



塑膠件的結構設計:倒角篇 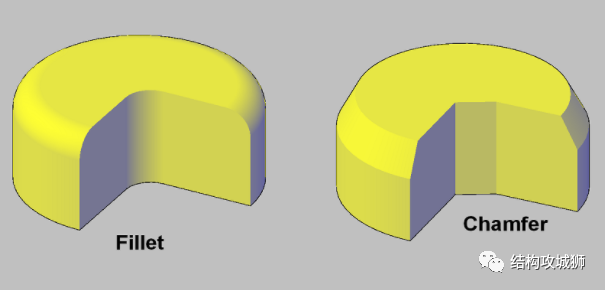
2、功能圓角和斜角都能降低應力集中和優化流動,但是圓角是連續性的過渡,而斜角是線性過渡,倒斜角后本質上還是存在棱邊,與倒角相比,圓角提供較低的應力集中和較小的流動阻力,針對這一點,在塑膠件上,倒圓角優于倒斜角,除非在斜角的兩條棱邊上繼續倒圓角。但是,如果你的設計的是螺絲孔、定位孔、定位柱,則使用圓角不是一個好的選擇。
9787 3
結構攻城獅 ??? 3年前
生產制造 | EDGECAM使用雙角銑刀輕松高效實現倒角去毛刺 
輕松高效倒角去毛刺EDGECAM倒角去毛刺這個工序看似簡單,卻直接影響產品的品質和加工效率。在機械加工中,倒角和去毛刺這兩個工序基本是同時進行的,倒角一般是為了便于零件的裝配,在零件的端部做出倒角;去毛刺是指去除在零件棱邊所形成的刺狀物或飛邊。機械加工后的去毛刺/倒角通常比較麻煩,金屬切削過程中常常伴隨毛刺的生成,即使是精加工也不可避免會有毛刺。
2684
海克斯康設計與仿真 ??? 1年前
ANSA小知識(持續更新中) 
具體效果如下: 這里大家可以選擇如何簡化倒角,共有兩個選項:Cng和Tang,就是指倒角相鄰的兩個面是在兩個面相切的部位截斷還是在兩個面相切的部位與原來的倒角面的中點截斷。具體效果看下圖。
4175 4
代金垚 ??? 3年前
半軸精車、鉆孔、孔倒角自動化設計 
自動上下料機構是本次設計中的一個重要部分,所謂上料、下料機構是指在加工過程中實現自動給料和自動出料的機械裝置,最終實現自動工作循環。自動化工序主要包括精車法蘭盤、鉆孔、盤孔內外端面倒角,年產能可達30萬件,比原有生產線每班節省7人,年節省計件工資126萬元。產品結構圖 首先簡單介紹一下我公司的一種法蘭盤產品結構,具體產品結構如圖1所示。
2378
FMMM ??? 4年前
氮化鎵外延用硅襯底問題研究 
本實驗中,我們采用的倒角機為W-GM-4200型,采用R型砂輪22°對稱倒角,倒角去除量0.8 mm,其中粒度18.0 μm砂輪粗倒一圈去除0.5 mm、粒度11.0 μm砂輪精倒一圈去除0.2 mm。倒角邊緣質量如圖3所示。
3032
半導體材料與工藝設備 ??? 4年前
去毛刺更省時省力的方式方法大全! 
第二種: 德國利瑪的全能的設備,去毛刺倒角復合機,它可以去毛刺、倒角 、表面拉絲 、金屬表面一次處理。 第三種: 去毛刺、倒角的一些小工具,單件或小批量生產時可用得到。
2227 1
機械加工網 ??? 4年前
機械技術要求大全,機械人必備! 
未注倒角均為2×45°。3. 銳角/尖角/銳邊倒鈍。▌ 裝配要求1. 各密封件裝配前必須浸透油。2. 裝配滾動軸承允許采用機油加熱進行熱裝,油的溫度不得超過100℃。3. 齒輪裝配后,齒面的接觸斑點和側隙應符合GB10095和GB11365的規定。4. 裝配液壓系統時允許使用密封填料或密封膠,但應防止進入系統中。5.
2537 1
機械設計師 ??? 4年前
O型密封圈的密封原理和特點 
03 O型圈的安裝注意事項 1.O型圈安裝的基本要求 在安裝O型圈之前,檢查以下事宜: 安裝倒角是否按圖紙加工,檢查被密封表面有無缺陷; 內徑是否去除毛刺,銳邊是否倒圓,確保各棱邊或過渡處已倒角; 加工毛刺、鐵屑是否去除干凈,確保清除所有的加工殘留物
4543 2
液壓那些事 ??? 2年前
很好的實現PCB板邊倒圓角 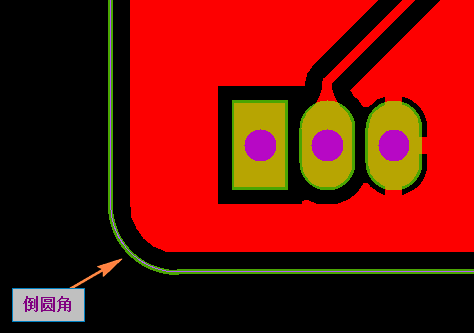
方法一:也最簡單的倒角方法,我們將PCB板邊凸點找出來后,可以直接借助genesis倒角功能就可以實現了 當然但偶爾會報錯的, 且當N個小線段組成的尖角倒角會出錯(要實現完美效果只有自己寫倒角算法啦) 方法二:自己寫倒角算法,這個算法和加內角孔算法類似(這里只是介紹簡單的倒角)考慮特殊的需要擴展
4217
電子設計聯盟 ??? 3年前
模具標準件承壓板參數化設計 
最主要的是后面三種樣式的創建,當TYPE==2時,使用實體倒C角和圓角的指令,分別對真假體進行創建,因為需要借助關系式來控制轉角形式,所以在模型歷史記錄內,把倒C角和圓角分組重命名為TYPE=2,并由表達式抑制創建變量關系式,在表達式頁面內把表達式寫入“IF(TYPE==2 && C>0 && FR1>0)(1)ELSE(0)”。
2584 2 1
型創科技2023 ??? 2年前
干貨分享:外圓車削技巧 
車端面從車端面 (1) 和倒角 (2) 開始。如果可能且工件的幾何條件允許,則優先加工倒角 (3)。縱向切削 (4) 是最后一道工序,刀片在加工過程中將平穩進刀和退刀。端面車削應是在零件上設置下一次走刀的參考點的第一道工序。當切削刃離開工件時,在切削末端形成毛刺,這通常比較麻煩。離開倒角或圓角 (翻轉圓角) 可以最小化甚至避免毛刺形成。
2633
數控編程網 ??? 3年前
基于批處理的ANSYS網格處理技術 
對于一些常見的特征操作,如去除小孔、劃分washer網格和優化倒角網格,ANSYS還可以通過特征探測的功能實現批量處理,操作流程如下圖所示: 上海安世亞太 李桂花
2663
安世亞太 ??? 3年前
干貨分享|模具標準件承壓板參數化設計 
最主要的是后面三種樣式的創建,當TYPE==2時,使用實體倒C角和圓角的指令,分別對真假體進行創建,因為需要借助關系式來控制轉角形式,所以在模型歷史記錄內,把倒C角和圓角分組重命名為TYPE=2,并由表達式抑制創建變量關系式,在表達式頁面內把表達式寫入“IF(TYPE==2 && C>0 && FR1>0)(1)ELSE(0)”。
2357
ACMT協會 ??? 2年前
ANSA極簡案例|02 幾何修補(CFD網格) 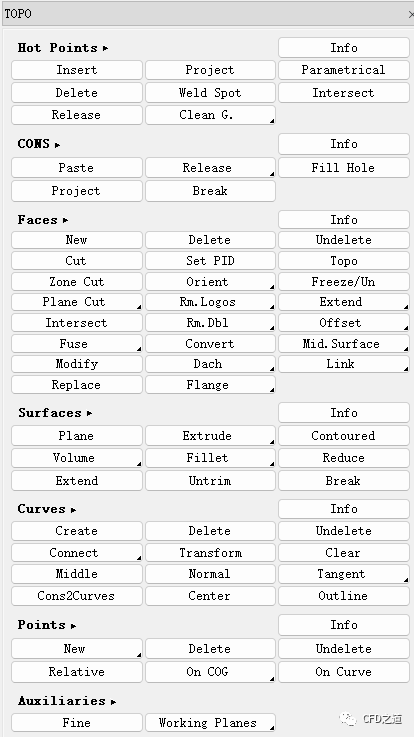
▲ TOPO操作面板 對于幾何清理,ANSA提供了專門的Feature Manager,可以根據指定的參數篩選常見的幾何特征,如尖角、圓角、倒角、孔洞、凸臺等,方便對這些特征的清理。 ▲ 特征管理 下面這個是利用傳統方式對幾何進行修補的操作案例,在V22.0版本之前一般都采用這種操作方式。
3147 1
網格大師 ??? 3年前
軸承、螺栓、螺絲取不下來?看看這篇 
看看下面,用這個傳說中的小工具倒一下角 之后的事情,你應該懂了。。。
3032
化工交流 ??? 4年前
機械圖紙技術要求大全,記得收藏! 
未注倒角均為2×45°。3. 銳角/尖角/銳邊倒鈍。▌ 裝配要求1. 各密封件裝配前必須浸透油。2. 裝配滾動軸承允許采用機油加熱進行熱裝,油的溫度不得超過100℃。3. 齒輪裝配后,齒面的接觸斑點和側隙應符合GB10095和GB11365的規定。4. 裝配液壓系統時允許使用密封填料或密封膠,但應防止進入系統中。5.
2399 1
機械加工網 ??? 4年前
ANSA網格劃分和CAE仿真
隨時隨地無限制地終身訪問所有講座和內容。課程特點軟件版本 – ANSA v23語言 – 英語課程要求ANSA 軟件具備材料力學、材料強度、機器設計和有限元分析的基礎知識將更有利。
2695 1 2
仿真資料吧 ??? 1年前
機械圖紙技術要求大匯總,沒有最全,只有更全! 
2.未注倒角均為2×45°。 3.銳角/尖角/銳邊倒鈍。 裝配要求 1.各密封件裝配前必須浸透油。 2.裝配滾動軸承允許采用機油加熱進行熱裝,油的溫度不得超過100℃。 3.齒輪裝配后,齒面的接觸斑點和側隙應符合GB10095和GB11365的規定。
2256 1
機械設計師 ??? 4年前
UG NX注塑模具設計教程之2D排位實例講解 
鑲件、虎口、枕位、基準角設計為模具更好加工和排氣以及模具壽命的考慮,設計時需適當的設計鑲件。虎口的作用是防止前、后模注塑時錯位而設計,一般小模具15X15X5或20X20X5做10度的對插,為了好加工倒R5圓角過度。產品邊緣有缺口時先考慮用枕位,再考慮插穿。基準角是為了加工時好區分方向和裝模時的對照點。零件上的基準角是加工取數用的。
9206
張偉一 ??? 3年前
手把手教-電池包Icepak分析(附模型及分析流程) 
1.1 幾何簡化一般需要對幾何體進行以下處理:a) 去除倒角及倒圓角;b) 刪除電池包內各類緊固件、箱體加強筋并填充所有的螺紋孔、零部件安裝孔;c) 去除小錯位或小間隙(一般<0.5mm,也可在后續的網格gap中設置消除);d) 對不規則孔采用等效方孔或圓孔代替,后續轉化為Icepak可識別的opening對象;e) 對于薄板(一般<2mm),如箱體,采用面
3709
面條CAE ??? 2年前
20條/頁 
 12
12 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
