



Abaqus 三維鉆孔仿真案例教學 
課程以常見鉆孔工況為研究對象,系統講解從幾何建模、材料定義、網格劃分到載荷施加及結果分析的全流程操作,旨在讓學員掌握:</p><p>? 三維鉆孔模型的合理簡化與參數化建模技巧</p><p>? 鉆孔過程中材料本構關系與斷裂準則的實際應用方式</p><p>? 網格劃分在鉆孔仿真大變形場景中的優化手段</p><p>? 鉆孔力、溫度場及孔壁質量等關鍵物理量的提取與分析技巧</p><h2>2、 幾何模型與材料參數
3797 21 7
Abaqus_JUN ??? 9月前
U鉆:孔加工最常用的刀具之一!
U鉆的優點: 1.U鉆首先來說與普通鉆頭的區別就是U鉆使用刀片周邊刀片和中心刀片,在這個角度上看,U鉆和普通硬鉆的關系其實跟機夾車刀和焊接車刀的關系差不多,刀具磨損后無需重磨直接更換刀片即可。畢竟使用可轉位刀片還是比整體硬鉆要節省材料,并且刀片的一致性更容易控制零件尺寸。
2694
數控編程網 ??? 4年前
半軸精車、鉆孔、孔倒角自動化設計 
圖7 機械手爪結構數控車床及鉆孔機床 數控車床與鉆孔機床為標準機型,鉆孔裝夾方式與車床基本相同不再詳細介紹,如圖8所示。圖8 數控車床及鉆孔機床安全圍欄 由于本方案自動線為獨立單元,整個單元有安全圍欄防護(圖9)。
2376
FMMM ??? 4年前
ABAQUS 7075鋁合金三維鉆孔仿真 
本案例為CAE文件,鉆頭為常規麻花鉆,金屬為7075鋁合金,材料本構為JC,鉆孔過程中有切屑產生,通過本案例您可以學會7075鋁合金JC參數的設置,鉆孔過程中接觸的設置,以及鉆孔轉速和進給量等參數的設置。
2439 1
以meng為馬 ??? 1年前
鉆孔管理器創建邊坡剖面(Borehole Manager)---地層插值 
本文討論了二維鉆孔管理器創建邊坡剖面的方法,著重強調了地層插值。2 地層剖面3D鉆孔管理器共有9種插值方法,2D鉆孔管理器共有3種插值方法。顯然,對于地形復雜或土層性質變化較大的地層來說,不能完全依靠計算機自動生成,在某些情況下推出的模型是錯誤的。
2536
計算巖土力學 ??? 3年前
ABAQUS 顯示動力學鉆孔分析案例 
<p>本案例適合哪些人學習:</p><p>1、學習型仿真工程師</p><p>2、理工科院校學生</p><p>3、與鉆孔工藝相關的工程師</p><p>你會得到什么:</p><p>1、掌握三維模型的繪制</p><p>2、掌握顯示動力學分析相關的材料參數設置</p><p>3、理解動力學分析步的建立</p><p>4、學習鉆孔相關的相互關系的設置</p><p>5、了解顯示動力學網格的劃分</p><p>6、學習結果后處理的查看與對比
2284 6
天空紀年xh ??? 3年前
日本超精密加工技術:直徑僅為0.01毫米的鉆孔加工,是如何實現的? 
為什么是鉆孔加工?日本技術鉆石公司擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。加微信:Yuki7557 送10G數控教程日本技術鉆石公司自創業以來解決了許多顧客的問題。技術鉆石的微細孔加工不僅是0.03毫米的鉆孔加工,技術鉆石甚至完成過0.01 mm的超微孔加工,縱橫比為1:10。
2189
金屬加工前沿 ??? 3年前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2201 1
UG編程模具設計實戰 ??? 3年前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2208
模具設計UG編程教學 ??? 3年前
瓦斯抽采鉆孔間距優化三維數值模擬量化研究 
結果表明:單一鉆孔抽采 120 d 時,有效抽采半徑約為 1.5 m;當布置多個鉆孔且鉆孔間距 d 為 5 m,抽采 120 d 時,瓦斯壓力為 0.74 MPa 的等壓面圍繞所有鉆孔近似呈圓柱狀但向內部凹陷(即出現空白帶);鉆孔間距 d 為 2.1、3、4、5、6 m時,有效抽采區域體積 V 的大小順序隨著時間的增長而改變,抽采 120 d 時,Vd=5 m>Vd=4 m>Vd=3 m> Vd=
2486 2 3
一葉孤舟總不錯 ??? 3年前
UG加工中心常見的鉆孔加工,看參數設置和注意事項,你是這樣做的嗎 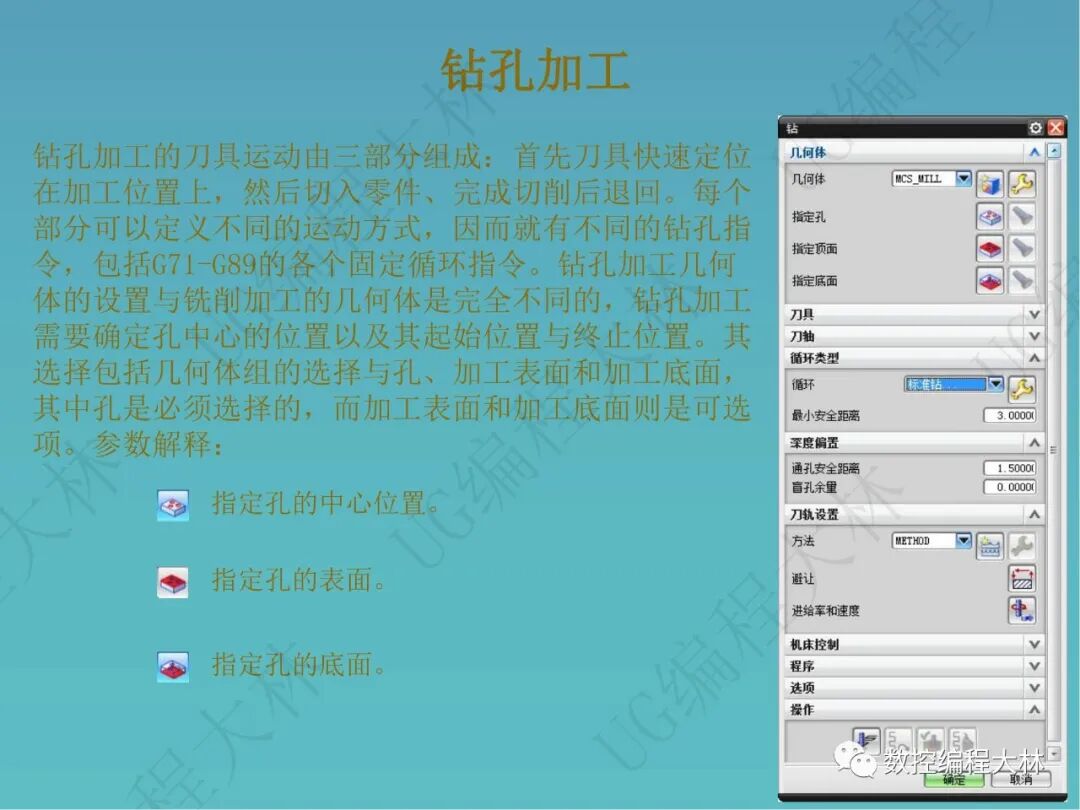
鉆孔加工的刀具運動由三部分組成:首先刀具快速定位在加工位置上,然后切入零件、完成切削后退回。每個部分可以定義不同的運動方式,因而就有不同的鉆孔指令,包括G71-G89的各個固定循環指令。鉆孔加工幾何體的設置與銑削加工的幾何體是完全不同的,鉆孔加工需要確定孔中心的位置以及其起始位置與終止位置。
5387 1 1
張偉一 ??? 3年前
巷道開挖采動應力作用下鉆孔瓦斯抽采案列 
此模型可以看到巷道、鉆孔周圍塑性區域分布,可分析巷道鉆孔周圍主應力、主應變分布,此外該模型為三維抽采模型與二維模型相比更能反映實際抽采狀態。該建模過程分為三步:1.確定初始地應力;2.確定巷道、鉆孔施工引起的采動應力下煤體滲透率分布;3.調用采用應力下煤體滲透率,設置抽采負壓,進行鉆孔抽采瓦斯。
2923 2 3
康康學長 ??? 4年前
江蘇科技大學《CS》:碳纖維復合材料鉆孔過程動態漸進破壞的跨尺度模擬 
圖8 纖維參考點中的SAFs圖9 基體參考點中的SAFs 利用ABAQUS/Explicit軟件建立了相應碳纖維復合材料的鉆孔三維有限元模型。相應的鉆孔CERPs跨尺度有限元模型和TDR參數如圖10所示。
3942 12 7
復合材料力學-君莫 ??? 4年前
煤層鉆孔周圍塑性變形 
使用摩爾—庫倫準側匹配的DP屈服準則,來作為煤體的失效判據,來研究鉆孔附近塑性區域范圍,以及滲透率變化,本案例供做水力沖孔模型的朋友參考。如需要,請聯系1045343728。模型結果如下: 等效塑性變形 塑性區域鉆孔周圍滲透率比值變化 鉆孔周圍內聚力變化
2317 1 6
康康學長 ??? 4年前
ABAQUS案例-復合材料層合板鉆孔切削及收斂性檢查 

復合材料結構正逐漸在航空、航天、汽車、船舶上應用開來,而復合材料結構當與其它結構進行連接時,就需要對復合材料結構進行切削或鉆孔。為了模擬復合材料的鉆孔或切削過程,本課程介紹了在ABAQUS中如何模擬復合材料層合板的鉆孔切削過程。同時由于鉆頭形狀太過復雜,導致切削鉆孔行為較為復雜,本課程介紹了如何在前處理過程中設置若干參數或技巧來避免計算的發散。
630 7
胡錦文 ??? 6年前
金屬與塑料鉚釘終極指南:精密制造的7大關鍵類型、鉆孔尺寸及毛刺解決方案 
鉚釘鉆孔尺寸選擇:精度決定成敗鉚釘鉆孔尺寸直接影響接合強度。孔徑不匹配會導致松動或材料損傷,需遵循以下步驟:1. 測量鉚釘桿直徑;2. 選擇比桿徑大0.1–0.3毫米的鉆頭以預留膨脹空間;3. 試裝驗證后再固定。針對不銹鋼或銅鉚釘,使用潤滑鉆頭可防止過熱并減少毛刺。4. 鉚釘與毛刺管理:主動控制策略鉚釘與毛刺常伴隨金屬加工出現。
2702
2103707493 ??? 11月前
UG編程外掛 自動鉆孔 
一鍵搞定工件的所有的鉆孔,不管大小,數量,超級省心
1900
張偉勇 ??? 2年前
ABAQUS金屬/合金螺旋鉆孔有限元仿真 
使用ABAQUS動態分析模擬鉆頭在鋁合金材料上鉆孔時鉆屑的形成
陳偉 ??? 3年前
ABAQUS 復合材料鉆孔 
ABAQUS 復合材料鉆孔及教程,內附CAE, inp, ODB, 銑刀模型圖及教程
1851
樹屋嘴饞的圓子 ??? 12月前
ABAQUS 纖維復合材料層合板鉆孔 
ABAQUS 纖維復合材料層合板鉆孔,采用puck失效準則,內附CAE, inp, ODB, VUMAT子程序 可贈送快速建模插件及abaqus纖維復合材料學習資料,特別適合初學者!
1504
樹屋嘴饞的圓子 ??? 2月前
20條/頁 
 54
54 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
