



數控編程課堂 :這樣銑鍵槽不僅能提高加工效率,還能提高刀具壽命。 
今天分享鍵槽類的[坡走銑]宏程序案例。一, 坡走銑的好處好處一:提高加工效率實心材料銑鍵槽,大多先用鉆頭打孔,然后再分層銑。而坡走銑是刀具直接進入實心材料中切除材料,這樣減少刀具換刀時間,可以提高效率。 好處二:提高刀具壽命。在難材料加工中,容易出現加工硬化現象,從而造成刀片某一處老磨損。那么出現這個問題怎么解決呢?
3286
數控編程教學 ??? 4年前
abaqus切削仿真-側銑 

側銑例子!提供INP!INP在課程附件,自行下載就可以?。ňW頁才可以下載)內容與超聲銑削其實是一樣的,這次不提供步驟講解了。章節二為分分鐘教你如何建立別人的材料庫!附贈
856 6
一攬芳華i ??? 6年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
(4)槽銑刀和鋸片銑刀 用于銑削各種槽、側、臺階面及鋸斷等。(5)專用槽銑刀 用于銑削各種特殊槽形,有形槽銑刀、半月鍵槽銑刀、燕尾槽銑刀等。(6)角度銑刀 用于銑削刀具的直槽、螺旋槽等。(7)模具銑刀 用于銑削各種模具的凸、凹成形面等。
2481 1 1
數控編程網 ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
(4)槽銑刀和鋸片銑刀 用于銑削各種槽、側、臺階面及鋸斷等。(5)專用槽銑刀 用于銑削各種特殊槽形,有形槽銑刀、半月鍵槽銑刀、燕尾槽銑刀等。(6)角度銑刀 用于銑削刀具的直槽、螺旋槽等。(7)模具銑刀 用于銑削各種模具的凸、凹成形面等。
2028
數控編程網 ??? 3年前
【工藝知識】傳統鉆削與螺旋銑孔加工工藝,它們有什么區別? 
螺旋銑孔工藝 與傳統的鉆削加工相比,螺旋銑孔采用了完全不同的加工方式。螺旋銑孔過程由主軸的“自轉”和主軸繞孔中心的“公轉”2個運動復合而成,這種特殊的運動方式決定了螺旋銑孔的優勢。 首先,刀具中心的軌跡是螺旋線而非直線,即刀具中心不再與所加工孔的中心重合,屬偏心加工過程。
2304
機械工程師 ??? 4年前
基于點云的球銑加工動態仿真 
文獻[17]研究加工尺度上的仿真算法,提高仿真效率;Altintas等[18]提出任意立銑刀或插刀幾何的通用建模方法,并設計虛擬銑削仿真系統,以改進工業中的刀具設計或工藝規劃。2 球銑仿真模型銑削加工形式多樣,一般由數控裝置、伺服裝置、機床主體等組成,工件由夾具固定,與固定在刀柄上的刀具相對運動。機械臂具有靈活性高、占用空間小、可協同加工等特點,普遍應用于現代化生產。
4056 5
數控編程網 ??? 2年前
UG加工環境與加工術語,工藝安排,加工初始設置 
刀具沿水平XY方向切削,然后沿Z軸方向運動,進入下一個水平切削層,即所謂的2.5軸加工。在同一個切削區間,刀具使終沿著相同的邊界切削,即每一個水平切削層的刀具路徑相同,因此平面銑只能加工出直壁平底零件(側壁垂直于底面)。平面銑通常采用平底端銑刀。
2940
張偉一 ??? 3年前
UG/NX 編程教程 入門UG加工模塊工具條功能詳解 
五、刀柄尺寸示例六、平面銑七、型腔銑+登高銑八、固定軸曲面銑九、鉆孔加工十、UG加工模塊工具條之刀軌操作刀軌操作工具條中的功能主要是對創建的刀片操作以及程序組進行后期的處理,在編寫程序刀路軌跡時經常使用,下面來進行簡介:1.生成刀軌:對選定的操作在當前生成刀具軌跡,可以選擇多個操作但在生成操作 時不能進行其他的編輯操作
5025
張偉一 ??? 3年前
UG NX數控加工的參數設置大全,必看!
切削參數1、 切削方向:順銑:刀具一般多采用順銑,因為由順銑加工完成時工件的表示光潔度比較好!另一個原因是順銑時刀具的受損要比逆銑輕的多!所以多采用順銑。從外向內用逆洗。從內向外用順洗。2、 逆銑:多適用于一些粗糙的工件開粗,加工完成后工件的光潔度不好,而且刀具受損嚴重!所以一般不利用逆銑。
3881
張偉一 ??? 3年前
數控編程課堂:兩步教你編寫數控宏程序 
如下圖:掌握了分層銑的這個案例,現在要編寫一個類似程序,設置變量等然后套用鄒軍給你提供的案例即可。比如上圖分層銑的例子第一步:設定確定變量關系銑一圈,刀具Z向下降一定深度,然后在銑一圈,Z向下降再下降一定深度, 依次類推至到銑到加工深度為止。
3000 1
數控編程教學 ??? 3年前
CATIA V5常用模塊簡介(四) 
CATIA V5兩軸半曲面加工設計(PMG:CATIA Prismatic Machining)采用2.5軸銑及鉆孔加工技術,模型簡單方便地定義和管理3D零件2軸半銑切和點位加工的NC程序,提供了高級的加工知識重用的功能,支持高速切削技術。刀具可以直接調用外部刀具庫。PMG特別針對工裝和平面類零件(棱柱件),適用于轎車制造和裝配行業。
2943
【已注銷】 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形??! 
粗銑時,由于進給量大,切削負荷重,發熱量大,要求刀具散熱條件好,因此,后角應選擇小一些。精銑時,要求刃口鋒利,減輕后刀面與加工表面的摩擦,減小彈性變形,因此,后角應選擇大一些。③螺旋角:為使銑削平穩,降低銑削力,螺旋角應盡可能選擇大一些。④主偏角:適當減小主偏角可以改善散熱條件,使加工區的平均溫度下降。2)改善刀具結構。①減少銑刀齒數,加大容屑空間。
2252
UG編程模具設計實戰 ??? 3年前
UG編程教程入門UG加工模塊工具條功能詳解
五、刀柄尺寸示例六、平面銑七、型腔銑+登高銑八、固定軸曲面銑九、鉆孔加工十、UG加工模塊工具條之刀軌操作刀軌操作工具條中的功能主要是對創建的刀片操作以及程序組進行后期的處理,在編寫程序刀路軌跡時經常使用,下面來進行簡介:1.生成刀軌:對選定的操作在當前生成刀具軌跡,可以選擇多個操作但在生成操作 時不能進行其他的編輯操作
2654
張偉一 ??? 3年前
一種電機軸螺桿加工專用的數控銑床機械結構系統優化設計 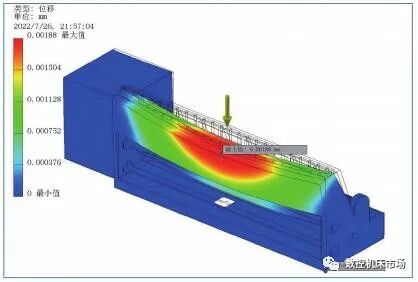
為研制結構穩定、安全可靠的旋銑設備,研究人員從旋銑成型機理著手,探究了工藝路徑、切削參數、刀具數量、刀具材料、工件屬性等因素對切屑形貌、切屑分布、成型精度、裝備加工效能的影響,構建了時變切削力模型、時變熱源模型,優化了刀具數量和布局方式,為旋銑系統動力學分析、裝備結構設計和優化、裝備性能提升提供了重要的技術支持 。 旋銑系統的熱特性和動靜態性能是旋銑系統穩定性研究的重點。
3918 1
張偉一 ??? 2年前
3個工藝、6個操作快速解決鋁零件加工變形??! 
粗銑時,由于進給量大,切削負荷重,發熱量大,要求刀具散熱條件好,因此,后角應選擇小一些。精銑時,要求刃口鋒利,減輕后刀面與加工表面的摩擦,減小彈性變形,因此,后角應選擇大一些。 ③螺旋角:為使銑削平穩,降低銑削力,螺旋角應盡可能選擇大一些。 ④主偏角:適當減小主偏角可以改善散熱條件,使加工區的平均溫度下降。 2)改善刀具結構。 ①減少銑刀齒數,加大容屑空間。
2505
模具設計UG編程教學 ??? 3年前
高速銑加工的那些錯誤觀念,看完終于明白了! 
在制造行業,對高速銑普遍存在以下錯誤觀念:1)高速銑床只是一臺配了高轉速主軸的銑床2)主軸轉速越高,加工速度就越快3)高速銑床只是為了取代一般的傳統銑床4)20000 轉的主軸已足夠模具生產的需求了5)高速銑床只是軸向服務器加大加快6)高速銑床只能加工電極7)………事實上,高速銑床是一種新的工藝技術與應用要想要發揮出高速切削的效能,就必須個個環節的緊密配合
2134
數控編程教學 ??? 4年前
機械加工后的毛刺怎么處理? 
圖9 選擇加工順序控制法在圖10a中如果先鉆孔再銑平面,則孔圓周上容易生成較大切出銑削毛刺;如果先銑平面再鉆孔,則孔圓周上只有較小的鉆削切入毛刺。同理,在圖10b中,先銑削上表面再銑凹輪廓所形成的毛刺比先加工凹輪廓再銑平面所形成的毛刺尺寸要小。3、避免刀具退出避免刀具退出是避免毛刺形成的有效方法,因為刀具退出是切出方向毛刺形成的主要因素。
2263
機械設計師 ??? 4年前
基于UG模具零件數控銑削編程淺析 
圖4 半精加工刀路 5.3 剩余銑削刀路 由于零件表面不規則,而且所使用的刀具較大,導致半精加工后零件表面某些位置無法加工,此時應使用剩余銑削刀路,將沒有加工的位置進行切削,對于該零件前面的半圓形凹坑,選用 φ6 mm立銑刀(鎢鋼刀)進行切削,刀路如圖5所示。
2450
張偉一 ??? 3年前
如何一句話證明你是機加工的! 
道:0.01毫米,東北絲:0.01毫米,南方個:毫米,比如10毫米就稱10個,例如:這個活還有10個量銑子:絞刀,不過這么說的似乎比較少風銑子:風砂輪上安裝的類似銑刀的旋轉刀具,鉗工用彎尺:直角尺鉗子:語意寬泛,看跟誰說,和對方理解,借東西的時候經常出錯.比如老虎鉗,臺鉗,只要有鉗字的都算.鉗工不算風包:空氣壓力容具,樣子有點象煤氣罐搖把:手搖回轉的都算,比如手輪公斤扳手:扭距扳手
1911
模具設計UG編程教學 ??? 3年前
生產制造 | WORKNC 2025新功能:解鎖更高效率與更優加工質量 
此功能對機器動力學的要求低于波形銑,額外的解決方案,讓用戶可以充分靈活地根據其環境(刀具、材料、零件、機器等)選擇最合適的銑削模式。平滑的刀具過渡既應用在同一層的走刀之間,也應用在毛坯附近的層之間,避免退刀過高?,F在避免沿壁進行全寬切割,有助于防止刀具振動。在開放型腔中,自動使用同心模式,允許微提升過渡以提高加工性能。
2432 1 1
??怂箍翟O計與仿真 ??? 9月前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
