



汽車沖壓模具的回彈分析及案例 
經(jīng)過反復分析,并根據(jù)其搭接關系與設計人員溝通,對制件做出更改,增加加強筋長度,在模具本身增加整形序,預定整形1~3.5 mm.工藝排序增加整形序,制件整個側壁全部整形,保證制件無回彈現(xiàn)象發(fā)生。如圖5所以,組后翻邊側沖序增加整形鑲塊,而且模具鑲塊全部用Cr12MoV材質,保證處理淬火硬度達到HRC58~62。最終確定此方案,按照此方案更改模具,現(xiàn)場驗證成形制件無回彈現(xiàn)象出現(xiàn)。
3109
金屬加工前沿 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
用多道沖壓工序沖形狀復雜的零件,而且模具結構或強度被受限制,它的內(nèi)外輪廓應分成幾部分沖裁。對于平面度要求較高的工件,可在沖裁工序后再添加一次校平工序操作。二、結構形狀是否復雜決定了彎曲件要用多少工序數(shù)量,這根據(jù)彎曲角的數(shù)目、相對位置和彎曲方向來決定。那有時候為什么要在彎曲后增加一道整形工序呢?這是因為彎曲件的彎曲半徑小于允許值。
1900
模具設計UG編程教學 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
用多道沖壓工序沖形狀復雜的零件,而且模具結構或強度被受限制,它的內(nèi)外輪廓應分成幾部分沖裁。對于平面度要求較高的工件,可在沖裁工序后再添加一次校平工序操作。二、結構形狀是否復雜決定了彎曲件要用多少工序數(shù)量,這根據(jù)彎曲角的數(shù)目、相對位置和彎曲方向來決定。那有時候為什么要在彎曲后增加一道整形工序呢?這是因為彎曲件的彎曲半徑小于允許值。
2175
UG編程模具設計實戰(zhàn) ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
彎曲件加工的精度與很多因素有關,如彎曲件材料的力學性能和材料厚度、模具結構和模具精度、工序的多少和工序的先后顧序以及彎曲件本身的形狀尺寸等。精度要求較高的彎曲件必須嚴格控制材料厚度公差。一般彎曲件的尺寸經(jīng)濟公差等級最好在IT13級以下,增加整形等工序可以達到IT11級。彎曲過程彎曲加工的過程是利用V形彎曲模壓彎V形件的模具結構圖。
5978 2
金屬加工前沿 ??? 3年前
汽車沖壓生產(chǎn)車間工藝概述 
它包括模具正確安裝與調整;注意保持模具的清潔和合理的潤滑;防止誤送料、上雙料;嚴格控制凸模進入凹模的深度,控制校正彎曲、整形等工序中上模的下死點位置;及時的打磨、拋光等。
2805 1
金屬加工前沿 ??? 3年前
車架類沖壓模具設計注意事項 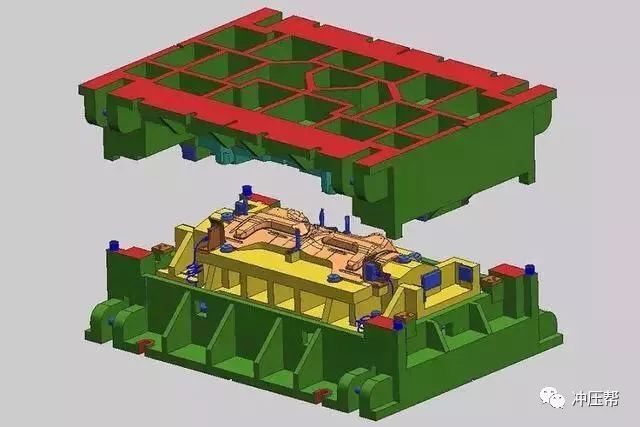
2 其余部分沖壓模具設計 下圖圖形就是U形雙直角彎曲成形的一個工件,是利用Q235鋼板沖壓形成的,利用的沖壓設備是30t~100t,使用的模具是30mm厚的Q235鋼板焊接形成的。
4028 3
金屬加工前沿 ??? 2年前
高速沖壓模具吊緊緩沖組件的設計原則 
項目背景 上汽大眾某車型后門內(nèi)板是一模兩件生產(chǎn),5 序沖壓成形。其中OP20 為拉延,OP30、OP40 為切邊,OP50 為切邊沖孔,OP60 為整形。原生產(chǎn)線為普通高速線,無故障沖次為12 次/min,后轉移至MEB 高速伺服沖壓線上生產(chǎn),無故障沖次提高為16 次/min。
2466 1
金屬加工前沿 ??? 3年前
側圍外板尾燈口暗坑優(yōu)化方法研究 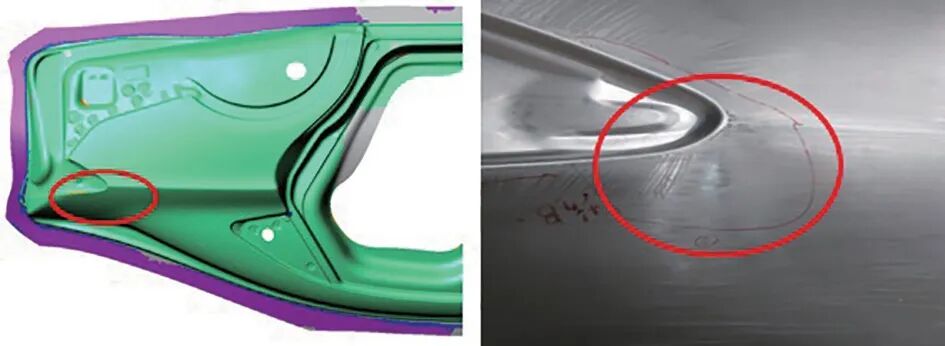
圖4 側圍外板拉延模具型面特征示意圖從整形模具的特征區(qū)域(圖5)狀態(tài)來看,尾燈口整形凸模造型為反成形;尾燈整形凹模棱線存在凹點聚料,導致該區(qū)域沖壓件型面發(fā)生二次變形,缺陷會集中在尾燈口頂面區(qū)域的正向成形的夾角交界處,是強行變形區(qū)域。圖5 側圍外板整形模具型面特征示意圖⑶模具型面分析。
2029 1 1
金屬加工前沿 ??? 3年前
沖壓拉伸件的缺陷及其預防措施 
生產(chǎn)過程中建立起嚴格的檢驗制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產(chǎn),同時加強巡檢,當發(fā)生意外時要及時處理;E. 堅持文明生產(chǎn)制度,如工件和坯件的傳送一定要用合適的工位器具,否則會壓傷和擦傷工件表面影響到工件的表面質量;F. 在沖壓過程中要保證模具腔內(nèi)的清潔,工作場所要整理的有條理加工后的工件要擺放整齊。
1930
模具設計UG編程教學 ??? 4年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
要注意確保每道工序的變形區(qū)都是弱區(qū),現(xiàn)已成形的部分(含現(xiàn)已沖制出的孔或外形)在以后的工序中不得再參加變形,多角曲折件要先彎外后彎內(nèi),要組織必要的輔佐工序和整形、校平、熱處理等工序。4.在確保制件精度的前提下,依據(jù)出產(chǎn)批量和毛坯定位與出料要求,斷定合理的工序組合辦法。
2009
UG編程模具設計實戰(zhàn) ??? 3年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
要注意確保每道工序的變形區(qū)都是弱區(qū),現(xiàn)已成形的部分(含現(xiàn)已沖制出的孔或外形)在以后的工序中不得再參加變形,多角曲折件要先彎外后彎內(nèi),要組織必要的輔佐工序和整形、校平、熱處理等工序。4.在確保制件精度的前提下,依據(jù)出產(chǎn)批量和毛坯定位與出料要求,斷定合理的工序組合辦法。
2189
模具設計UG編程教學 ??? 3年前
沖壓模具設計前的規(guī)劃與步驟 
要注意確保每道工序的變形區(qū)都是弱區(qū),現(xiàn)已成形的部分(含現(xiàn)已沖制出的孔或外形)在以后的工序中不得再參加變形,多角曲折件要先彎外后彎內(nèi),要組織必要的輔佐工序和整形、校平、熱處理等工序。關注微信公眾號,沖壓幫 4.在確保制件精度的前提下,依據(jù)出產(chǎn)批量和毛坯定位與出料要求,斷定合理的工序組合辦法。
4402 2
金屬加工前沿 ??? 2年前
沖壓工藝仿真中界面接觸壓力計算精度研究 
本研究采用U形件彎曲成形,其中圓角半徑為5mm,成形深度50mm,模具間隙設定為板料厚度的5%。如圖1所示,由于U形件的幾何形狀以及施加載荷的對稱性,本模型只建立二分之一U形件,并通過板料寬向邊界約束設置,實現(xiàn)平面應變狀態(tài)下的彎曲。 板料選取冷軋雙相鋼DP590,板料厚度為2mm。按照汽車沖壓件工藝仿真的常規(guī)設置,鋼板假定為彈塑性材料,模具設定為剛性。
5405 7
FMMM ??? 2年前
金言 | 我對鍛壓行業(yè)高質量發(fā)展的認識-鍛壓行業(yè)的重要性 
成形工序:毛坯或零件改變形狀的工序,包括拉深、彎曲、脹形、縮口、刻印、起伏成形、翻邊、局部擠壓、熨薄和整形等。 復合工序:該類工序包含沖(孔)裁、落料和成形等兩種以上工序,主要是通過復合模或連續(xù)(級進)模來實現(xiàn)。
4601 5
數(shù)控編程網(wǎng) ??? 3年前
熱沖壓成形模具設計要點
22MnB5是熱沖壓成形鋼板中最常用的鋼種。22MnB5典型化學成分如表2所示,圖1是22MnB5熱沖壓成形鋼板的CCT曲線。因國內(nèi)外各個鋼廠產(chǎn)線不同,國內(nèi)外各個鋼廠的22MnB5成分會稍有一些差異,CCT曲線也會稍有差異。近幾年,國內(nèi)出現(xiàn)Mn-B系基礎上添加Mo、Nb、V等元素,優(yōu)化熱成形鋼的抗氧化性、尖角彎曲性能、耐延遲開裂等性能,取得了較好的效果。
3442 1
金屬加工前沿 ??? 3年前
五金沖壓件加工廠經(jīng)常用到的成形模 
五金沖壓件生產(chǎn)廠家在塑性成形工序常用到模具情況如下: 壓彎模、卷邊模、扭曲模常用于塑性成形工序的彎曲工序; 拉深模用于塑性成形工序的拉深工序; 起伏成形模、翻邊模、脹形模、縮口模、整形模、校平模用于塑性成形工序的成形工序; 用于五金沖壓生產(chǎn)的塑性成形工序的沖壓模具還有:壓印模、冷擠壓模、頂鐓模以及用于以后鉆孔定心的錐形凸模。
2111
東一金屬 ??? 2年前
沖壓件表面質量不好的原因 
沖壓原材料或毛坯表面質量不好會產(chǎn)生以下不良后果: 1.沖壓加工時,材料表面粗糙且不干凈,材料與模具之間的摩擦會增加,模具的工作表面會被破壞,模具會磨損,致使沖壓件表面出現(xiàn)毛刺; 2.材料彎曲部分表面粗糙、橫截面質量也較粗糙、表面不平整、光滑度不高、并且有雜質。這不僅對回彈有很大影響,使彎曲部分彎曲而扭轉,還容易造成斷裂和損壞,使最小彎曲半徑值增大。
2302 1
東一金屬 ??? 3年前
老師傅總結:沖壓件常見不良及對策,有你想要的么? 
對策原材料必須與規(guī)定的技術條件相符合;對于工藝規(guī)程中所規(guī)定的各個環(huán)節(jié)應全面的嚴格的遵守;所使用的壓力機和沖模等工裝設備,應保證在正常的工作狀態(tài)下工作;生產(chǎn)過程中建立起嚴格的檢驗制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產(chǎn),同時加強巡檢,當發(fā)生意外時要及時處理;在沖壓過程中要保證模具腔內(nèi)的清潔,工作場所要整理的有條理加工后的工件要擺放整齊。
1969
模具設計UG編程教學 ??? 4年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學到老! 
如果孔徑能在沖床公稱力范圍內(nèi)沖成,那么一個放射形模具和一凸透鏡模具就能在四次之內(nèi)沖壓出所需的孔而無須旋轉模具(B)十四、最后才向下成形 當選用成形模具時,應避免進行向下成形操作,因為這樣會占用太多垂直空間和導致額外的平整或彎曲板材工序。向下成形也可能陷入下模,然后被拉出轉塔,然而,如果向下成形是唯一的工藝選擇,那么應該把它作為對板材的最后一步處理工序。
2179 1
模具設計UG編程教學 ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
如果孔徑能在沖床公稱力范圍內(nèi)沖成,那么一個放射形模具和一凸透鏡模具就能在四次之內(nèi)沖壓出所需的孔而無須旋轉模具(B)十四、最后才向下成形當選用成形模具時,應避免進行向下成形操作,因為這樣會占用太多垂直空間和導致額外的平整或彎曲板材工序。向下成形也可能陷入下模,然后被拉出轉塔,然而,如果向下成形是唯一的工藝選擇,那么應該把它作為對板材的最后一步處理工序。
2060
UG編程模具設計實戰(zhàn) ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
