



Moldex3D模流分析之如何輸出變形結果為模具補償模型 
模具補償方法是一種用于成型制程中彌補成品收縮時常用的技術。 在得知預期變形值下,使模具比實際產品設計稍大,則產品最終尺寸可以更接近設計標準。 然而,由于成型工藝之復雜度的及其對部件變形的影響,可能難以獲得成型后尺寸變化并確定適當的補償值。 Moldex3D可以使用不同格式的STL輸出變形模型,以供進一步應用。 此外,結合NX全球變形功能,可以執行模具補償法。
2379
Moldex3D 中國 ??? 2年前
基于自動迭代法的鑄件變形補償技術的開發與應用 
變形補償的關鍵技術:自動鑄件與模具幾何修改 變形補償的計算通常采用迭代的方法,在獲得上次變形和扭曲的基礎上根據補償系數調整下一次的補償量,進而對網格座標進行修正。修正網格時,同樣要采取多次迭代的方法,以保證網格的質量和連續性。同時與鑄件接觸的模具網格座標也要進行修正。由于模具的幾何形狀非常復雜,進行網格修正時必須考慮網格穿插或畸變等因素。
2384 5 4
C3PChina ??? 3年前
汽車沖壓模具的回彈分析及案例 
補償6、效果驗證采用回彈補償法對模具整改后,回彈量僅有2 mm (如下圖 ),通過進一步調整后達到設計要求改善后效果實際裝配驗證各項尺寸均滿足使用要求。文章來源:沖壓與模具工藝
3108
金屬加工前沿 ??? 3年前
側圍外板尾燈口暗坑優化方法研究 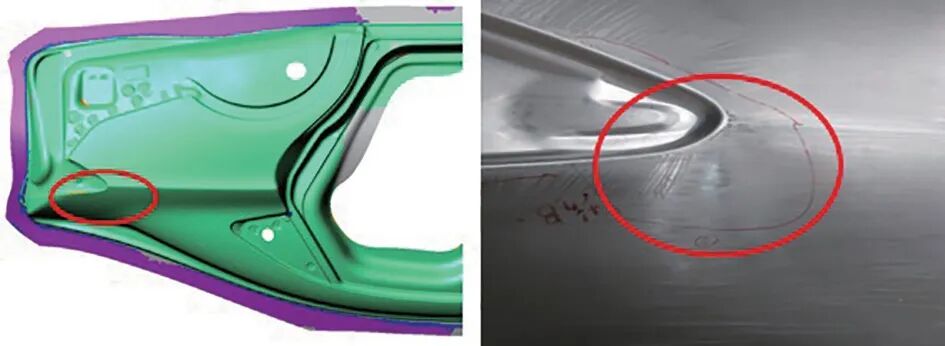
因此,側圍外板采用標準順序進行過A 面補償,在消除模具型面不光順的點后,先進行拉延模具補償,再進行整形模具補償。⑴拉延凸模型面補償。拉延模具凸模過A 面采用氣焊脹形進行補償的方法。首先對凸模型面進行測量,確認補償位置、范圍及補償量后,然后進行合理的增量補償、修整、研磨及出件確認,具體過程如圖9 所示。
2029 1 1
金屬加工前沿 ??? 3年前
球面銷鍛造模具設計及冷鍛技術應用 
冷精鍛模具設計 精鍛量的選取應充分考慮客戶的需求。精鍛量過大,嚴重損耗設備、模具;精鍛量過小,難以達到表面光潔度要求。如圖1 所示球面銷,精鍛面做了凹面反補償處理,精鍛量取0.3 ~0.5mm。
3145 2
FMMM ??? 4年前
基于AutoForm的汽車頂蓋沖壓回彈補償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
有效控制和利用金屬板料的回彈,能減少模具調試周期,避免模具后期整改,同時也可以降低制造成本。
2970 1
keyong2025 ??? 3年前
關于注塑模具排氣的標準,你知道嗎? 
一個零件不能排氣太多,盡管合模線能夠做到,這點會帶來以下與排氣有關的問題:沒有足夠的鋼材在合模線上承受壓力,分模面上排氣被壓合;最好的排氣最終也會消失,經過一定的物質循環后,如果沒有足夠的鋼材在合模線上補償壓力,模具會咬合在一起,而氣槽會磨損,合模線應避開模具合模部分的減少,這是大模遇到的一個最大的問題。前后模鑲件的模具,前后模仁料不能在模胚分模面合模之前先合模。
2275 1
高分 ??? 4年前
淺析基于鋁門外板模具關鍵技術解決方案 
結束語基于鋁基材質的門外板,淺析前期工藝開發與回彈控制的三點關鍵因素及解決方案,充分考慮各種潛在風險點并制定行之有效的措施,可以有效降低模具的開發成本,為客戶提供極致的產品。本文前期的工藝規劃階段充分考慮產品特定屬性,產品質量不僅需要準確地模擬仿真和有效的補償策略,現場調試人員的細致調整對質量的結果也起到關鍵作用。
4298
FMMM ??? 2年前
“精算”那些事 第五篇: 沖壓有限元仿真知多少 
階段四:模面細化階段 板材精算仿真1:成形精細仿真 此階段的仿真主要是依據結構變形仿真 成形仿真出現的模具工具體、機床撓度等彈性變形、產品成形過程中料厚的變化(變薄、增厚) 及其它模面工程相關(R避空、工藝補充區域避讓、刀具補償、局部強壓等)重新構建工具體模面、并進行精算分析(采用兩到三款成形仿真軟件進行驗證分析)。
5566 3
金屬加工前沿 ??? 2年前
模具采購的成本? 
模具的估價僅估算模具的基本成本價部分,其它的成本費用、利潤暫不考慮,待以后制品生產的利潤再提取模具費附加值來作為補償。但此時的報價不能作為真正的模具的價格,只能是作為模具前期開發費用。今后,一旦制品開發成功,產生利潤,應提取模具費附加值,返還給模具制造單位,兩項合計,才能形成模具的價格。這時形成的模具價格,有可能會高于第一種情況下的模具價格,甚至回報率很高,是原正常模具價格的幾十倍,數百倍不等。
2223
Im智能注塑 ??? 3年前
Moldex3D模流分析之3D檢視平臺操作3D模型 
2.CAE Model Compensation Setting:此表示模具收縮補償設定,讓使用者輸入數值來決定模具的放大倍率,用以補償成型過程中造成的體積收縮,進而使最終成品尺寸更貼近原始的設計。單位為: 千分率 ( ‰ )。注意: 一般輸入的數值為正數。
2519
Moldex3D 中國 ??? 1年前
熱沖壓成形模具設計要點 
圖5 熱沖壓成形量產模具設計流程 熱沖壓成形模具型面設計要點如下: (1) 模具型面主要卻決于產品數據,并根據客戶對零件的技術要求,制定合適的模具加工精度和公差,并應考慮熱脹冷縮及回彈的影響,對模具型面采取合適補償方案;同時熱沖壓鋼板高溫時摩擦系數大,高溫成形時易于開裂,因此,熱沖壓模具型面通常不設計拉深筋,對于復雜成形零件
3441 1
金屬加工前沿 ??? 3年前
射出模具數字化設計與智能制造技術研究 
電極抽檢是選擇個別電極之間的偏差來指導電極的補償,但是這種方式對模具精度的把控還沒有達到較為準確的狀態,有時甚至會引發模具報廢。電極全檢是唯一一個可保證模具精度達到標準的方法,但需要加大工作人員檢測工作來保證模具的精準度。智能制造技術的出現不僅能克服上述問題,還能夠提高電極檢測效率。在信息化日益發展的今天,推薦使用智能制造技術完成相應的工作。
3813
ACMT協會 ??? 2年前
生產制造 | VISI智能修模解決方案實現精度效率雙飛躍 
3、驅動反變形,智能補償輸入偏差數據,VISI自動計算補償量,直接驅動模具零件進行反變形調整,生成高精度修正模型。4、驗證效果,精度達標修正后的模具投入生產,實際產品(紫色)與理論模型高度吻合。大大提升修模效率與準確率。
2488 1 1
海克斯康設計與仿真 ??? 1年前
沖壓工藝仿真中界面接觸壓力計算精度研究 
上述研究表明:凹模和板料網格大小都對板料―凹模圓角區界面接觸壓力有顯著影響,為此,在用工藝仿真結果預測模具表面磨損量時,應該合理選擇凹模和板料網格尺寸。基于正交試驗方法,可以獲得的網格尺寸對板料―凹模圓角區界面接觸壓力有影響,如圖5所示,可以用于補償不同板料和模具網格尺寸條件下界面接觸壓力計算偏差。
5403 7
FMMM ??? 2年前
模具如何工廠智慧化? 
? 緊接著系統自動調用電極夾具上的無線射頻(RFID)以及其對應的三次元座標檢測設備,進行全3D 自動檢測(CMM),其結果生成3D 檢測報告上傳到中央系統并將資訊補償給放電加工機。電極加工及檢測的重復精度都可達到0.005mm,以確保模具零件高精度和品質穩定性。 ? 電極作為放電工具。
2258
Im智能注塑 ??? 4年前
一名合格的CNC操作師傅,要遵守的操作規則 
如果你感覺遇到了瓶頸,想往模具設計或者編程發展聯系我 掃描二維碼添加老師微信,備注“模具設計或者UG編程” 微信:CHFX002 QQ:487209997 轉發點贊本文可獲得學習資料分享哦,記得一定要加我!!
2062
模具設計UG編程教學 ??? 4年前
汽車車身外覆蓋件回彈補償新思路——LS_DYNA+OmniCAD 

課程適用人群:沖壓工程師,面向主機廠商、模具廠商和相關專業的學生課題:汽車車身外覆蓋件回彈補償新思路課程內容:1.A 面回彈補償手段介紹 1h2.LS-Dyna 進行常規覆蓋件沖壓分析 30min3.LS-Dyna 總成回彈分析介紹 30min報名福利:1.微信掃下方群二維碼加交流群,可免費領取相關資料包一份!
1415 1
Kale ??? 7年前
熱流道應用主要技術關鍵,你知道嗎? 
熱流道系統的功能是絕熱地將熱塑性熔體送到成型模具附近或直接送入模具。 熱流道能夠獨立地加熱,而在注塑模具中熱絕緣,這樣能夠單獨補償因為與“冷”模具接觸而造成的熱量損耗。熱流道模具已被成功地用于加工各種塑料材料,可以用冷流道模具加工的塑料材料幾乎都可以用熱流道模具加工。
2240 1
高分 ??? 4年前
關于縱梁翹曲問題的研究 
但是,隨之而來的材料強度的提高,使得縱梁成形回彈問題更加復雜和突出,尤其是縱梁腹面的縱向翹曲和橫向扭曲,變形程度大、不穩定,這些問題無法通過生產現場調整解決,必須依靠數控加工的方式進行回彈補償。本文研究了縱梁回彈的數值模擬方法,并通過試驗對數值分析結果進行了驗證,制定了縱梁成形的模具補償方案,對縱梁翹曲和扭曲進行補償,提高了縱梁成形的精度。
2373 1 1
FMMM ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
