



(無(wú)聲-配字幕說(shuō)明)碳纖維復(fù)合材料在汽車輕量化中應(yīng)用建模分析及后處理 

碳纖維復(fù)合材料在汽車輕量化中應(yīng)用建模分析及后處理1. 導(dǎo)入原始模型2. 新建碳纖維復(fù)合材料模型3. 選擇關(guān)鍵碰撞零件輕量化4. 防撞梁碳纖維復(fù)合材料定義,鋪層定義,鋪設(shè)角度定義5.導(dǎo)出提交計(jì)算6. 重量測(cè)量7. 后處理 曲線提取 能量曲線, 前圍板變形量(多位置) 座椅加速度/位移、速度。如何把兩個(gè)曲線放在一個(gè)圖上
87 7
Dyna_User ??? 5年前
汽車沖壓模具的回彈分析及案例 
角在整形工序做適當(dāng)減小處理。補(bǔ)償6、效果驗(yàn)證采用回彈補(bǔ)償法對(duì)模具整改后,回彈量僅有2 mm (如下圖 ),通過(guò)進(jìn)一步調(diào)整后達(dá)到設(shè)計(jì)要求改善后效果實(shí)際裝配驗(yàn)證各項(xiàng)尺寸均滿足使用要求。文章來(lái)源:沖壓與模具工藝
3108
金屬加工前沿 ??? 3年前
基于輕量化的沖壓鋁板成形技術(shù)研究 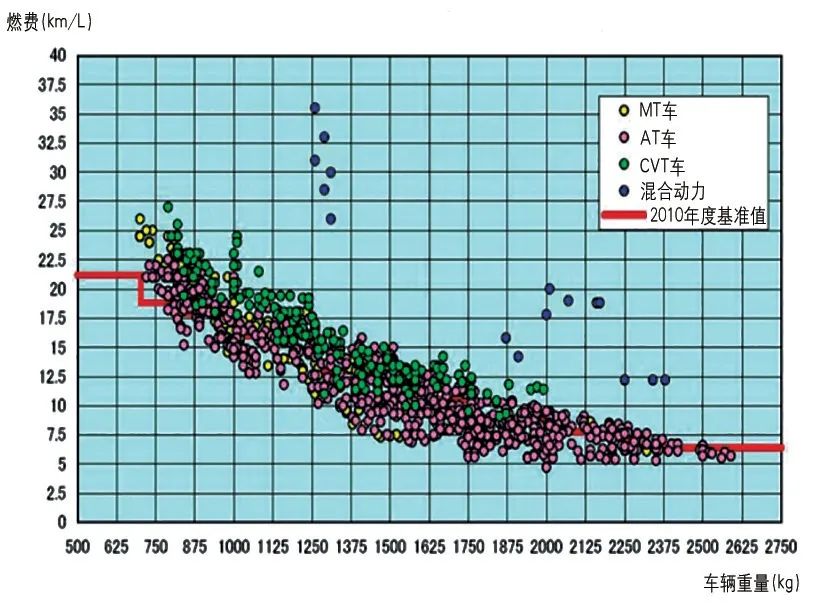
鋁板回彈——扭曲預(yù)防技術(shù)鋁板回彈是材料特性、零件幾何特征和模具工藝綜合作用的結(jié)果,主要表現(xiàn)為扭曲、彈性變形。由于在本構(gòu)方程、材料性能、對(duì)模具表面粗糙度和符型高要求等原因,工程上準(zhǔn)確模擬鋁板的回彈非常困難,對(duì)鋁板回彈防治必須從良好的產(chǎn)品設(shè)計(jì)和穩(wěn)定的生產(chǎn)工藝開(kāi)始,從制造策略上預(yù)先考慮可能的回彈及其后序整改調(diào)試手段。鋁板回彈如圖4 所示,合格鋁板成形沖壓件如圖5 所示。
2334
FMMM ??? 2年前
沖壓件回彈產(chǎn)生原因?該如何計(jì)算回彈呢? 
二.回彈的計(jì)算由于影響回彈角的因素較多,因此要在理輸上計(jì)算回彈角是有困難的,在模具設(shè)計(jì)時(shí)通常按實(shí)驗(yàn)總結(jié)的數(shù)據(jù)不修正,或經(jīng)試衝后再修正.
2647
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
Lsdyna計(jì)算U型彎曲和回彈為什么和實(shí)驗(yàn)差距很大?
提取dynain文件進(jìn)行隱式回彈分析后,回彈量精度達(dá)不到要求(3圖Ansys線是我的回彈量,其他是查到論文的回彈量和實(shí)驗(yàn)數(shù)據(jù))。求大神指點(diǎn)一二!
2114 1
用戶_98986 ??? 12月前
基于AutoForm的汽車頂蓋沖壓回彈補(bǔ)償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
因此,AutoForm迭代補(bǔ)償對(duì)于頂蓋這類自由回彈量大的零件準(zhǔn)確度較低,適用性差。 圖7 AutoForm迭代補(bǔ)償結(jié)果 3.2 幾何補(bǔ)償 以天窗頂蓋中心區(qū)域?yàn)橹悬c(diǎn),將該點(diǎn)分別抬高2、3、6 mm,其他相應(yīng)鄰接型面進(jìn)行過(guò)渡處理。將補(bǔ)償后的3種型面導(dǎo)入AutoForm中計(jì)算,結(jié)果如圖8所示。
2971 1
keyong2025 ??? 3年前
沖壓件回彈產(chǎn)生原因?該如何計(jì)算回彈呢? 
二.回彈的計(jì)算由于影響回彈角的因素較多,因此要在理輸上計(jì)算回彈角是有困難的,在模具設(shè)計(jì)時(shí)通常按實(shí)驗(yàn)總結(jié)的數(shù)據(jù)不修正,或經(jīng)試衝后再修正.
2058
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
汽車B柱內(nèi)板熱沖壓成形工藝優(yōu)化的模擬分析 
在熱沖壓過(guò)程中,板料在發(fā)生塑性變形過(guò)程中有部分區(qū)域仍是彈性變形,卸載后彈性變形會(huì)恢復(fù)原狀即回彈現(xiàn)象,回彈會(huì)影響零件的尺寸精度,造成零件無(wú)法順利安裝。可通過(guò)零件的最大回彈量評(píng)判其是否合格,最大回彈量N為:式中:S為回彈件測(cè)量點(diǎn)位置;D為設(shè)計(jì)件測(cè)量點(diǎn)位置。汽車B柱內(nèi)板屬于多點(diǎn)位配合件,安裝精度要求高,最大回彈量要求不超過(guò)1 mm, 即N≤1 mm。
4929 3
汽車-小江 ??? 2年前
淺析基于鋁門外板模具關(guān)鍵技術(shù)解決方案 
對(duì)于翻邊工 藝內(nèi)容嘗試驗(yàn)證多種壓料方式對(duì)產(chǎn)品質(zhì)量變化趨勢(shì)并結(jié)合CAE 分析;進(jìn)行行之有效的數(shù)據(jù)后處理,為制件調(diào)試及質(zhì)量提升提供理論數(shù)據(jù)支持,可有效縮短制件調(diào)試周期,降低成本。前門外板翻邊區(qū)域有無(wú)下壓料的理論與實(shí)際狀態(tài)對(duì)比,如圖8、圖9 所示。
4298
FMMM ??? 2年前
讓仿真后處理更高效,更便捷——云端輕量化解決方案Simright 3DLite 
結(jié)構(gòu)仿真工程師、CFD仿真工程師(汽車、手機(jī)、航空航天、核能等行業(yè))
1207
數(shù)巧科技 ??? 5年前
汽車B柱輕量化設(shè)計(jì)研究 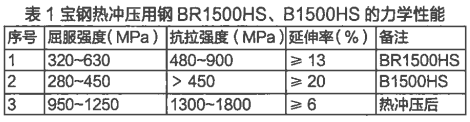
而先進(jìn)高強(qiáng)度鋼熱成型技術(shù)在汽車領(lǐng)域的應(yīng)用,可以很好的解決汽車輕量化后仍能保持良好的防碰撞性能的問(wèn)題, 而且成形后的零件具有基本無(wú)回彈、精度高、成形質(zhì)量好等優(yōu)點(diǎn) 。
3764 1 1
FMMM ??? 3年前
化學(xué)纖維的主要品質(zhì)指標(biāo) 
八、熱收縮熱收縮是纖維熱性能之一,指受熱條件下纖維形態(tài)尺寸收縮,溫度降低后不可逆。纖維產(chǎn)生熱收縮是由于纖維存在內(nèi)應(yīng)力,熱收縮的大小用熱收縮率(Heat-shrinkage)表示,它是指加熱后纖維縮短的長(zhǎng)度占原長(zhǎng)度的百分率。根據(jù)加熱介質(zhì)不同,有沸水收縮率、熱空氣收縮率和飽和蒸汽收縮率等。對(duì)纖維熱收縮處理,品種不同采取的熱處理條件也不同。
4620 1
化工707 ??? 3年前
abaqus運(yùn)行結(jié)果受網(wǎng)格大小影響很大,如何修改?
我做板材成形回彈,420*420mm的方形板,加載成形后看回彈量,板材用10*10mm,15*15mm,20*20mm的網(wǎng)格做得到的結(jié)果不同,該如何著手處理
2324 11
bi8bo_3693 ??? 1年前
沖壓模具常見(jiàn)工藝問(wèn)題解決方法 
產(chǎn)品同一位置一次以上都會(huì)有印、凹痕,一般消不掉,只能通過(guò)反鼓、擠薄來(lái)減輕印痕;翻邊后回彈大 將翻邊量盡量減少,且壓料力加大,局部可做負(fù)間隙來(lái)壓料,只是翻邊面上會(huì)有印痕,因此位置經(jīng)過(guò)了二次成型,但是減小因翻邊產(chǎn)生回彈的一種方法;全周壓C角(或毛刺),問(wèn)題在于帶料區(qū)域不好壓,我們目前有3種方法:
3241 3 1
金屬加工前沿 ??? 3年前
批量提取Abaqus的節(jié)點(diǎn)坐標(biāo)(初始坐標(biāo)、指定Step下的變形量、變形后節(jié)點(diǎn)坐標(biāo)) 
以編號(hào)1號(hào)節(jié)點(diǎn)為例,節(jié)點(diǎn)初始坐標(biāo)(X=19.42577,Y=2.96978),變形量(U1=0.54588,U2=0.48286),可求得編號(hào)1號(hào)節(jié)點(diǎn)變形后的坐標(biāo)(X+U1,Y+U2),即為(19.97165,3.45264)。</p><p>驗(yàn)證坐標(biāo)如下圖所示,使用Hyperview后處理,可以看出提取節(jié)點(diǎn)坐標(biāo)與Python腳本后處理的節(jié)點(diǎn)坐標(biāo)一致。綜上所述可以看出該腳本可滿足需求。
7385 5
邁阿密Coffee ??? 2年前
國(guó)內(nèi)覆蓋件模具發(fā)展的難點(diǎn)和方向 
這方面研究包括綜合材質(zhì)、潤(rùn)滑、接觸力、相對(duì)滑移速度、形面間隙、和熱處理層組織等方面研究;從而實(shí)現(xiàn)模具表面磨損的定量分析,系統(tǒng)建立模具磨損失效的評(píng)價(jià)指標(biāo)并提出模具壽命的預(yù)測(cè)與控制方法。 (2)回彈控制難題。隨著汽車輕量化需求,高強(qiáng)度鋼板、鋁鎂合金板等先進(jìn)材料得到了廣泛應(yīng)用,零件回彈控制更加困難,這是目前國(guó)內(nèi)模具行業(yè)發(fā)展最大的技術(shù)難點(diǎn)和痛點(diǎn)。
1977
Im智能注塑 ??? 4年前
汽車輕量化-鋁合金材料的技術(shù)應(yīng)用及加工工藝整合 
楊鄂川等采用有限元方法分析了汽車防撞梁沖壓工藝對(duì)性能的影響,并優(yōu)化其沖壓工藝參數(shù),工藝優(yōu)化后板料成形的回彈及最小厚度均得到有效控制:防撞梁兩端嚴(yán)重回彈區(qū)域明顯減小,板料成形質(zhì)量得到改善,尤其是側(cè)壁和底面部分的拉延都更加充分,成型質(zhì)量顯著提升。 目前國(guó)內(nèi)鋁合金保險(xiǎn)杠剛剛起步,一般橫梁為鋁合金吸能,底板等零部件多為鋼。
3726 3 1
小花女王 ??? 4年前
ANSYS Forming 2023R1簡(jiǎn)要評(píng)測(cè) 
后處理 后處理基本上該有的都有了,沒(méi)啥大問(wèn)題,操作上也相對(duì)比較容易; 5.
3531 4 1
王毅 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結(jié) 
這種鋼一般強(qiáng)度不高,屈服強(qiáng)度低,且不能通過(guò)熱處理強(qiáng)化,但冷壓,加工后,可使抗拉強(qiáng)度高,且改善其彈性,但其在高溫下冷拉獲得的強(qiáng)度易化。不宜用于承受高載荷。 3、馬氏體不銹鋼: 典型如2Cr13,GX-8,具磁性,消震性優(yōu)良,導(dǎo)熱性好,具高強(qiáng)度和屈服極限,熱處理強(qiáng)化后具良好綜合機(jī)械性能。加含碳量多,焊后需回為處理以消除應(yīng)力、高溫冷卻易形成8氏體,因此鍛后要緩冷,并應(yīng)立即進(jìn)行回火。
5061 4
機(jī)械工程師 ??? 2年前
一種具有柔軟,彈性和可拉伸的復(fù)合熱界面材料 
復(fù)合凝膠的回彈性。 圖4. 復(fù)合凝膠在初始狀態(tài)和經(jīng)過(guò)加載卸載循環(huán)后的導(dǎo)熱性能和導(dǎo)熱系數(shù)。
3873 3
熱管理博覽會(huì) ??? 2年前
20條/頁(yè) 
 154
154 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
