



ansys里shell181上下表面都有接觸對時怎么處理才能不出現一個節點出現在兩個接觸對里的問題?
屋面板,用的shell181,里邊的卷邊和支座有接觸,也和外邊的卷邊有接觸,總提示我節點出現在兩個接觸對里,初學者求指點????
2439 2 2
小小小小蕭 ??? 3年前
ansys里shell181上下表面都有接觸對時怎么處理才能不出現一個節點出現在兩個接觸對里的問題?
屋面板,用的shell181,里邊的卷邊和支座有接觸,也和外邊的卷邊有接觸,總提示我節點出現在兩個接觸對里,初學者求指點????
2096 1
小小小小蕭 ??? 3年前
ansys里shell181上下表面都有接觸對時怎么處理才能不出現一個節點出現在兩個接觸對里的問題? 
屋面板,用的shell181,里邊的卷邊和支座有接觸,也和外邊的卷邊有接觸,總提示我節點出現在兩個接觸對里,初學者求指點????
1819
小小小小蕭 ??? 3年前
ZEMAX | 旋轉對稱不規則性(RSI)簡介 
請注意,對于上圖,RSI多項式可用于捕獲表面上的卷邊。卷邊是常見的制造缺陷。 根據ISO 10110在圖紙上指定RSI RSI的定義在ISO 10110第5部分:表面形狀公差中給出。
2044
宇熠科技 ??? 4年前
五金沖壓件加工廠經常用到的成形模 
五金沖壓件生產廠家在塑性成形工序常用到模具情況如下: 壓彎模、卷邊模、扭曲模常用于塑性成形工序的彎曲工序; 拉深模用于塑性成形工序的拉深工序; 起伏成形模、翻邊模、脹形模、縮口模、整形模、校平模用于塑性成形工序的成形工序; 用于五金沖壓生產的塑性成形工序的沖壓模具還有:壓印模、冷擠壓模、頂鐓模以及用于以后鉆孔定心的錐形凸模。
2111
東一金屬 ??? 2年前
基于comsol的玫瑰花開仿真----雙金屬片受熱形變 
隨著溫度升高,花朵呈現綻放的形態,且最外側的花瓣出現了現實中玫瑰花尖角卷邊的現象。</p><p><img src="https://img.jishulink.com/upload/202009/0e3b72463db74c24a79f457120370ef4.png"></p><p><br></p><p>以下是單獨提取三個不同層的花瓣,展示他們的變形。
3437 127 39
琳泓comsol ??? 5年前
連接器的可靠性與質量問題分析 
分析認為是由于供方為趕交貨期采用手工裝配,卷邊收口質量一致性差,個別插孔卷邊收口不充分。手工組裝產品沒有 100%在線視覺檢測,造成偶然插孔鷹爪脫落。 使用可靠性 使用可靠性是指電連接器產品用于整機系統所具有的可靠性。它不僅與固有可靠性有關,且與產品從制造出廠至失效所經歷的工作與非工作條件有關。
2542
線束專家 ??? 4年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
鈑金包括剪切、沖孔、切割、沖/切復合、折彎、鉚接、拼接、滾壓、輥壓(漸進成形)、翻邊、卷邊和扭曲等工序;而制作則是指利用設備與工具對型材和管材進行切割、彎曲和打孔等加工,從而獲得一定形狀零部件的加工過程。一些情況下,鈑金與制作在中國傳統制造業體系中被納入五金沖壓件生產工藝的范疇。
4601 5
數控編程網 ??? 3年前
【行業知識】鉆頭的顏色對鉆頭的選擇有影響嗎? 
其原因是當鉆頭快要鉆透時,被加工材料出現塑性變形,這時本應由鉆頭靠近外緣部分刃口切削的三角形部分受軸向切削力作用后變形向外側彎曲,并在鉆頭外緣倒角和刃帶棱面的作用下進一步卷曲,形成卷邊或毛邊。
2648
機械工程師 ??? 4年前
FEMTransfer_仿真分析有限元CAE模型轉換工具軟件 
軟件支持轉換的常見梁截面類型:角鋼 、工字鋼 、槽鋼 、T型材 、空心圓管 、實心圓管 、空心方管 、扁鋼 、外卷邊槽鋼 、Z型鋼 。另外,本軟件還支持慣性矩、慣性積等梁截面參數的梁截面類型轉換,但并不建議采用這種方式,因為本方式的結果精度受模型建立者的技術水平影響較大且不利于模型檢查。軟件支持坐標系類型:直角坐標系、圓柱坐標系、球坐標系。
3258
jnkcsoft ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
過大間隙形成帶有較大卷邊和邊緣撕裂的孔,令剖面稍微有一薄邊緣突出。太小的間隙形成帶稍微卷邊和大角度撕裂,導致剖面或多或少地垂直于材料表面。一個理想的廢料應有合理的壓塌角和均勻的光亮帶。這樣可保持沖壓力最小并形成一帶極少毛刺的整潔圓孔。從這點來看,通過增大間隙來延長模具壽命是以犧牲成品孔質量換取的。二、模具間隙的選擇模具的間隙與所沖壓的材料的類型及厚度有關。
2060
UG編程模具設計實戰 ??? 4年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學到老! 
過大間隙形成帶有較大卷邊和邊緣撕裂的孔,令剖面稍微有一薄邊緣突出。太小的間隙形成帶稍微卷邊和大角度撕裂,導致剖面或多或少地垂直于材料表面。 一個理想的廢料應有合理的壓塌角和均勻的光亮帶。這樣可保持沖壓力最小并形成一帶極少毛刺的整潔圓孔。從這點來看,通過增大間隙來延長模具壽命是以犧牲成品孔質量換取的。
2179 1
模具設計UG編程教學 ??? 3年前
一份弱電工程橋架施工方案,模板素材 
下料后長短偏差應在5mm內,切口處應無卷邊、毛刺;支、吊架應安裝牢固,保證橫平豎直;固定支點間距一般不應大于1.5-2.0mm,在進出接線箱、盒、柜、轉彎、轉角及丁字接頭的三端500以內應設固定支持點支、吊架的規格一般不應小于扁鐵30mm*3mm,扁鋼25mm*25mm*3mm。
2144
智能化弱電工程設計與施工 ??? 4年前
數控車床常用計算公式 
X =Φ+2R (1-sin θ)*tanθ Z =-(1-Sinθ)*R3、收點X=錐體大端直徑Φ Z = -(Φ-切點X)÷2÷tanθ+切點的Z(也就是錐長)九、大圓弧R與小圓弧 r 的接合:1、起始端 X=0 Z=02、切點X Z見上圖 3、收點X =Φ Z=見上圖 例如直徑100棒料車R80大球端,r10卷邊
2568
機械加工網 ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
過大間隙形成帶有較大卷邊和邊緣撕裂的孔,令剖面稍微有一薄邊緣突出。太小的間隙形成帶稍微卷邊和大角度撕裂,導致剖面或多或少地垂直于材料表面。一個理想的廢料應有合理的壓塌角和均勻的光亮帶。這樣可保持沖壓力最小并形成一帶極少毛刺的整潔圓孔。從這點來看,通過增大間隙來延長模具壽命是以犧牲成品孔質量換取的。二、模具間隙的選擇模具的間隙與所沖壓的材料的類型及厚度有關。
2379
模具設計UG編程教學 ??? 4年前
在基于 SOLIDWORKS 瀏覽器的角色中點擊次數更少,提示和技巧更多 
如果您選擇長邊,上下文菜單將顯示適用于較長邊的命令,例如邊上墻、法蘭、卷邊等。模具設計新的分型線草圖——創造更好、更可制造的塑料零件和模具。此新功能為您提供了創建草稿時的第二個選項。除了傳統的中性平面拔模外,分型線拔模讓您可以從非平面或平面但不垂直于模具拉動方向的零件邊緣創建拔模。此選項使您能夠選擇模具的拉動方向,然后選擇任意邊以開始拔模。
2260
手里的工作 ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
成形工序:彎曲、卷圓、扭曲、拉深、變薄拉深、翻邊(孔的翻邊、外緣翻邊)、縮口、擴口、起伏、卷邊、漲形、旋壓、整形、校平、壓印、擠壓(正擠壓、反擠壓、復合擠壓)。沖壓件設計注意事項沖裁沖壓件的沖壓工藝性1).沖裁件的形狀和角度:沖裁件的形狀設計應盡可能簡單、對稱,使排樣時廢料最少。
5978 2
金屬加工前沿 ??? 3年前
惱人的高頻噪音---高壓電機滾動軸承打滑問題分析 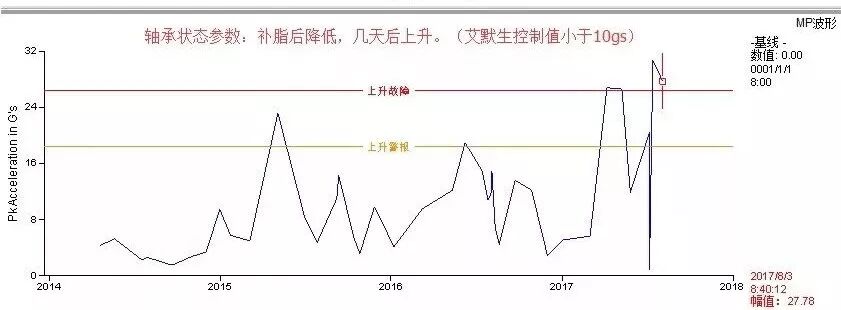
5、歷史檢修記錄:在過去幾年的檢修中,曾因加速度超標問題,對一次風機做過解體檢查:1A一次風機電機驅動端軸承(滾子打滑-2017)2B一次風機電機驅動端軸承(滾子打滑-2017)2A一次風機電機驅動端軸承(保持架與外圈摩擦嚴重卷邊--2017)2A一次風機電機驅動端軸承(滾道擦傷痕跡--2017)解體檢查情況與振動數據一致性較好。
3811 2
聲學工程師小吳 ??? 2年前
精沖工藝與旋壓工藝,高技術含量的制造工藝 
旋壓可以完成各種復雜鈑金零件,是一種特殊成形方法,完成拉深、翻邊、縮口、脹形和卷邊等加工。
2623
模具設計UG編程教學 ??? 3年前
電線電纜制造工藝之絞線成纜工藝要求 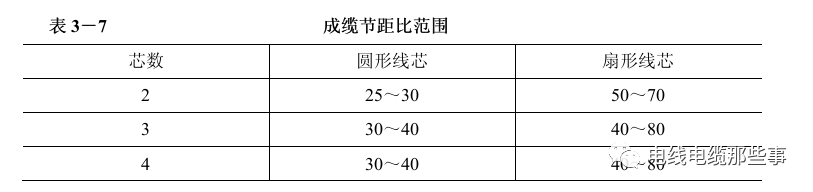
鋼帶繞包張力的控制原則是:滿盤時張力最大,否則鋼帶易飛出;半盤時應調松,否則會拉壞電纜或造成鋼帶卷邊以致壓傷電纜。 2.鋼絲鎧裝 裝鎧用的鋼絲使用低碳鋼軋制而成的鍍鋅鋼絲。鋼絲的直徑一般為1.8~Φ6.0㎜,鋼絲的抗拉強度為35~50kg/㎜2,伸長率為不小于8%(1.8~2.4 ㎜)和不小于12%(2.5~6.0㎜)。
5830
電線電纜那些事 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
