454
我愛汽輪機仿真 ??? 2年前
直列氣缸體立澆鑄造工藝設計 
圖8 澆注完成瞬間溫度場分布圖 (3)縮松風險評估如圖9、圖10所示,分別為鑄件的熱節及孔隙率位置分布情況。鑄件熱節主要分布在端面水泵與水道連接處的厚大位置和側面主油道厚大位置。鑄件縮松風險位置與鑄件熱節位置一致,最大的縮松孔隙率為4.45%,根據按現有經驗孔隙率小于10%時可不用采取措施。
4337 3
鑄造工程師 ??? 2年前
“兩步法”蠕化處理工藝在蠕墨鑄鐵中的應用 
這也導致玻璃模具鑄件容易出現縮松缺陷,如圖4所示。如果出現過球化現象,鑄件的縮孔和縮松缺陷將更加嚴重。鑄件的縮松缺陷影響了模具機加工性能,常出現鉆頭刀具折斷,冷卻孔不垂直等問題。
2994
鑄造工程師 ??? 3年前
球墨鑄鐵的3種熔煉澆注方案,附實驗過程詳情 
解剖后加工面檢查,加工后無石墨漂浮和縮松缺陷,方案成功。 總結 1.球墨鑄鐵厚壁件,屬于球墨鑄鐵生產中較難控制的產品,具有壁厚大,冷卻慢,含有 Mg 等元素,縮松傾向大的特性,生產中容易出現缺陷而報廢,造成經濟損失。
2898 5 2
鑄造工程師 ??? 3年前
以發動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統、冒口設計、上下箱設計! 
生產實踐中泵、殼、閥類(液壓)致密性鑄件采用圖4所示加工面(大面)朝下的傳統鑄造工藝方案較為多見,但其鑄件易產生錯箱、縮孔、縮松、氣孔類鑄造缺陷。 為解決圖4所示泵、殼、閥類液壓鑄件(通稱高致密性鑄件)的縮孔、縮松缺陷,一些鑄造廠通常所采用的工藝措施亦是加大冒口,乃至設置保溫冒口,其鑄件的縮孔、縮松缺陷亦難有效地解決,鑄件的致密度很難達到其較高的致密性技術要求。
2475
鑄造工程師 ??? 4年前
內澆道位置確定4大原則,10個常見注意事項匯總 
對有耐壓要求的管類鑄件,內澆道常開設在法蘭處,以防止管壁處產生縮松; 2、內澆道不要正沖著砂型和砂芯,或其他薄弱的突出部分,以防沖砂。
2397
鑄造工程師 ??? 4年前
電爐鑄鐵爐料最佳配比,高牌號灰鐵的孕育和變質處理要點匯總 
某公司為了節約成本,多用廢鋼,在兩個月內試制合成高牌號灰鑄鐵,廢鋼用量一度達60%,有一段時間除加入廢鋼外另加回爐料和少量鐵屑,最初質量不錯,但一段時間后發現鑄件批量縮孔、縮松和有白色硬斑,并且持續不斷越來越嚴重。 此缺陷成因:初步判斷是鐵水中MnS的含量過高而引起的鑄件顯微縮孔、縮松,MnS富集形成白色硬斑。
2853
鑄造工程師 ??? 4年前
技術精華匯總:確定內澆道位置的4個原則,10個常見注意問題 
對有耐壓要求的管類鑄件,內澆道常開設在法蘭處,以防止管壁處產生縮松; 2、內澆道不要正沖著砂型和砂芯,或其他薄弱的突出部分,以防沖砂。
2348
鑄造工程師 ??? 4年前
大型混流式水輪機轉輪用鑄鋼件夾雜缺陷預測與工藝優化 
水輪機部件鑄造過程中會產生多種缺陷,主要包括夾渣和縮松縮孔等。夾渣主要是在金屬液流動過程中產生的,縮松縮孔主要是在金屬液凝固過程中產生的,因此,研究金屬液充型流動、凝固降溫是控制水輪機鑄造工藝的基礎。隨著計算機領域的高速發展,數值模擬技術已越來越多地應用于實際生產中,其不僅僅降低了人力、物力,而且大大提高了生產效率。
4279 1
雙螺桿泵 ??? 2年前
實驗全程記錄:分析球墨鑄鐵的3種熔煉澆注方案 
解剖后加工面檢查,加工后無石墨漂浮和縮松缺陷,方案成功。 總結1.球墨鑄鐵厚壁件,屬于球墨鑄鐵生產中較難控制的產品,具有壁厚大,冷卻慢,含有 Mg 等元素,縮松傾向大的特性,生產中容易出現缺陷而報廢,造成經濟損失。
2458
鑄造工程師 ??? 4年前
鑄鐵件出現白口,加工硬度高,該如何解決? 
硬度大缺陷的鑄件將造成加工難度大、出現縮孔、縮松、機械性能不合格等,使鑄件報廢。孕育鑄鐵出現白口缺陷的原因1、鐵水原因鐵水原因包括化學成分、熔煉質量和原材料遺傳性等。首先,鐵水化學成分的原因。
3873
鑄造工程師 ??? 4年前
淺談重力鑄件模流分析 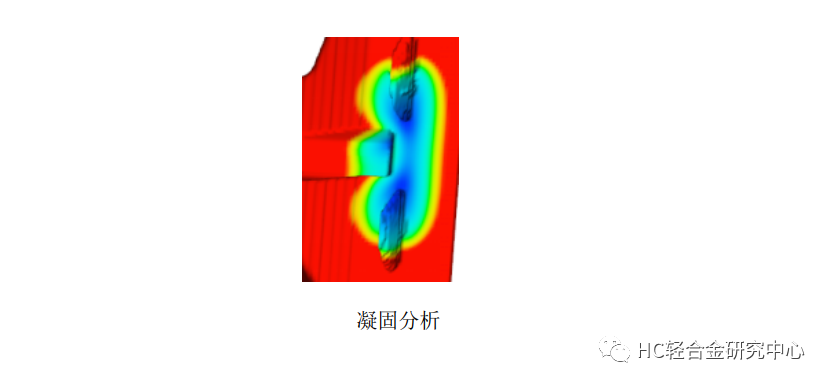
可見產品凝固方向由四周到中間,由產品到澆口,澆口補縮效果明顯,符合順序凝固方式。產品內部無產生縮孔、縮松的缺陷風險。2.5模擬分析結論從模擬的結果來看,鋁液在傾轉流動過程中無明顯的卷氣現象,凝固過程也符合順序凝固方式,產品內部無熱節,無縮孔的質量風險。因此該支架的澆注系統工藝方案能夠保證鑄件的質量,模具可以按照此工藝方案進行設計、加工。
4210 5 1
鑄造工程師 ??? 2年前
ProCAST有限元鑄造工藝模擬軟件 附鑄造工藝仿真ProCAST從入門到精通下載 
優化計算優化就是自動找到最優的條件(如工藝設計方案及參數)以達到設計目標(縮孔縮松最小化、提高工藝出品率等等),而不用在每次模擬后人為判定。
4095 9 3
zhongteng7281 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
