



Abaqus三維切削案例教學 
1、 引言本教學聚焦于金屬切削加工領域,通過 Abaqus 有限元分析軟件開展三維切削過程仿真建模實踐教學。
4358 17 7
Abaqus_JUN ??? 11月前
切削速度,吃刀量,進給速度三者關系及計算公式 
v f=fn 式中 v f ——進給速度( mm/s ); n ——主軸轉速( r/s ); f ——進給量( mm /s)。三)切削速度 v c 切削刃上選定點相對于工件的主運動的瞬時速度。計算公式如下 v c=( π d w n )/1000 式中 v c ——切削速度 (m/min) ; dw ——工件待加工表面直徑( mm ); n ——工件轉速( r/min)。
3659 1
機械加工網 ??? 3年前
abaqus顯示動力學應用-鉆頭切削巖石 
2.切削中鉆頭和巖石發(fā)生穿透?在切削仿真中鉆頭和巖石間的接觸壓力、接觸剛度和許用穿透量之間的平衡被打破。可以細化接觸區(qū)域網格; 修改接觸剛度;用軟接觸代替硬接觸3.仿真中的求解不穩(wěn)定性問題?由于abaqus explicit的接觸算法對接觸面的類型有較嚴格的限制,而切削仿真又是一個高度非線性求解過程,這些都會導致求解的不穩(wěn)定。
3382 7 12
小海-有限元 ??? 2年前
基于ABAQUS的鎢鉬合金銑削加工參數優(yōu)化仿真及驗證 
由于本文研究目的是分析在不同的銑削參數下切削力和切削溫度的變化規(guī)律,同時考慮到刀具的主切削刃相對于工件小得多,因此在ABAQUS有限元分析中假設刀具是剛體,不考慮刀具變形和磨損,刀具的物理參數見表2。
4334 3 1
CAEer吳皓 ??? 2年前
基于ABAQUS的鎢鉬合金銑削加工參數優(yōu)化仿真及驗證 
鎢鉬合金屬于難加工材料,加工成本高、加工效率低且刀具磨損嚴重,利用ABAQUS有限元分析軟件,建立鎢鉬合金三維銑削模型,針對不同切削參數,研究在銑削鎢鉬合金過程中產生的切削力和切削溫度的變化規(guī)律,并通過銑削試驗對仿真模型的有效性進行了驗證。通過正交試驗得到最優(yōu)切削參數組合,即切削速度vc=60m/s,背吃刀量ap=3mm,每齒進給量fz=0.16mm/z。
4303 5
仿真客 ??? 2年前
基于有限元軟件的刀具切削仿真應用 
后處理過程計算結果如下 本案例的后處理結果云圖可反映刀具切削過程中的應力變化。刀具與工件材料之間接觸區(qū)域的顏色較深,表示該區(qū)域的應力值較高,這是由于在切削過程中,工件受到擠壓和剪切力的作用,產生了應力集中現象。03 結論 作為國民經濟各工業(yè)部門的基礎配套產業(yè),切削刀具對提高制造業(yè)效率起著不可替代的作用。
2836 1
神工坊(高性能仿真) ??? 2年前
數控車床螺紋編程切削,這下秒懂了!
在切削螺距較大的螺紋時,由于切削深度較大,刀刃磨損較快,從而造成螺紋中徑產生誤差;但是其加工的牙形精度較高,因此一般多用于小螺距螺紋加工。由于其刀具移動切削均靠編程來完成,所以加工程序較長;由于刀刃容易磨損,因此加工中要做到勤測量。 2、G92直進式切削方法簡化了編程,較G32指令提高了效率。
2065
數控編程網 ??? 4年前
CNC數控 | 車床螺紋編程切削 
在切削螺距較大的螺紋時,由于切削深度較大,刀刃磨損較快,從而造成螺紋中徑產生誤差;但是其加工的牙形精度較高,因此一般多用于小螺距螺紋加工。由于其刀具移動切削均靠編程來完成,所以加工程序較長;由于刀刃容易磨損,因此加工中要做到勤測量。 2、G92直進式切削方法簡化了編程,較G32指令提高了效率。
2753
金屬加工前沿 ??? 4年前
不同切削深度下二維巖石切削分析 
不同切削深度下二維巖石切削分析 線性切削廣泛應用于巖石的數值試驗中,在線性切削過程中切削刀具以設定的速度劃過巖石表面,同時以不同深度切削巖石,切削破壞表層部分巖石材料。使用ABAQUS有限元軟件建立單刀線性切削巖石材料仿真模型,研究切削深度對巖石切削中切削力的影響。1.計算模型運用有限元顯示動力學分析方法進行仿真模擬計算。
3156 6 9
初心和使命 ??? 3年前
ABAQUS銑削CEL仿真保姆級教程 
待切削工件采用歐拉類型進行建模,創(chuàng)建計算域并對其進行切分。
二、創(chuàng)建材料銑削是一個高速動態(tài)的過程,需同時考慮應變、應變率及溫度對被切削材料的影響,因此工件采用J-C本構。
4734 4 9
神經蛙_CAE ??? 2年前
使用Abaqus仿真刨床切削加工 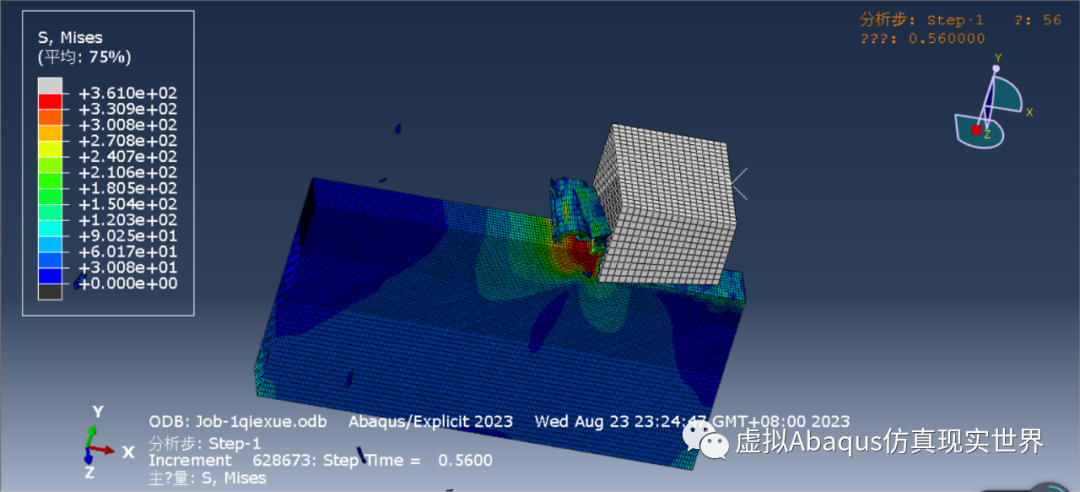
切削過程中刀頭兩個面與待切材料結點集接觸,切向摩擦系數定為0.1 08 定義載荷與邊界
3158 1
CAEer吳皓 ??? 2年前
ABAQUS二維變厚度熱力耦合切削仿真 

ABAQUS二維鋁合金變厚度熱力耦合切削仿真教程(變厚度切削是三維銑削仿真過程向二維仿真的一種簡化過程,進給量由0.1mm逐漸降低到0),包括從零建模、模型優(yōu)化調試、仿真輸出結果及后處理的完整過程,一步步詳細操作,整個課程總共1小時左右,絕對適合高校學生、企業(yè)工程師零基礎快速掌握熱力耦合切削仿真分析方法。
297 1
切削仿真技術工作室 ??? 5年前
基于點云的球銑加工動態(tài)仿真 
本文將坯件表面采樣為點云模型、球頭銑刀簡化為球面,對切削加工過程進行仿真,建立加工過程中的坯件-刀具的動態(tài)模型并將其可視化,有以下改進創(chuàng)新:(1)僅對坯件表面進行點采樣,相比填充體素節(jié)省內存及減少計算量;(2)引入法線計算新形成的表面,同時提高計算效率和計算精度;(3)使用Python語言,Open3D庫實現了動態(tài)仿真,方法不依賴特定軟件平臺。
4056 5
數控編程網 ??? 2年前
ABAQUS案例-復合材料層合板鉆孔切削及收斂性檢查 
復合材料結構正逐漸在航空、航天、汽車、船舶上應用開來,而復合材料結構當與其它結構進行連接時,就需要對復合材料結構進行切削或鉆孔。為了模擬復合材料的鉆孔或切削過程,本課程介紹了在ABAQUS中如何模擬復合材料層合板的鉆孔切削過程。同時由于鉆頭形狀太過復雜,導致切削鉆孔行為較為復雜,本課程介紹了如何在前處理過程中設置若干參數或技巧來避免計算的發(fā)散。
630 7
胡錦文 ??? 6年前
周期性 RVE 幾何建模:復合材料單胞自動化生成插件 
當選用連續(xù)纖維時,程序調用超限切削邏輯:先在計算基體尺寸后,使纖維初始生成時超出邊界,隨后通過全局布爾運算切除外部多余幾何體。這一處理方式使得所有纖維端面與基體表面具備一致的平齊度,避免了切割面階差對周期性網格對齊造成的影響。 圖 2.
961 1
復合材料有限元分析 ??? 16天前
UG NX數控加工的參數設置大全,必看!
毛坯距離:在面銑削中,選擇的面只是平面,可設定從所選擇面向外偏置,偏置的值作為毛坯量一般要在實際加工中,測量出實際高度與毛坯高度的差值,注意要測量到最高值。每一刀的深度:所設定“毛坯距離”后,如果一刀切除,量過大時,可設定每一刀切削深度讓系統(tǒng)按層切削完成。最終底部余量:可設定加工完成后,到所指面的毛坯的距離。內容來源:網絡
3881
張偉一 ??? 3年前
數控編程課堂 :這樣銑鍵槽不僅能提高加工效率,還能提高刀具壽命。 
三、計算實際切削深度#32計算走刀次數的時候,小數部分取為整數了,如果按照#30來計算,那么會存在過切。每刀實際切深#32怎么計算出來呢?答案就是:總深度除以走刀次數就是實際切削深度。
3286
數控編程教學 ??? 4年前
網格密度:切削仿真的黃金比例 
這種"精度-效率"的固有矛盾,使得網格密度成為切削仿真中亟需量化優(yōu)化的核心參數。
領航科工-專業(yè)切削仿真 ??? 5月前
一名合格的CNC操作師傅,要遵守的操作規(guī)則 
對話顯示屏(Custom):可了解機床當前主軸轉速、當前切削進給速度、主軸每轉切削進給、主軸當前切削載荷及各行程軸載荷, 并可由主軸每轉切削進給計算出相應刀具每刃切削量。
2062
模具設計UG編程教學 ??? 4年前
曾經有一份工作擺在我面前,直到我撞機了... 
③注意刃磨質量,嚴格控制銑刀刀齒的振擺量。5) 切削用量選擇不合理,如用量過大,便機床悶車;斷續(xù)切削時,切削速度過高,進給量過大,毛坯余量不均勻時,切削深度過小;切削高錳鋼等加工硬化傾向大的材料時,進給量過小等。對策:重新選擇切削用量。6) 機械夾固式刀具的刀槽底面不平整或刀片伸出過長等結構上的原因。對策:①修整刀槽底面。②合理布置切削液噴嘴的位置。
1927
模具設計UG編程教學 ??? 4年前
20條/頁 
 10
10 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
