



【機械原理】十二種夾取機構,給你的設計來一點新思路 
012 12、筒形凸輪的取放機構 橙色曲柄連續旋轉,藍條末端的真空工具拾取和放置工件,黃色齒輪和綠色齒條使黃色桶形凸輪前后轉動。
2395
機械工程師 ??? 4年前
米思米新品:電動夾爪,省時省心,重塑生產流程! 
那么,米思米的電動夾爪是如何解決這些疑難雜癥,為制造業帶來一場技術革新的呢?首先,從機構組成部件的數量上來看,傳統氣動夾爪需要搭配多個周邊產品才能實現夾取動作,這不僅增加了采購成本,還使得設備組裝變得復雜。而米思米的電動夾爪本體直接搭在PLC上,即可實現快速、精確地夾取,大大減少了組成部件的數量,降低了采購成本,也簡化了設備組裝流程。
845
米思米misumi ??? 1年前
米思米官網電動夾爪購買攻略 
首先,從機構組成部件的數量上來看,電動夾爪大大簡化了傳統氣動夾爪的復雜結構。傳統氣動夾爪本體需要搭配多種氣動周邊配件,如電磁閥、傳感器等,才能實現夾取動作。而米思米電動夾爪本體只需一根通訊線即可與PLC連接,實現快速、精確的夾取動作。這不僅減少了部件數量,降低了采購成本,還大大簡化了設計和組裝流程,節省了寶貴的時間。其次,在設計時間方面,電動夾爪同樣展現出了其高效性。
1076
米思米misumi ??? 1年前
米思米電動夾爪:何以成為設備集成與量產的優選? 
氣動夾爪易受氣源波動影響,導致工件掉落或夾取失敗的問題時有發生。而電動夾爪則依靠精準的驅動與伺服電機控制,確保了夾持力與行程的恒定,有效避免了此類問題的發生。這種穩定性的提升,不僅保障了生產線的連續穩定運行,也降低了因故障導致的停機損失,為工廠帶來了更高的經濟效益與更強的市場競爭力。
1095
米思米misumi ??? 1年前
鑄鐵裝配平臺操作“三板斧”:調平、夾緊、穩如泰山 
操作時,需選用0級精度水平儀(分度值≤0.02mm/m),將水平儀沿臺面縱向、橫向、對角線方向逐點檢測,檢測點間距≤500mm,每點檢測3次,取平均值作為檢測結果。
1002
河北威岳 ??? 1月前
ansys分析蜂窩夾芯結構的面板和芯子的脫膠損傷問題 
1、 問題描述研究蜂窩夾芯結構的面板和芯子的脫膠損傷問題,蜂窩夾芯結構由上面板、下面板、膠膜及芯子組成,通過ANSYS進行數值模擬。以承受板芯剝離方向載荷并含脫膠的蜂窩夾芯板為算例,整個模擬的尺寸為100*100*14.1(mm)。上、下面板為8層層合板(厚度為8*0.15mm,其層合順序為[0/45/-45/90]s),并附加1層膠層(厚度為0.35mm),用殼單元模擬。
2899 3 1
力學AI有限元 ??? 1年前
米思米電動夾爪:革新傳統,提升效率與穩定性 
更為關鍵的是,氣動夾爪在運行過程中,常因氣源不穩定而導致工件掉落或夾取失敗,這無疑增加了生產過程中的不確定性和成本。</span></p><p>米思米電動夾爪的推出,正是為了解決這些問題。相較于氣動夾爪,電動夾爪的部件數量大幅減少,從而簡化了設備的選型和設計過程。這不僅為設備集成商節省了時間,也使得設備的體積和重量得以優化,進一步提升了設備的便攜性和美觀度。
2046
米思米misumi ??? 1年前
CNC加工中出現這些問題,你懂得怎么處理嗎?
4、程序單上深度Z軸取數和實際Z軸取數寫錯。5、編程時座標設置錯誤。改善:1、對工件的高度進行準確的測量也確保安全高度在工件之上。2、程序單上的刀具和實際程序刀具要一致(盡量用自動出程序單或用圖片出程序單)。
2314
數控編程教學 ??? 4年前
CNC加工中出現這些問題,你懂得怎么處理嗎 
3、對實際在工件上加工的深度進行測量,在程序單上寫清楚刀具的長度及刃長(一般刀具夾長高出工件2-3MM、刀刃長避空為0.5-1.0MM)。 4、在工件上實際Z軸取數,在程序單上寫清楚。(此操作一般為手動操作寫好要反復檢查)。 五·撞機-操作員: 原因: 1、深度Z軸對刀錯誤·。
2308
數控編程網 ??? 4年前
看德國工匠如何完爆細長軸車削!
如何提高細長軸的加工精度 1、選擇合適的裝夾方法 1)雙頂尖裝夾法。 采用雙頂尖裝夾,工件定位準確,容易保證同軸度。 但用該方法裝夾細長軸,其剛性較差,細長軸彎曲變形較大,而且容易產生振動。 因此只適宜于長徑比不大、加工余量較小、同軸度要求較高、多臺階軸類零件的加工。 2)一夾一頂的裝夾法。
1935 2
機械加工網 ??? 3年前
CNC數控編程常規 
3、對實際在工件上加工的深度進行測量,在程序單上寫清楚刀具的長度及刃長(一般刀具夾長高出工件2-3MM、刀刃長避空為0.5-1.0MM)。 4、在工件上實際Z軸取數,在程序單上寫清楚。(此操作一般為手動操作寫好要反復檢查)。 五、撞機-操作員: 原因: 1、深度Z軸對刀錯誤·。
3690 1
數控編程網 ??? 2年前
有關攻絲技術我們不知道的那些事? 
在同樣材料時,絲錐直徑小取較高值,絲錐直徑大取較低值。 剛性攻絲 又稱“同步進給攻絲”。剛性攻絲循環將主軸旋轉與進給同步化,以匹配特定的螺紋節距需要。由于往孔中的進給是同步化的,因此在理論上講不能采用帶任何張力壓縮的整體絲錐夾。 但是,在實際生產中這方面所存在的問題是,機床無法與正在使用的特定絲錐節距精確匹配。在機床所加工的螺紋與絲錐實際節距之間總存在細微的差異。
2037
金屬加工前沿 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
夾具中使工件在加工過程中保持定位位置不變的裝置,叫夾緊裝置。 ②、夾緊裝置應符合以下幾點要求:夾緊時,不應破壞工件的定位;夾緊后,應保證工件在加工過程中的位置不發生變化,夾緊準確、安全、可靠;夾緊動作迅速,操作方便、省力;結構簡單,制造容易。 ③、夾緊時的注意事項:夾緊力大小要適當,過大會造成工件變形,過小會使工件在加工過程中產生位移,破壞工件定位。
1864 1
UG編程模具設計實戰 ??? 4年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
可以上加工中心用壓板換壓的方法將零件直接加工到尺寸,但是從工作臺上取下來時,零件底部兩端會向上翹起,造成尺寸嚴重超差甚至報廢。圖3所以在加工之前,先在毛坯上開一個應力釋放槽,如圖3實線位置所示,再從工作臺上取下,自然時效1~2h,讓變形盡量在此時全部發生。之后,增加一個鉗工校平工序將零件校平,則零件在后續加工中變形量會大幅度地降低。
2252
UG編程模具設計實戰 ??? 3年前
機械加工基本常識,不懂可不好干! 
夾具中使工件在加工過程中保持定位位置不變的裝置,叫夾緊裝置。②、夾緊裝置應符合以下幾點要求:夾緊時,不應破壞工件的定位;夾緊后,應保證工件在加工過程中的位置不發生變化,夾緊準確、安全、可靠;夾緊動作迅速,操作方便、省力;結構簡單,制造容易。③、夾緊時的注意事項:夾緊力大小要適當,過大會造成工件變形,過小會使工件在加工過程中產生位移,破壞工件定位。
2020
模具設計UG編程教學 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
夾具中使工件在加工過程中保持定位位置不變的裝置,叫夾緊裝置。 ②、夾緊裝置應符合以下幾點要求:夾緊時,不應破壞工件的定位;夾緊后,應保證工件在加工過程中的位置不發生變化,夾緊準確、安全、可靠;夾緊動作迅速,操作方便、省力;結構簡單,制造容易。 ③、夾緊時的注意事項:夾緊力大小要適當,過大會造成工件變形,過小會使工件在加工過程中產生位移,破壞工件定位。
1920
模具設計UG編程教學 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
夾具中使工件在加工過程中保持定位位置不變的裝置,叫夾緊裝置。 ②、夾緊裝置應符合以下幾點要求:夾緊時,不應破壞工件的定位;夾緊后,應保證工件在加工過程中的位置不發生變化,夾緊準確、安全、可靠;夾緊動作迅速,操作方便、省力;結構簡單,制造容易。 ③、夾緊時的注意事項:夾緊力大小要適當,過大會造成工件變形,過小會使工件在加工過程中產生位移,破壞工件定位。
1976
數控編程網 ??? 4年前
德國VDI2230螺栓計算終極武器,這次終于懂了 附VDI2230-1下載 
答案是五大安全系數缺一不可,因為螺栓及其被夾緊件會有五種失效形式。不經過計算是無法預測螺栓會按照哪種形式失效。因此五大安全系數必須要全面計算、校核。更重要的是,螺栓安全系數的高低,不僅僅取決于螺栓規格、強度等級、也不僅僅取決于被夾緊件的設計和尺寸,還取決于螺栓的利用,即螺栓的預緊。因此,螺栓的預緊力或預緊力矩尤其重要。而在有限元計算中,預緊力是必須需要我們輸入的。
4606 4 10
筆筆 ??? 4年前
橡膠制品的撕裂強度檢測方法及影響因素 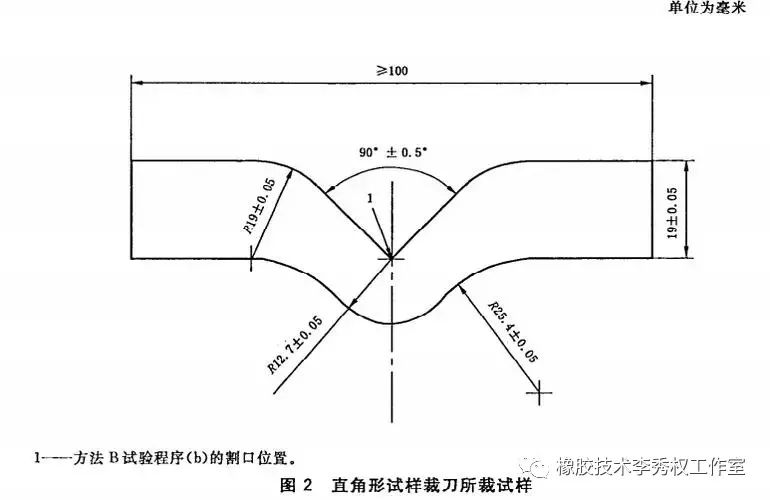
(1) 裁取試樣時,裁刀撕裂角等分線的方向(撕裂方向)與壓延方向一致。(2) 試樣個數不少于5個。(3) 用精度0.01mm厚度計測量試樣試驗區內不少于3個點的厚度,取中值作為試樣厚。厚度值不得偏離所取數值的2%,對多組試樣進行比較時,則每一組的試樣平均厚度必須在各組試樣平均厚度的7.5%范圍內。
4122
高分 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
可以上加工中心用壓板換壓的方法將零件直接加工到尺寸,但是從工作臺上取下來時,零件底部兩端會向上翹起,造成尺寸嚴重超差甚至報廢。 圖3 所以在加工之前,先在毛坯上開一個應力釋放槽,如圖3實線位置所示,再從工作臺上取下,自然時效1~2h,讓變形盡量在此時全部發生。之后,增加一個鉗工校平工序將零件校平,則零件在后續加工中變形量會大幅度地降低。
2505
模具設計UG編程教學 ??? 3年前
20條/頁 
 13
13 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
