



技術研究|洛氏球壓痕硬度計測試異常分析與處理 
根據球壓痕硬度計算公式來看,壓痕器上的負荷不等于試驗負荷,除了砝碼本身的重量之外還需考慮到機架變形修正后的壓入深度的情況。 2.2設備軟件排查 在排查完設備硬件確認沒有問題之后,還需對設備的軟件設置進行排查,需要考慮機架變形的修正壓入深度。
2128
國高材高分子材料產業創新中心 ??? 3年前
單晶納米壓痕晶體塑性模擬案例 
納米壓痕,也稱為儀器化壓痕試驗,是一種適用于小體積壓痕硬度試驗的品種。壓痕也許是測試材料力學性能最常用的方法在傳統的壓痕試驗(宏觀或微觀壓痕)中,將機械性能已知的硬尖端(通常由金剛石等非常堅硬的材料制成)壓入性能未知的樣品中。隨著壓頭尖端進一步深入試樣,壓頭尖端上的載荷增加,很快達到用戶定義的值。此時,負載可能會保持恒定一段時間或被移除。
3118 3
晶體塑性有限元 ??? 3年前
一文全懂:硬度的定義、測試、選用及換算 
3努氏硬度 Knoop Hardness努氏硬度(符號HK)如以下公式所示,是通過將試驗力除以壓痕投影面積A (mm2)所計算的值,該面積根據在試驗力F通過按壓長菱形金剛石壓頭(相對邊角為172?30'和130?)在標準片上形成的壓痕的較長對角線長度d (mm)計算。
3734 1
機械工程師 ??? 3年前
硬度夠不夠,真的很重要..... 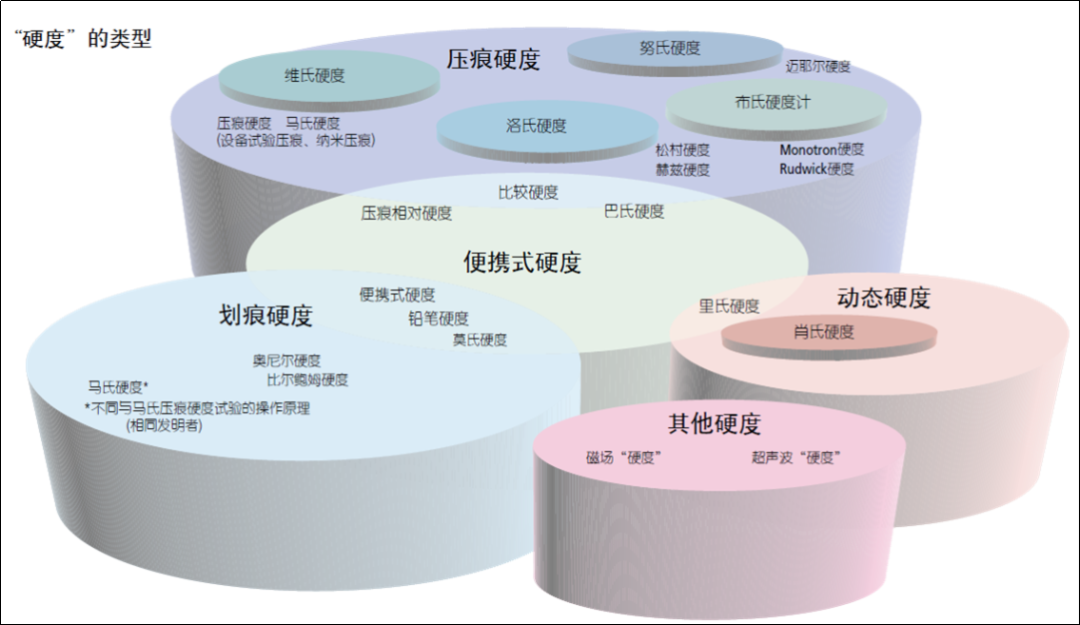
努氏硬度{Knoop Hardness}努氏硬度(符號HK)如以下公式所示,是通過將試驗力除以壓痕投影面積A (mm2)所計算的值,該面積根據在試驗力F通過按壓長菱形金剛石壓頭(相對邊角為172?30'和130?)在標準片上形成的壓痕的較長對角線長度d (mm)計算。努氏硬度也可以通過將顯微硬度試驗機的維氏壓頭替換為努氏壓頭來測量。
2099
學數控 ??? 3年前
【行業知識】多達11中常用的硬度測試,高級機械工程師估計也不知道 
表面洛氏測量應用的力值較小,產生的壓痕較淺,多用于相對易碎和很薄的材料中。 預載荷為3kgf,主試驗力為15, 30, 或45kgf。 3 維氏硬度(HV) 以1-120kgf的試驗力,將相對面夾角為136°的方錐形金剛石壓頭壓入被測材料表面。 壓痕則應用顯微鏡或USB攝像頭來進行視頻觀測及測量。
2118 2 2
機械工程師 ??? 4年前
一文全懂:硬度的定義、測試、選用及換算
3努氏硬度 Knoop Hardness努氏硬度(符號HK)如以下公式所示,是通過將試驗力除以壓痕投影面積A (mm2)所計算的值,該面積根據在試驗力F通過按壓長菱形金剛石壓頭(相對邊角為172?30'和130?)在標準片上形成的壓痕的較長對角線長度d (mm)計算。
3013 1 1
機械工程師 ??? 3年前
有關材料硬度,你知道多少? 
3、 努氏硬度/ Knoop Hardness 努氏硬度(符號HK)如以下公式所示,是通過將試驗力除以壓痕投影面積A (mm2)所計算的值,該面積根據在試驗力F通過按壓長菱形金剛石壓頭(相對邊角為172?30'和130?)在標準片上形成的壓痕的較長對角線長度d (mm)計算。
2127
機械加工網 ??? 4年前
【專業知識】一文全懂:硬度的定義、測試、選用及換算 
A (mm2)所計算的值,該面積根據在試驗力F通過按壓長菱形金剛石壓頭(相對邊角為172?30'和130?)在標準片上形成的壓痕的較長對角線長度d (mm)計算。
2558
機械工程師 ??? 3年前
做沖壓材質分析很重要,材料性能分析匯總~
缺點:對不同材料需更換壓頭直徑和改變試驗力,壓痕測量麻煩,自動檢測受到限制;壓痕較大時不宜在成品上試驗洛氏硬度以測量壓痕深度表示材料硬度值。壓頭有兩種:α=120°的金剛石圓錐體,一定直徑的淬火鋼球。洛氏硬度試驗優缺點:優點:操作簡便、迅速,硬度可直接讀出;壓痕較小,可在工件上試驗;用不同標尺可測定軟硬不同和厚薄不一的試樣。
2825 3 3
UG編程模具設計實戰 ??? 3年前
做沖壓材質分析很重要,材料性能分析匯總~ 
缺點:對不同材料需更換壓頭直徑和改變試驗力,壓痕測量麻煩,自動檢測受到限制;壓痕較大時不宜在成品上試驗洛氏硬度以測量壓痕深度表示材料硬度值。壓頭有兩種:α=120°的金剛石圓錐體,一定直徑的淬火鋼球。洛氏硬度試驗優缺點:優點:操作簡便、迅速,硬度可直接讀出;壓痕較小,可在工件上試驗;用不同標尺可測定軟硬不同和厚薄不一的試樣。
2891
模具設計UG編程教學 ??? 3年前
軸承安裝不當的診斷與分析? 
當這種沖擊負荷在滾動體表面造成初始損傷的時候,最開始是一些微小的壓痕,有這些壓痕的軸承在運轉的時候有時候會出現噪聲,而輕微的壓痕如果沒有在出廠檢驗中被發現,那么壓痕邊緣在軸承運行的時候將出現應力集中,從而導致次生損傷。下圖為某深溝球軸承的輕微安裝壓痕。其他因素上述兩個因素是軸承安裝損傷的主要類型。
2332 1
軸承問題終結者 ??? 3年前
哈工大《CS》:具有形狀記憶能力的3D打印連續纖維增強復合波紋夾芯結構的彎曲性能及失效行為研究 
這種坍塌是由于梁的壓痕斷裂所引起的 夾芯構件的剪切斷裂而引起的。
4302 13 4
復合材料力學-君莫 ??? 4年前
T型槽試驗平臺:重載工況下的“定海神針”,穩到讓振動“自閉”
在重型機械試驗、大型工件檢測、重載設備校準等場景中,“穩”是核心訴求——一旦平臺出現輕微晃動或振動,不僅會導致試驗數據失真、檢測結果偏差, 
其核心采用HT250/HT300強度灰鑄鐵,經過自然時效與人工時效雙重處理,不僅強度遠超普通鋼板、混凝土材質,更具備優異的阻尼性能——阻尼系數是普通鋼板的3-5倍,能快吸收重載運行時產生的高頻振動(如工件加載沖擊、設備運行共振),振動衰減率可達70%-90%。 經過時效處理的鑄鐵內部組織致密均勻,無內應力殘留,不會因重載壓或振動沖擊出現變形、開裂,能長期保持平面度穩定。
2143
河北威岳 ??? 3月前
金屬材料力學性能檢測 
4、硬度測試(硬度試驗)是檢測金屬材料軟硬程度的性能,硬度試驗是將壓頭壓入試樣表面,保持一段時間后,卸除試驗力,測驗壓痕尺寸,計算硬度值。硬度試驗測量固體材料表面硬度的一種材料機械性能試驗。
1893
narsei ??? 4年前
金屬材料力學性能檢測 
4、硬度測試(硬度試驗)是檢測金屬材料軟硬程度的性能,硬度試驗是將壓頭壓入試樣表面,保持一段時間后,卸除試驗力,測驗壓痕尺寸,計算硬度值。硬度試驗測量固體材料表面硬度的一種材料機械性能試驗。
2418 1
narsei ??? 4年前
噴丸強化表面的疲勞過程 
疲勞試驗前的表面狀態見表3,抗拉強度1500MPa的試樣表面粗糙度,在未噴丸時大約為31μm,而經噴丸處理后升高至63μm,強度為1200MPa的試樣情況與此類似。但1800MPa的高強度水平的試樣噴丸后表面粗糙度卻顯著的降低至37μm。表3 疲勞試驗前的表面狀態試樣表面上的殘余壓應力隨著抗拉強度的增加而增加,并且殘余壓應力的最大值和它在表面層下的深度也與此類似。
2916 1 1
FMMM ??? 4年前
告別“車內桑拿房”,打造高價值頂棚:破解汽車頂棚“隔熱舒適”密碼
,評價沾色等級(≥4級)4.7 壓痕恢復試驗要求:完全恢復時間≤24h5.
1082
國高材高分子材料產業創新中心 ??? 2月前
【T0 量產之科學化試模?】 
注塑壓力是另一個需要探究的重要加工參數,兩階段的成型加工壓力 - 充填壓力和保壓壓力。通常充填壓力設定得比保壓壓力較高。在低壓的情況下可能發生諸如空孔、收縮、短射等缺陷;而在高壓情況下可能導致毛邊、破裂等不良現象。另外是由于注塑速度差異所引起的缺陷,注射速度的控制,對于解決噴流痕和外觀流痕等問題至關重要。
6312 1
ACMT協會 ??? 2年前
ABAQUS橡膠支座仿真:有初始轉角的橡膠隔震支座水平力學性能研究 
1 水平力學性能試驗 1.1 試驗概況 本次試驗在電液伺服壓剪試驗機(圖1)上進行,其額定正壓力為20,000kN,額定靜載水平剪力為4,000kN,額定動載水平剪力為3,000kN,水平最大行程為200mm。
3945 6 3
想飛更高 ??? 2年前
【經驗分享】就連世界500強的工程師也會誤解的軸承使用問題 
是的,你沒看錯,就是這么殘酷的現實,如果軸承的內外圈相對受力,只需輕輕一壓,軸承就容易在鋼球表面和滾道面產生損傷壓痕(專業名字叫布氏壓痕),進而產生異音。所以,任何可能使軸承內外圈相對受力的安裝姿勢,都可能使軸承內部產生損傷。 結論:目前,軸承異音中約60%左右為安裝不當導致的軸承損傷所致。
2254
機械工程師 ??? 4年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
