



精密鋁合金壓鑄件汽車、摩托車變速箱殼體怎樣去毛刺除飛邊批鋒研磨拋光? 
壓鑄鋁毛刺怎么去壓鑄鋁拋光增亮技術壓鑄鋁拋光怎么處理自動化高效率的壓鑄件打磨去毛刺解決方案鋁合金壓鑄件表面處理方法鋁合金壓鑄件表面處理工藝有哪些
4447 5 1
jerrylu ??? 2年前
C家精講 | 大型壓鑄件計算時間測試,一體化車身,電池包下殼體前支架,大型5G通訊件殼體 
Cast-Designer 大型壓鑄件計算時間測試一體化車身(充型凝固、應力變形)電池包下殼體前支架大型5G通訊件殼體 近幾年,鋪墊蓋地的大型化,一體化,薄壁化壓鑄件的面市。各大壓鑄機供應商都在不斷突破,6000噸、9000噸、萬噸+。而對于模擬軟件,被問得最多的問題之一就是計算時間。
2104 1
C3PChina ??? 4年前
壓鑄模擬-梁形鋁合金壓鑄件變形研究 
大尺寸梁形鋁合金壓鑄件在控制變形上,非常頭痛,首先是經驗難以預測變形方向。(上周的問答,幾乎所有答案都有,當然,也有一語中的的高手),然后就是解決方案更加難以提出,往往需要多次測試才能成功。 俗話說,失敗乃成功之母。但對于大尺寸壓鑄件,下次按照一樣的方法,未必就一定能成功。
1946
C3PChina ??? 4年前
【工藝知識】壓鑄件的表面處理,產品結構設計你真的需要看看! 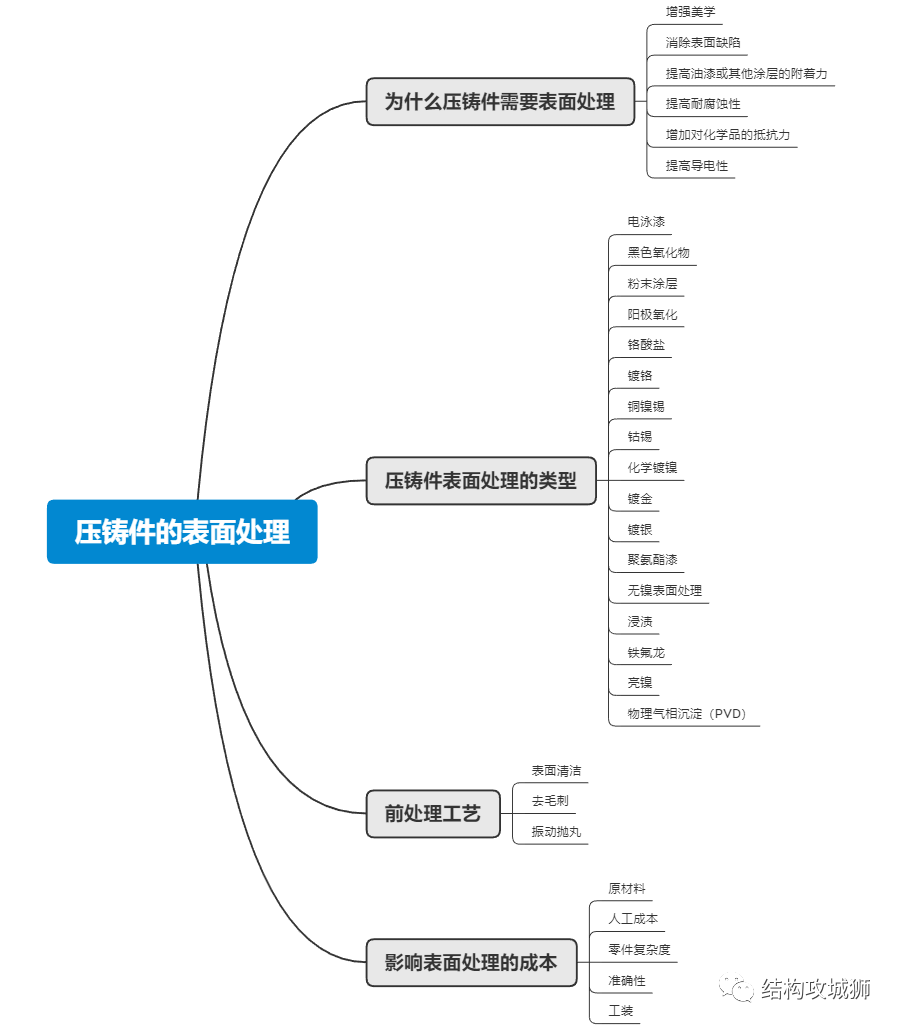
壓鑄件表面處理后獲得的其他好處包括:1、增強美學壓鑄件表面處理有助于消除制造過程中產生的缺陷,從而使表面看起來干凈、美觀。一些用于表面處理的方法可以使壓鑄件具有漂亮顏色和細膩的手感,增加了表面的審美價值。2、消除表面缺陷各種表面處理工藝包括圓化尖角和從表面刮掉多余的殘留物,表面打磨是常用的,這對于刮除制造過程中產生的所有缺陷最為有效。
3293
機械工程師 ??? 3年前
鎂鋁鋅合金壓鑄件筆記本電腦中框零部件如何去毛刺飛邊除氧化皮研磨拋光? 
電子數碼產品零部件鎂合金筆記本中框去毛刺研磨拋光工藝技術方法:手機、筆記本、數碼相機、平板電腦這些數碼產品的零部件中,中框、外殼這些金屬制品多是由鋁合金、鎂合金、鋅合金這些軟質金屬材料經壓鑄工藝后再經CNC精密機械加工生產而成,這些金屬結構件在生產過程中經常會產生一些毛刺、刀紋、污跡。因此產品表面的自動化精密研磨拋光處理工藝就顯得尤為重要。
4995 7 1
jerrylu ??? 2年前
案例 | 汽車結構件減震塔的鋁合金壓鑄工藝優化 
設計、優化選出大型、復雜汽車結構件——鋁合金減震塔的壓鑄澆注系統及溢流和排氣系統。2. 利用數值模擬方法分析了減震塔零件的卷氣發生部位和區域,預測了壓鑄缺陷的種類及位置,以此為基礎更改了澆注系統的設計。3. 在壁厚尺寸較大圓形結構處容易發生卷氣現象和縮孔缺陷,采用局部冷卻方法等工藝措施,消除了缺陷,獲得整體質量良好的鋁合金減震塔壓鑄件。
2854 1
FLOW3D 流體仿真 ??? 1年前
ANSA25塑料件/鑄件中面加強筋快速調整之乾坤大挪移 
在塑料件設計中,加強筋是提升結構強度的關鍵要素。ANSA作為領先的CAE前處理軟件,其中面建模功能為加強筋的快速調整提供了高效解決方案。掌握這些技巧可以顯著提升設計效率,確保結構性能滿足要求。我們先來看一段動畫 是不是很酷炫,下面我們就來給大家詳細介紹下一、25版中面加強筋調整的核心方法1.
2902 2
Wonderful仿真 ??? 1年前
基于壓鑄車門的設計與仿真 
根據車門的設計要求及 大型壓鑄件的設計要求,對曲面進行重新設計。 (1) 根據鋁合金壓鑄件特征,薄壁件會提高零件的強 度,但是壁件的厚度太小會對壓鑄成型的過程造成負面影 響,因此外板的壁厚要根據車門的強度要求和影響壓鑄的 因素共同 決 定。
4071 3 1
清風徐來asd ??? 2年前
壓鑄鋁汽車零部件自動化批量高效去毛刺打磨工藝技術方法 
壓鑄鋁毛刺怎么去壓鑄鋁拋光增亮技術壓鑄鋁拋光怎么處理自動化高效率的壓鑄件打磨去毛刺解決方案鋁合金壓鑄件表面處理方法鋁合金壓鑄件表面處理工藝有哪些
4622 7
jerrylu ??? 2年前
蓋世汽車研究院:一體化壓鑄推動汽車輕量化 
真空高壓鑄造技術是鋁合金車身結構件生產最優選,采用超高真空高壓壓鑄工藝的一體化壓鑄,能夠實現多個鋁合金零件的一體化成型; 一體化壓鑄由于高度集成,免去了“沖焊”環節,與傳統制造相比,一體化壓鑄在制造成本、人工成本等方面更低,同時縮短了車型的開發周期,提升了生產效率和原材料回收利用率,應用范圍也從傳統結構件(減震塔、前后縱梁)發展到下車體
4843 3
汽車新能源研究 ??? 2年前
【專業知識】壓鑄件的結構設計及壓鑄工藝知識,產品結構設計必備! 
免責聲明:本文系網絡轉載,版權歸原作者所有。如涉及版權,請聯系刪除!文中內容僅代表作者個人觀點,轉載不同于本平臺認同或者持有相同觀點。
2305 1 1
機械工程師 ??? 4年前
AnyCasting壓鑄局部擠壓功能 附anycasting國標數據庫下載 
關于局部擠壓工藝 普通的壓鑄方法對于形狀復雜、壁厚不均勻的壓鑄件,出于結構原因,在成型過程中無法對最終凝固的區域及時補縮,易出現縮孔缺陷。這是因為液態金屬在較長的流道里凝固速度很快,沖頭傳遞的壓力無法維持到鑄件凝固的終了。
2215
懵懂心 ??? 4年前
汽車車身覆蓋件技術現狀和制造工藝發展 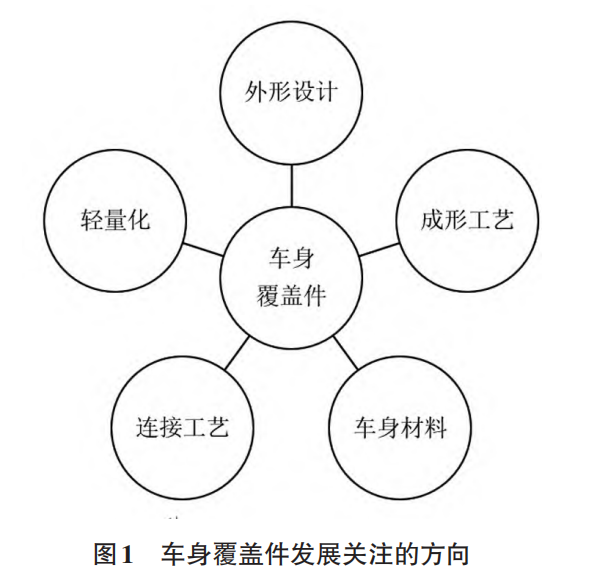
牛志超等將高壓壓鑄應用于薄壁件進行了可鑄造性、缺陷和力學性能方面的研究,得到了產品屈服強度和延伸率二者與澆道遠近的位置關系,并且得到了大型薄壁件壓鑄產品容易在力學性能不均勻性方面出現問題的結論。
2733 2
駕駛哥 ??? 3年前
基于NX Nastran的顯微鏡部件結構靜力分析及優化設計 
4.2 支架壓鑄件優化產品的形狀屬于不規則形狀,采用壓鑄成型。壓鑄件的形狀結構要求為:(1)消除里面側凹;(2)避免或縮小抽芯部位;(3)避免型芯交織。合理的壓鑄件結構不僅能簡化壓鑄型的結構,降低制作成本,同時也能改進鑄件質量[11]。設計鑄件時,壁厚是衡量壓鑄工藝的一個重要指標[12]。壓鑄件的壁厚與整個產品壓鑄件鑄造工藝十分密切。
4759 5 1
Whitney ??? 2年前
ANSA BETA-CAE網格劃分完整課程-帶案例文件
完成本課程學習后,你將具備解決 ANSA 軟件中各類網格劃分與網格變形問題的能力,確保你的有限元分析前處理工作高效、精準,達到行業頂尖標準。 適用人群 有限元分析工程師與分析師:希望借助 ANSA 軟件提升網格劃分與網格變形技能,開展高級仿真分析的專業人士。 汽車與航空航天領域工程師:從事薄壁折疊板、塑料件及復雜幾何模型設計工作的工程師。
3051 1 4
仿真資料吧 ??? 4月前
北美壓鑄協會推薦的填充時間 
北美壓鑄協會推薦的填充時間 什么是填充時間? 金屬液從開始進入模具型腔到充滿型腔所需要的時間。(注意,這個時間不能從流道開始計算,應該從進入內澆口開始計算時間) 填充時間對壓鑄件質量的影響是很明顯的,填充時間長,慢速填充,金屬液內卷入氣體少,但鑄件表面粗糙度高。填充時間短,快速填充,則情況相反。
2544
C3PChina ??? 3年前
FLOW-3D亮相2025上海壓鑄展,聚焦一體化與半固態壓鑄 
# 一起回顧展會精彩瞬間 #
FLOW-3D CAST本屆展會,FLOW-3D 中國重點展出 FLOW-3D CAST 一站式一體件與半固態模流分析解決方案,助力產品設計高效、精準。展位現場設置LED大屏和 FLOW-3D CAST 軟件體驗區。
3406 3 1
FLOW3D 流體仿真 ??? 10月前
FLOW-3D CAST模流分析解決方案,亮相2026鑄博會&壓鑄展&有色展 
FLOW-3D 中國攜專為金屬鑄造打造的 FLOW-3D CAST 模流分析軟件亮相,重點展出一體成型件與半固態模流分析解決方案,與業界同仁交流鑄造行業的前沿技術與應用。
732
FLOW3D 流體仿真 ??? 13天前
【制造工藝】一文全懂鑄造工藝,竟然還分這么多類型 
(7)真空壓鑄(vacuumdie casting) 真空鑄造:通過在壓鑄過程中抽除壓鑄模具型腔內的氣體而消除或顯著減少壓鑄件內的氣孔和溶解氣體,從而提高壓鑄件力學性能和表面質量的先進壓鑄工藝。
2870 1
機械工程師 ??? 4年前
壓鑄PQ實戰分享 by 敖鴻鵠 
壓鑄PQ實戰分享 1/3by 敖鴻鵠“中鑄微課”,5月28日,壓鑄件PQ實戰分享敖鴻鵠:06年入行,08年開始模擬分析,壓鑄設計與評估,現場改善,擅長北美壓鑄標準與數據分析。 命題作文:球場燈,壁厚2mm,950*350mm,1300噸機器是否能打?
2096
C3PChina ??? 4年前
20條/頁 
 8
8 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
