



【專業(yè)知識(shí)】一張圖讓你看清注塑模具的結(jié)構(gòu)組成! 
當(dāng)產(chǎn)品在模具內(nèi)成型冷卻后,模具前后模分離打開,由推出機(jī)構(gòu)--頂針在注塑機(jī)的頂桿推動(dòng)下將塑料制品及其在流道內(nèi)的凝料推出或拉出模具開腔和流道位置,以便進(jìn)行下一個(gè)注塑成型工作循環(huán)。 二、塑膠模具按結(jié)構(gòu)分一般由模架、模仁、輔助零件、輔助系統(tǒng)、輔助設(shè)置、死角處理機(jī)構(gòu)等幾個(gè)部分組成。
2970
機(jī)械工程師 ??? 4年前
3月報(bào)名 | 海克斯康Digimat注塑結(jié)構(gòu)多尺度分析培訓(xùn) 
我們誠(chéng)邀您參加海克斯康Digimat注塑結(jié)構(gòu)多尺度分析培訓(xùn),特邀海克斯康Digimat應(yīng)用工程師龔慧靈將基于Digimat軟件和多個(gè)案例實(shí)操為您展開此次培訓(xùn)內(nèi)容。
2025
Cruise ??? 2年前
LS-DYNA人工智能多尺度計(jì)算技術(shù)及其在注塑成型復(fù)合材料領(lǐng)域的應(yīng)用 
這類材料通常由注塑成型加工而成,因而產(chǎn)品內(nèi)部的材料微觀結(jié)構(gòu)(例如纖維方向及體積比)擁有非均勻分布的特點(diǎn),并且其復(fù)雜的微觀結(jié)構(gòu)導(dǎo)致了復(fù)合材料在宏觀尺度上表現(xiàn)出各向異性的非線性力學(xué)行為。因此,當(dāng)對(duì)注塑成型的產(chǎn)品進(jìn)行結(jié)構(gòu)分析和性能預(yù)測(cè)時(shí),傳統(tǒng)的數(shù)值方法與材料本構(gòu)模型往往難以取得令人滿意的計(jì)算精度。
5228 7 1
Ansys中國(guó) ??? 2年前
注塑模調(diào)機(jī)工藝.
(8).根據(jù)所用塑料的特性及產(chǎn)品結(jié)構(gòu)適當(dāng)控制模溫。(9).在允許的情況下改善產(chǎn)品結(jié)構(gòu)。(10).設(shè)法讓產(chǎn)品有足夠的冷卻。 包封一、注塑件缺陷的特征 可以容易地在透明注塑件的“空氣阱”內(nèi)見到但也可出現(xiàn)在不透明的塑料中, 這與厚度有關(guān),而且常因塑料收縮離開注塑件中心而引起。 二、可能出現(xiàn)問題的原因 (1).模具未充分填充。(2).止流閥的不正常運(yùn)行。
2274 1
模具論壇 ??? 4年前
長(zhǎng)玻纖增強(qiáng)PP注塑工藝講解 
由於注塑能在部件中形成纖維取向,如果針對(duì)產(chǎn)生的應(yīng)力進(jìn)行合理設(shè)計(jì),可部分抵消缺乏針刺性能的弊端。 現(xiàn)以復(fù)合材料中纖維結(jié)構(gòu)破損對(duì)加工方法作出結(jié)論。纖維結(jié)構(gòu)破損包括纖維斷裂、纖維脫粘、纖維拔脫等形式。全面利用纖維強(qiáng)度時(shí),必須確保纖維長(zhǎng)度長(zhǎng)於所謂的臨界纖維長(zhǎng)度。對(duì)於PP和玻璃構(gòu)成的纖維/基材復(fù)合材料,臨界纖維長(zhǎng)度(LC)的相應(yīng)文獻(xiàn)值為1.3毫米~3.1毫米。
2528
鑄造工程師 ??? 3年前
LS-DYNA人工智能多尺度計(jì)算技術(shù)及其在注塑成型復(fù)合材料領(lǐng)域的應(yīng)用
這類材料通常由注塑成型加工而成,因而產(chǎn)品內(nèi)部的材料微觀結(jié)構(gòu)(例如纖維方向及體積比)擁有非均勻分布的特點(diǎn),并且其復(fù)雜的微觀結(jié)構(gòu)導(dǎo)致了復(fù)合材料在宏觀尺度上表現(xiàn)出各向異性的非線性力學(xué)行為。因此,當(dāng)對(duì)注塑成型的產(chǎn)品進(jìn)行結(jié)構(gòu)分析和性能預(yù)測(cè)時(shí),傳統(tǒng)的數(shù)值方法與材料本構(gòu)模型往往難以取得令人滿意的計(jì)算精度。
3912 1
仿真客 ??? 2年前
注塑調(diào)的不僅是機(jī)器,更是材料!塑料性能參數(shù)對(duì)注塑成型工藝的影響 
例如,對(duì)于一些結(jié)構(gòu)件或承載件,如選用低MFR的PC或ABS,工藝上就必須采用較高的注塑壓力和充足的保壓來驅(qū)動(dòng)熔體并補(bǔ)償收縮。MFR數(shù)據(jù)直接指導(dǎo)著注塑機(jī)的螺桿選擇。高M(jìn)FR材料應(yīng)搭配壓縮比較小的螺桿,以防止過度的剪切熱導(dǎo)致降解;而低MFR材料則需要壓縮比較大、剪切作用較強(qiáng)的螺桿,以確保塑化均勻。
2711 1 1
國(guó)高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 8月前
溫度、壓力、速度,這些注塑工藝怎么調(diào)? 
不過在注塑一些半結(jié)晶性熱塑性塑料(如PA及POM)時(shí),由于壓力驟變,會(huì)使結(jié)構(gòu)惡化,所以有時(shí)無須使用次階段壓力。鎖模壓力為了對(duì)抗注射壓力,必須使用鎖模壓力,不要自動(dòng)地選擇可供使用的最大數(shù)值,而要考慮投影面積,計(jì)算一個(gè)適合的數(shù)值。注塑件的投影面積,是從鎖模力的應(yīng)用方向看到的最大面積。對(duì)大多數(shù)注塑情況來說,它約為每平方英寸2噸,或每平方米31兆牛頓。
2358 1
高分 ??? 4年前
拓?fù)鋬?yōu)化在注塑件設(shè)計(jì)中的應(yīng)用 
優(yōu)化后的CAD可為指導(dǎo)注塑件重量結(jié)構(gòu)方向的設(shè)計(jì)提供參考。
4750 4 3
張偉一 ??? 2年前
如何優(yōu)化注塑工藝,提高PC/ABS電鍍性能? 
總結(jié): 注塑工藝中注塑溫度、注塑速度和壓力、模具溫度、保壓、螺桿轉(zhuǎn)速等均會(huì)對(duì)PC/ABS的電鍍性能產(chǎn)生影響。 而最直接的不良影響就是過高的產(chǎn)品內(nèi)應(yīng)力,內(nèi)應(yīng)力過大會(huì)影響到電鍍粗化階段的刻蝕的均勻性,進(jìn)而影響到最終產(chǎn)品的電鍍結(jié)合力。 總之,要結(jié)合產(chǎn)品結(jié)構(gòu)、模具狀態(tài)及成型機(jī)臺(tái)的狀態(tài),通過設(shè)定合適的注塑工藝,設(shè)法降低材料的內(nèi)應(yīng)力,可明顯提高PC/ABS材料的電鍍性能。
2117
Im智能注塑 ??? 3年前
分析比較:3D打印與傳統(tǒng)CNC、注塑和金屬注射成型之間的工藝差異 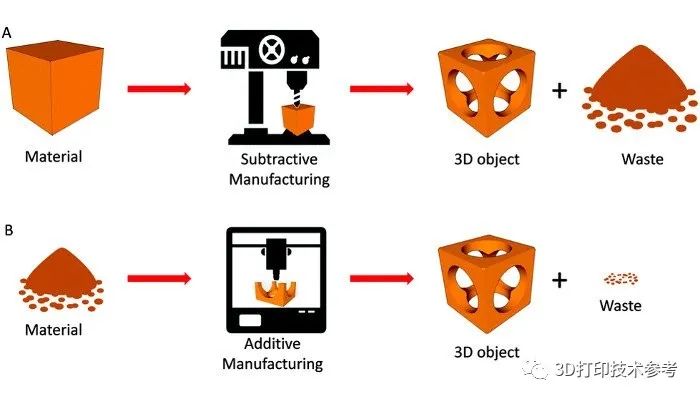
而MIM的設(shè)計(jì)需要考慮零件脫模,所以限制了一些形狀,無法像3D打印一樣制造復(fù)雜結(jié)構(gòu)零件。不過,粘結(jié)劑噴射金屬3D打印后期燒結(jié)工藝因?yàn)橹亓湍Σ烈约笆湛s的影響,不擅長(zhǎng)加工無支撐結(jié)構(gòu)的大面積薄壁件,也不善于制造細(xì)枝樹狀零件等。粘結(jié)劑噴射金屬3D打印與注射成型原理其次成型工藝不一樣,粘結(jié)劑噴射金屬3D打印采用陣列噴頭選擇性的噴射粘結(jié)劑固化而成,而MIM則采用模具注射成型。
3209
南極熊3D打印 ??? 3年前
6個(gè)注塑機(jī)故障維修步驟,趕緊實(shí)施起來! 
第三步 故障位置的確定1.識(shí)別系統(tǒng)結(jié)構(gòu)及確定測(cè)試方法查閱注塑機(jī)說明書,識(shí)別注塑機(jī)是哪一種結(jié)構(gòu),用什么方法進(jìn)行測(cè)試,需要什么測(cè)試手段,可能獲得什么測(cè)試參數(shù)或性能參數(shù),在什么操作條件下進(jìn)行測(cè)試,必須遵守哪些安全措施,是否需要操作許可證。2.系統(tǒng)檢測(cè)采用最適合于系統(tǒng)結(jié)構(gòu)的技術(shù)檢測(cè)。
2598 2
高分 ??? 4年前
射膠速度分段與注塑制品質(zhì)量的關(guān)系
速度的設(shè)定必須對(duì)注塑工藝和材料知識(shí)有較清楚的認(rèn)識(shí),否則,制品品質(zhì)將難以控制。因?yàn)槿垠w流速難以直接測(cè)量,可以通過測(cè)量螺桿前進(jìn)速度,或型腔壓力間接推算出(確定止逆閥沒有泄漏)。材料特性是非常重要的,因?yàn)榫酆衔锟赡苡捎趹?yīng)力不同而降解,增加模塑溫度可能導(dǎo)致劇烈氧化和化學(xué)結(jié)構(gòu)的降解,但同時(shí)由剪切引起的降解變小,因?yàn)楦邷亟档土瞬牧系恼扯龋瑴p少了剪切應(yīng)力。
2226 1
高分 ??? 4年前
注塑機(jī)開合模控制需要注意的問題 
注塑機(jī)的合模結(jié)構(gòu)有全液壓式和機(jī)械連桿式。不管是那一種結(jié)構(gòu)形式,最后都是由連桿完全伸直來實(shí)施合模力的。連桿的伸直過程是活動(dòng)板和尾板撐開的過程,也是四根拉桿受力被拉伸的過程。合模力的大小,可以從合緊模的瞬間油壓表升起之最高值得知,合模力大則油壓表的最高值便高,反之則低。較小型的注塑機(jī)是不帶合模油壓表的,這時(shí)要根據(jù)連桿的伸直情況來判斷模具是否真的合緊。
2315 1
高分 ??? 4年前
注塑成型工藝對(duì)產(chǎn)品性能有何影響? 
注射的壓力主要由塑料的種類,注塑機(jī)的類型,模具的溫度,模具結(jié)構(gòu),塑件的壁厚來決定的,其中澆注系統(tǒng)的尺寸與結(jié)構(gòu)對(duì)于注射壓力影響很大。 02 保壓壓力 當(dāng)熔體充滿型腔后,注射壓力所起的作用為對(duì)于模內(nèi)的熔體進(jìn)行壓實(shí),此時(shí)我們把注射壓力也叫做保壓壓力,在實(shí)際生產(chǎn)中,保壓壓力應(yīng)該等于或小于注射時(shí)所用壓力。
3242
Im智能注塑 ??? 3年前
汽車內(nèi)飾件軟皮注塑包覆工藝研究
骨架模型結(jié)構(gòu)具有復(fù)雜性的特點(diǎn),在完成網(wǎng)格劃分及相關(guān)的檢查工作之后,還要對(duì)網(wǎng)格進(jìn)行修復(fù)[1]。澆注系統(tǒng)及冷卻系統(tǒng)的設(shè)計(jì)澆筑系統(tǒng)和冷卻系統(tǒng)的設(shè)計(jì),涵蓋了澆筑系統(tǒng)、冷卻系統(tǒng)兩個(gè)方面,因此需要分別進(jìn)行探究。澆注系統(tǒng)的設(shè)計(jì)方面。在設(shè)計(jì)澆筑系統(tǒng)的時(shí)候,采用一模兩腔的布方式,上飾板骨架模型的澆注系統(tǒng);在熱流道與冷流道連接處設(shè)計(jì)了熱澆口作為閥澆口。
3106
Im智能注塑 ??? 3年前
【干貨】雙色模具的設(shè)計(jì)及注塑成型
35、ABS/PC,ABS/PC+ABS,ABS/PMMA雙色注塑時(shí),需要先注塑溫度較高的PC,PC+ABS或者PMMA。如果是透明面殼模具時(shí)大部分采用倒裝模具結(jié)構(gòu)。
3553
張偉一 ??? 3年前
錯(cuò)誤的注塑模具溫度(注塑技術(shù)大神絕對(duì)不說的秘密) 
對(duì)于模具溫度的控制,應(yīng)根據(jù)制品的結(jié)構(gòu)特征來確定前模與后模、模芯與模壁、模壁與嵌件間的溫差,從而利用控制模塑各部位冷卻收縮速度的不同,塑件脫模后更趨于向溫度較高的一側(cè)牽引方向彎曲的特點(diǎn),來抵消取向收縮差,避免塑件按取向規(guī)律翹曲變形。 對(duì)于形體結(jié)構(gòu)完全對(duì)稱的塑件,模溫應(yīng)相應(yīng)保持一致,使塑件各部位的冷卻均衡。模溫穩(wěn)定,冷卻均衡,可以減小塑件變形。
2641
Im智能注塑 ??? 4年前
6大典型注塑缺陷分析與實(shí)操技巧 
注塑缺陷產(chǎn)生的原因涉及產(chǎn)品結(jié)構(gòu)、模具設(shè)計(jì)、成型材料、工藝參數(shù)等幾個(gè)方面,從理論上來說涉及聚合物流變學(xué)、傳熱學(xué)、材料力學(xué)等等,如何從根本上找到注塑缺陷的原因并進(jìn)行改善?我們特地邀請(qǐng)塑庫(kù)網(wǎng)技術(shù)專家王結(jié)文從多方面對(duì)成型缺陷進(jìn)行剖析,并用實(shí)例說明解決成型缺陷的對(duì)策,真正做到防患于未然。
2485
汽車零部件模具與注塑 ??? 4年前
經(jīng)驗(yàn)分享 | 6大典型注塑缺陷分析與實(shí)操技巧 
注塑缺陷產(chǎn)生的原因涉及產(chǎn)品結(jié)構(gòu)、模具設(shè)計(jì)、成型材料、工藝參數(shù)等幾個(gè)方面,從理論上來說涉及聚合物流變學(xué)、傳熱學(xué)、材料力學(xué)等等,如何從根本上找到注塑缺陷的原因并進(jìn)行改善?我們特地邀請(qǐng)塑庫(kù)網(wǎng)技術(shù)專家王結(jié)文從多方面對(duì)成型缺陷進(jìn)行剖析,并用實(shí)例說明解決成型缺陷的對(duì)策,真正做到防患于未然。
2754
汽車零部件模具與注塑 ??? 4年前
20條/頁(yè) 
 15
15 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
