



異種鋼焊接是如何選擇焊接材料 
1在保證不產(chǎn)生裂紋等缺陷的前提下,若強(qiáng)度和塑性不能兼顧時(shí),則應(yīng)選用塑性和韌性較好的焊接材料;2焊縫金屬性能只需要符合兩種母材中的一種,即可認(rèn)為滿足使用性能要求;3不同強(qiáng)度級(jí)別的強(qiáng)度用鋼焊接時(shí),應(yīng)按強(qiáng)度較低的母材選用焊接材料;4為解決高合金鋼與低合金鋼焊接時(shí)對(duì)焊縫金屬的稀釋,可采用先堆焊隔離層、再焊接焊縫的方法;5在滿足使用性能要求的條件下,盡量選用工藝性能后,價(jià)低,易得的焊接材料。
2039
河南匯金正和焊材 ??? 3年前
異種鋼焊接是如何選擇焊接材料 
1在保證不產(chǎn)生裂紋等缺陷的前提下,若強(qiáng)度和塑性不能兼顧時(shí),則應(yīng)選用塑性和韌性較好的焊接材料;2焊縫金屬性能只需要符合兩種母材中的一種,即可認(rèn)為滿足使用性能要求;3不同強(qiáng)度級(jí)別的強(qiáng)度用鋼焊接時(shí),應(yīng)按強(qiáng)度較低的母材選用焊接材料;4為解決高合金鋼與低合金鋼焊接時(shí)對(duì)焊縫金屬的稀釋,可采用先堆焊隔離層、再焊接焊縫的方法;5在滿足使用性能要求的條件下,盡量選用工藝性能后,價(jià)低,易得的焊接材料。
2094
河南匯金正和焊材 ??? 3年前
鋁合金的焊接方法和材料選用大全 
定位焊用的填充焊絲與產(chǎn)品焊接時(shí)相同,定位焊接前應(yīng)在焊縫間隙內(nèi)涂一層氣劑。定位焊的火焰功率比氣焊時(shí)稍大。 (5)氣焊操作 焊接鋼鐵材料時(shí),可以從鋼材的顏色變化判斷加熱的溫度。但焊鋁時(shí),卻沒(méi)有這個(gè)方便條件。因?yàn)殇X合金從室溫加熱到熔化的過(guò)程中沒(méi)有顏色的明顯變化,給操作者帶來(lái)控制焊接溫度困難。
3457 2
金屬加工前沿 ??? 3年前
不銹鋼如何選擇焊接材料 
當(dāng)與其他材料焊接時(shí),首先使用不含氯離子的溶劑清除油污、標(biāo)記和灰塵。此外,焊接不銹鋼時(shí)首先要注意的就是避免受到碳鋼的污染而影響耐蝕性。一些公司采用不銹鋼和碳鋼分開(kāi)存放以避免交叉污染。在清理坡口周圍區(qū)域時(shí),使用針對(duì)不銹鋼的專用磨砂輪和刷子。有時(shí)還需要對(duì)接頭處進(jìn)行二次清理。
2644 2 1
金屬材料的世界 ??? 3年前
怎么根據(jù)母材選擇焊接材料 
怎么根據(jù)母材選擇焊接材料焊接材料的選擇主要依據(jù)母材的力學(xué)性能和化學(xué)成分匹配,一般情況下:力學(xué)程序選擇低匹配,化學(xué)成分選擇相似的。相對(duì)來(lái)說(shuō)選擇銀基焊材的比較多,因?yàn)殂y基焊材根據(jù)銀含量的高低不同,既可以焊接要求高,較為精密的儀器,也可以焊接不銹鋼與硬質(zhì)合金等要求較低,精密度也不那么高的產(chǎn)品。這主要是根據(jù)客戶的要求和母材材質(zhì)與性能的影響。
2213
河南匯金正和焊材 ??? 3年前
一種提升碳納米管/聚二甲基硅氧烷納米復(fù)合材料界面熱傳輸?shù)奈⒔Y(jié)構(gòu)焊接工藝 
這種獨(dú)特的焊接策略為優(yōu)化填料增強(qiáng)聚合物納米復(fù)合材料的熱傳輸性能提供了新的途徑,促進(jìn)了其在下一代微電子器件中的應(yīng)用。
2560
熱管理博覽會(huì) ??? 2年前
選購(gòu)焊接材料要往哪里去? 
選擇焊條時(shí)不能一味看重價(jià)格,市面上很多廉價(jià)的焊材都是通過(guò)收購(gòu)一些廢舊金屬做的,焊材的雜質(zhì)高,焊接效果差。如果焊接的材料要求高,還是要選擇正規(guī)廠家出的,質(zhì)量比較放心。在選擇焊絲的時(shí)候要充分考慮到母材的材質(zhì),銀基焊材是一種以銀或者銀銅為主的合金,此類匯金正和的釬料具有優(yōu)異的工藝性能,熔點(diǎn)較低,潤(rùn)濕性及填縫性能良好,強(qiáng)度、塑性、導(dǎo)電、耐蝕性能優(yōu)異,是硬釬焊材料中應(yīng)用范圍很廣的一類。
2036
河南匯金正和焊材 ??? 3年前
原材料、焊接件無(wú)損檢測(cè) 
檢查焊縫表面裂紋、未焊透及焊漏等焊接質(zhì)量。2、內(nèi)腔檢查。檢查表面裂紋、起皮、拉線、劃痕、凹坑、凸起、斑點(diǎn)、腐蝕等缺陷。3、狀態(tài)檢查。當(dāng)某些產(chǎn)品(如蝸輪泵、發(fā)動(dòng)機(jī)等)工作后,按技術(shù)要求規(guī)定的項(xiàng)目進(jìn)行內(nèi)窺檢測(cè)。4、裝配檢查。當(dāng)有要求和需要時(shí),使用亞泰光電工業(yè)視頻內(nèi)窺鏡對(duì)裝配質(zhì)量進(jìn)行檢查;裝配或某一工序完成后,檢查各零部組件裝配位置是否符合圖樣或技術(shù)條件的要求;是否存在裝配缺陷。5、多余物檢查。
2033
narsei ??? 4年前
原材料、焊接件無(wú)損檢測(cè) 
檢查焊縫表面裂紋、未焊透及焊漏等焊接質(zhì)量。2、內(nèi)腔檢查。檢查表面裂紋、起皮、拉線、劃痕、凹坑、凸起、斑點(diǎn)、腐蝕等缺陷。3、狀態(tài)檢查。當(dāng)某些產(chǎn)品(如蝸輪泵、發(fā)動(dòng)機(jī)等)工作后,按技術(shù)要求規(guī)定的項(xiàng)目進(jìn)行內(nèi)窺檢測(cè)。4、裝配檢查。當(dāng)有要求和需要時(shí),使用亞泰光電工業(yè)視頻內(nèi)窺鏡對(duì)裝配質(zhì)量進(jìn)行檢查;裝配或某一工序完成后,檢查各零部組件裝配位置是否符合圖樣或技術(shù)條件的要求;是否存在裝配缺陷。5、多余物檢查。
2017
narsei ??? 4年前
abaqus利用usdfld子程序在焊接降溫階段改變材料參數(shù) 
abaqus利用usdfld子程序在焊接降溫階段改變材料參數(shù),在tig焊接仿真中,焊接后,焊縫組織強(qiáng)度變高,為了提高仿真的精度,在焊接時(shí),在升溫結(jié)束開(kāi)始降溫時(shí)提高焊縫的材料性能。子程序包括了采用高斯熱源dflux和usdfld聯(lián)合仿真。(該usdfld也可用在混凝土在升溫降溫不同的材料參數(shù))
3185 12 17
冷風(fēng)暖心人 ??? 3年前
異種材料攪拌摩擦焊接模擬 
我在用顯示動(dòng)力學(xué)方法做異種材料攪拌摩擦焊接模擬時(shí),總是出現(xiàn)大變形,網(wǎng)格畸變,有哪位大佬會(huì)啊,教教孩子,可有償!
1848 1 4
羨魚 ??? 3年前
基于InteWeld的焊接模擬仿真 
1 支撐臂的焊接以石油鉆機(jī)自動(dòng)化設(shè)備中的支撐臂作為焊接生產(chǎn)實(shí)例。支撐臂是典型的長(zhǎng)桿結(jié)構(gòu),其三維模型如圖1所示。其特點(diǎn)為:結(jié)構(gòu)不規(guī)則,焊縫型式多樣,板厚較薄(δ=6~8 mm)、結(jié)構(gòu)易變形。圖1 支撐臂結(jié)構(gòu)圖 1.套管Ⅰ2.臂體3.套管Ⅱ1.1 焊接方法及材料套管Ⅰ、Ⅱ的材料為35鋼,臂體的材料為Q355D。確定使用的焊絲型號(hào)為ER50-6。
5239 5 2
金屬加工前沿 ??? 2年前
管道焊接施工方案 
1.3.3 應(yīng)分別設(shè)置焊材一、二級(jí)庫(kù),并配置專職保管員,由于本工程涉及的焊接材料種類較多,保管員在進(jìn)入現(xiàn)場(chǎng)前必需接受材料責(zé)任師、焊接責(zé)任師的培訓(xùn)考核,應(yīng)熟知焊接材料入庫(kù)、保管、發(fā)放、回收等一系列管理程序,并熟知本工程中使用的各種焊接材料的一般性能和要求。1.3.4 一級(jí)庫(kù)內(nèi)分設(shè)待檢區(qū)、合格區(qū)及不合格區(qū),并做到入庫(kù)編號(hào)統(tǒng)一,帳目清晰,查詢方便、迅速。
2991 1
化工設(shè)備人 ??? 3年前
基于ANSYS的多層堆疊模塊焊接殘余應(yīng)力分析及選材優(yōu)化 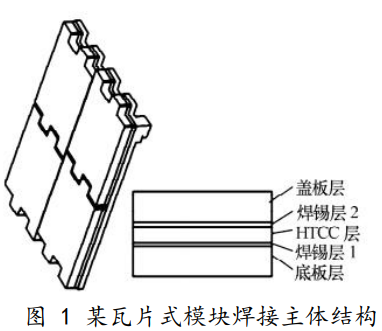
考慮到實(shí)際應(yīng)用中材料的機(jī)械加工性、焊接性、密度要求以及底板層、蓋板層與 HTCC層的熱膨脹系數(shù)匹配要求,底板層備選材料為Al/SiCp ( 65%) 和 TC4,蓋板層備選材料為可伐合金和TC4,各層之間采用焊錫焊接。各材料參數(shù)如表1所示。 采用六面體單元Solid45、Solid185和殼單元shell63 對(duì)各層結(jié)構(gòu)及連接層進(jìn)行網(wǎng)格劃分。
4716 4 1
仿真客 ??? 2年前
大型結(jié)構(gòu)件焊接模擬的關(guān)鍵技術(shù)(之一) 
(2)單元生死技術(shù)的應(yīng)用焊接其實(shí)就是焊縫逐漸形成的過(guò)程,在此過(guò)程中需要向焊縫中添加某些材料,這樣焊縫才能逐漸形成。要想把真實(shí)的焊接過(guò)程模擬出來(lái)就必須使用單元生死技術(shù)。所謂的單元“生”就是指在模型中加入材料,相應(yīng)的單元就會(huì)“出生”。所謂的單元“死”就是指刪除模型中的材料,就會(huì)有相應(yīng)的單元“死亡”。
2193 4 3
C3PChina ??? 3年前
Simufact在電池包焊接中的應(yīng)用 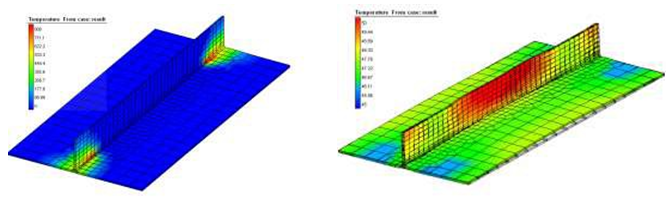
電池包焊接工藝優(yōu)化Simufact軟件通過(guò)鼠標(biāo)拖拽即可快速修改焊接順序,通過(guò)調(diào)整不同工藝參數(shù),對(duì)比分析不同結(jié)果,即對(duì)焊接工藝進(jìn)行優(yōu)化。輔助用戶得到合理工藝。分析熱影響區(qū)材料數(shù)據(jù)庫(kù)Simufact.welding軟件自帶材料數(shù)據(jù)庫(kù),包括鋼、鐵、鋁合金、鎂合金、高溫合金、鈦合金等,材料條目超過(guò)六百種供用戶使用。
4745 6 2
仿真客 ??? 3年前
不銹鋼壓力容器的焊接技術(shù)
分析焊接性的目的,在于闡明一定的材料在指定的焊接工藝條件下可能出現(xiàn)的問(wèn)題,以確定焊接工藝的合理性、材料或產(chǎn)品改進(jìn)的方向。
3922 7 4
金屬加工前沿 ??? 3年前
焊接方式不只電焊,還有這些焊接方式你可能沒(méi)聽(tīng)過(guò) 
是激光材料加工技術(shù)應(yīng)用的重要方面之一。 一般采用連續(xù)激光光束完成材料的連接,其冶金物理過(guò)程與電子束焊接極為相似,即能量轉(zhuǎn)換機(jī)制是通過(guò)“小孔”(Key-hole)結(jié)構(gòu)來(lái)完成的。 孔腔內(nèi)平衡溫度達(dá)2500 0C左右,熱量從這個(gè)高溫孔腔外壁傳遞出來(lái),使包圍著這個(gè)孔腔四周的金屬熔化。
2338
機(jī)械加工網(wǎng) ??? 4年前
【CAE案例】雙金屬焊接基準(zhǔn)數(shù)值模擬 
為對(duì)液固轉(zhuǎn)變進(jìn)行建模,當(dāng)材料度超過(guò)1400℃時(shí)將被重置為1400℃。 圖5 圖6 05 機(jī)械分析 機(jī)械分析采用二次型網(wǎng)格,工件采用有限的自由結(jié)構(gòu),且存在輕微的擾動(dòng)。 假設(shè)材料的本構(gòu)模型為非線性各向同性彈塑性,焊接過(guò)程的模擬通過(guò)對(duì)材料屬性的控制來(lái)實(shí)現(xiàn)。
3630 2 2
CAE璐姐 ??? 2年前
飛機(jī)為什么不能焊接? 
焊接是現(xiàn)代制造業(yè)中被廣泛采用的一項(xiàng)工藝,具有速度快、密封性好等優(yōu)點(diǎn),在航天、船舶和汽車制造中大顯身手。那么,飛機(jī)在制造過(guò)程中能否也采用焊接工藝?答案是否定的。主要原因有如下幾個(gè)方面: 首先是飛機(jī)的制造材料造成的。在波音787和空客A350XWB問(wèn)世前,現(xiàn)代飛機(jī)的主要制造材料是鋁合金。這種材料有一個(gè)突出的特點(diǎn)——焊接性能極差。
2302 1
非標(biāo)機(jī)械論壇 ??? 4年前
20條/頁(yè) 
 48
48 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
