



UG NX怎么畫螺紋, NX12.0漸消非標螺紋的繪制筆記 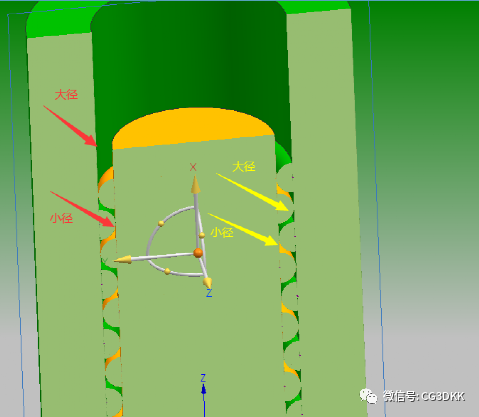
UG軟件畫螺紋, NX12.0漸消非標螺紋的繪制筆記下文的參數都沒有計算避空,避空那就按照螺栓的小徑略小于0.01-0.02于螺母的小徑。和標準螺紋一樣,大徑等大徑,小徑等小徑,如下圖黃色的是螺栓,螺栓上所指的兩個黃色箭頭向外的是螺栓的大徑,向內的是螺栓的小徑。 上圖螺母的兩個箭頭,外面的是大徑,里面的是小徑。
4743
張偉一 ??? 3年前
UG NX螺紋模具設計與制造 
文章來源:UG-NX教程
3277
張偉一 ??? 3年前
鉆頭斷在孔里了,不要慌,26種方法教你輕松取出! 
,導致工件向絲錐放電腐蝕,然后輔助尖嘴鉗等取出,對內孔傷害很小 4、拿鋼輥頂在絲錐裂口用小錘子慢慢敲,絲錐比較脆,最后敲成渣出來,或者更簡單,直接把斷絲錐的螺紋孔鉆爛活鏜爛,重新擴孔攻絲(方法有些野蠻,如果絲錐直徑太小也不好使,直徑太大,敲起來也挺累人的); 5、將斷絲錐所在的螺紋孔焊平,再磨平,重新鉆孔,雖然很難但是慢慢可以鉆進去(如果那個螺紋孔可以換位置的話,重新鉆孔攻絲的時候
2801
模具設計UG編程教學 ??? 3年前
UG怎么編程?初學者收藏!簡單的加工中心手工編程及編程時的注意事項 
使用G84攻螺紋進給時主軸正轉,退出時主軸反轉。與鉆孔加工不同的是攻螺紋結束后的返回過程不是快速運動,而是以進給速度反轉退出。 G76鏜孔加工循環指令格式為:G98 G76 X__ Y__ Z__ R__ P__ Q__ F__ G76在孔底有三個動作:進給暫停、主軸準停(定向停止)、刀具沿刀尖的反向偏移Q值,然后快速退出。這樣保證刀具不劃傷孔的表面。
2829
張偉一 ??? 3年前
UG加工編程 | 各個加工工序詳解 
REAMING:鉸孔,用于孔的精加工。COUNTERBORING:用于加工沉孔。COUNTERSINKING:用于加工錐形沉孔。TAPPING:共螺紋。THREAD-MILLING:銑螺紋,用于加工大尺寸的螺紋。文章來源:UG數控編程
3816 1
張偉一 ??? 3年前
UG模具設計結構教程 經典的螺紋模具結構解析 
今天給大家分享一套螺紋模具結構希望能給大家一點啟發。
3334
UG模具設計材料 ??? 4年前
數控加工中心加工螺紋的三種方法
螺紋銑削的刀具分為機夾式硬質合金刀片銑刀和整體式硬質合金銑刀兩種,機夾式刀具既能加工螺紋深度小于刀片長度的孔,也能加工螺紋深度大于刀片長度的孔;而整體式硬質合金銑刀用于加工螺紋深度小于刀具長度的孔; 螺紋銑削數控編程注意點:以免造成刀具的損壞或加工錯誤。
2097
數控編程網 ??? 4年前
各種螺紋的計算公式收集!
即在上輪的定位孔上向前再轉過28孔即29孔上為本輪的定位孔;20/30是在30孔分度板向前再轉過10孔即11孔上為本輪的定位孔,26/39是在39孔的分度板向前再轉26孔即27孔上為本輪的定位孔。
2045
機械加工網 ??? 4年前
數控加工中心加工螺紋的三種方法
螺紋銑削的刀具分為機夾式硬質合金刀片銑刀和整體式硬質合金銑刀兩種,機夾式刀具既能加工螺紋深度小于刀片長度的孔,也能加工螺紋深度大于刀片長度的孔;而整體式硬質合金銑刀用于加工螺紋深度小于刀具長度的孔; 螺紋銑削數控編程注意點:以免造成刀具的損壞或加工錯誤。
2129
機械加工網 ??? 4年前
數控編程課堂:關于螺紋螺距的含義和計算方式,太全了! 
28/42分母42即采用分度數的42孔進行分度;分子28即在上輪的定位孔上向前再轉過28孔即29孔上為本輪的定位孔,20/30是在30孔分度板向前再轉過10孔即11孔上為本輪的定位孔.26/39是在39孔的分度板向前再轉26孔即27孔上為本輪的定位孔。
2599
數控編程教學 ??? 4年前
【知識積累】螺紋知識大總結,三分鐘全面了解設計中常用的螺紋知識 
對于鋼件和塑性大的材料:D孔=D-PD孔:螺紋底孔鉆頭直徑D:內螺紋大徑P:螺距例:我們要在鋼件上攻M10螺紋計算底孔直徑是多少?根據公式D孔=D-P=10-1.5=8.5mm 對于鑄鐵和塑性小的材料:D孔=D-(1.05~1.1)P例:我們要在鑄鐵上攻M10螺紋時的底孔直徑是多少?
6574 5
機械發明愛好者 ??? 2年前
26種方法教你取出斷在孔里的絲錐! 
,中間灌電解液,導致工件向絲錐放電腐蝕,然后輔助尖嘴鉗等取出,對內孔傷害很小 4、拿鋼輥頂在絲錐裂口用小錘子慢慢敲,絲錐比較脆,最后敲成渣出來,或者更簡單,直接把斷絲錐的螺紋孔鉆爛活鏜爛,重新擴孔攻絲(方法有些野蠻,如果絲錐直徑太小也不好使,直徑太大,敲起來也挺累人的); 5、將斷絲錐所在的螺紋孔焊平,再磨平,重新鉆孔,雖然很難但是慢慢可以鉆進去(如果那個螺紋孔可以換位置的話,重新鉆孔攻絲的時候
2859
機械學霸 ??? 4年前
絲錐、鉆頭斷在孔里了,如何搞定?
將斷絲錐所在的螺紋孔焊平,再磨平,重新鉆孔,雖然很難但是慢慢可以鉆進去(如果那個螺紋孔可以換位置的話,重新鉆孔攻絲的時候,建議還是換到原螺紋孔旁邊); 6. 在斷絲錐截面上鑿個一字槽,用螺絲刀反向擰起(那個一字槽很難鑿出來的,如果絲錐直徑小的話就更難了); 7.
2136
機械加工網 ??? 4年前
基于UG NX的錘片式粉碎機的三維建模及運動仿真教程 
主軸的建立方式有多種,其中通過旋轉體(REVOLVED)功能比較簡單,再在圓柱表面開鍵槽與添加螺紋。主軸的三維設計模型如圖4所示。圖4 主軸的三維設計模型2.1.4 錘架板錘架板是轉子的骨架,起著固定銷軸和錘片的作用。
3145 10 3
張偉一 ??? 3年前
螺紋基礎知識之管螺紋篇 
管螺紋主要使用在各種管路系統(液壓、氣壓、燃料運輸管路等)的接頭、齒輪箱的注油口、放油口(一般放油口的螺塞需要增加磁鐵)、部分零件機加工出來的加工工藝孔等。管螺紋根據牙型角有60°和55°兩類,這兩種牙型角的管螺紋都能在國標中找到對應的標準號。
5881 24 8
黔心黔行 ??? 1年前
UG加工中心常見的鉆孔加工,看參數設置和注意事項,你是這樣做的嗎 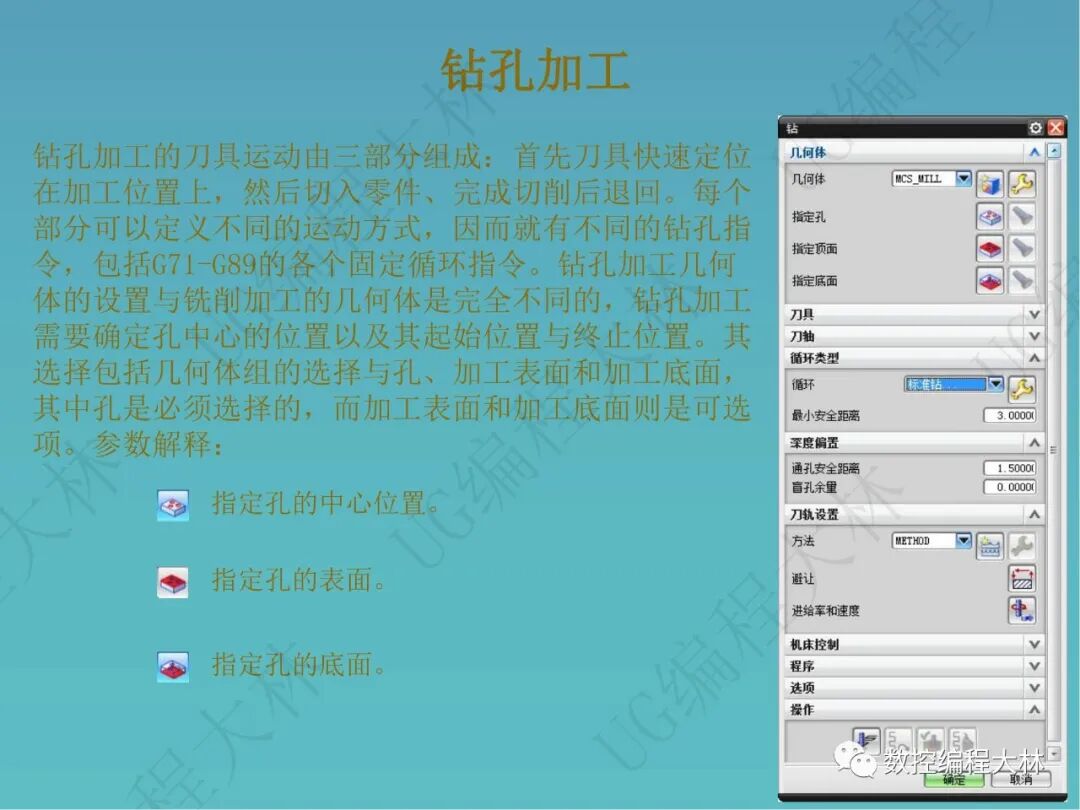
鉆孔加工的刀具運動由三部分組成:首先刀具快速定位在加工位置上,然后切入零件、完成切削后退回。每個部分可以定義不同的運動方式,因而就有不同的鉆孔指令,包括G71-G89的各個固定循環指令。鉆孔加工幾何體的設置與銑削加工的幾何體是完全不同的,鉆孔加工需要確定孔中心的位置以及其起始位置與終止位置。
5387 1 1
張偉一 ??? 3年前
細長條連桿零件材料熱處理及孔精加工過程研究 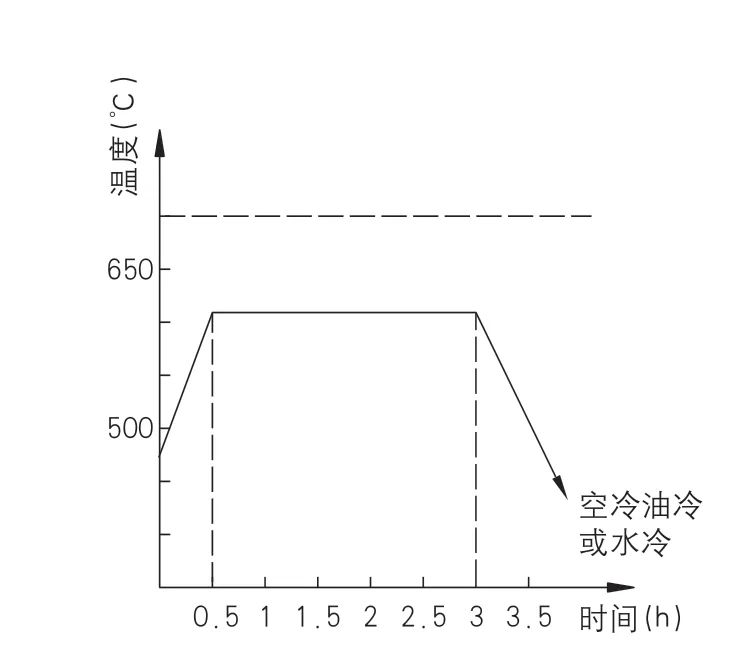
為防止零件變形,可通過在零件上增加壓塊或者用螺紋緊固來壓緊零件,減小變形。在零件上增加壓塊,壓塊過厚重,熱傳導減慢,影響零件加熱升溫至高溫回火溫度;若螺栓連接緊固,單次使用方便快捷,但是重復使用在高溫回火過程螺紋會拉長變形,熱處理次數增多后螺栓上螺紋會與螺紋孔內螺紋融合,無法實現較高利用率。
2844
金屬加工前沿 ??? 3年前
UG編程模具零件銑削加工 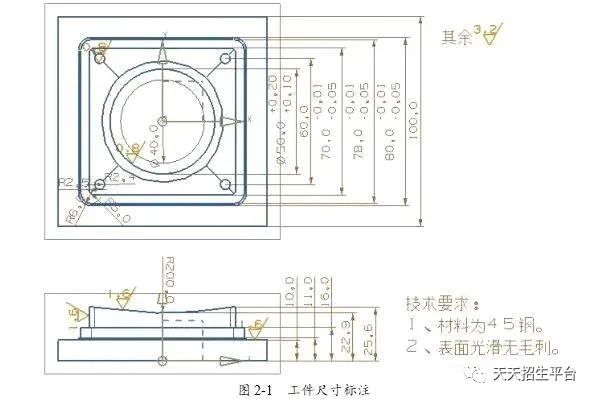
(5)UG編程時單擊邊導圓圖標,進入邊導圓界面先對在上面的長方體進行倒圓角如圖2-7,并依次向下對另兩個長方體倒角,半徑分別為5mm和6mm。(6)單擊孔圖標進入孔設置界面,如圖2-9設置沉孔參數,并放置在零件頂面。(7)單擊邊倒圓圖標,進入邊倒圓設置界面,并確定設置完成。(8)UG編程時設置底面四個沉孔的時候,需要借助輔助線確定四個沉孔的位置。
2315
張偉一 ??? 3年前
機械設計中,標準件的選擇原則 
⑻銷:①圓柱銷:有無螺紋圓柱銷,見GB119;內螺紋圓柱銷,見GB120;外螺紋圓柱銷,見GB878;彈性圓柱銷,見GB879;帶孔圓柱銷,見GB880等。②圓錐銷:有無螺紋圓柱銷,見GB117;內螺紋圓柱銷,見GB118;螺尾圓錐銷,見GB881;開尾圓錐銷,見GB877。③開口銷:一般與螺桿帶孔螺栓和開槽螺母相配,起防止螺栓、螺母松動的作用。見GB91。
2649 1
機械工業出版社E視界 ??? 3年前
這12種螺栓防松方法,有的你可能真的不知道。。。 
對于盲孔工況:將鎖固膠滴至盲孔底部,再將鎖固膠涂到螺栓的螺紋上,裝配并上緊至規定力矩;如盲孔開口向下,則只需將鎖固膠涂在螺栓的螺紋上即可,盲孔內不需涂膠。對于雙頭螺栓工況:應將鎖固膠滴至螺孔中,再在螺栓上涂鎖固膠,將螺柱裝配并上緊至規定力矩;裝配其它零件后將鎖固膠涂在螺柱與螺母嚙合部位,裝配螺母并上緊至規定力矩;如盲孔開口向下,則孔內不需滴膠。
4285
機械學霸 ??? 3年前
20條/頁 
 18
18 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
