



Moldex3D模流分析之氣體輔助射出成型與水輔助射出成型模組 
氣體/水輔助射出成型簡(jiǎn)介氣體輔助射出成型(GAIM)與水輔助射出成型(WAIM)發(fā)展于1970年代以改善產(chǎn)品的表面質(zhì)量,減少翹曲、成型周期、鎖模力、材料/成本,以及減輕產(chǎn)品重量。其成形過(guò)程先將熔膠射入模穴中,待其部分充滿(mǎn)模穴后,再將壓縮的氣體/水通過(guò)熱噴嘴射入模穴中(氮?dú)馐浅S玫臍怏w)。在氣體/水射出階段時(shí),氣體傾向流入肉厚較厚之區(qū)域(阻力較小)使產(chǎn)品中心形成中空。
3918
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之氣體輔助射出成型與水輔助射出成型模擬教程 
氣體/水輔助射出成型簡(jiǎn)介 氣體輔助射出成型(GAIM)與水輔助射出成型(WAIM)發(fā)展于1970年代以改善產(chǎn)品的表面質(zhì)量,減少翹曲、成型周期、鎖模力、材料/成本,以及減輕產(chǎn)品重量。其成形過(guò)程先將熔膠射入模穴中,待其部分充滿(mǎn)模穴后,再將壓縮的氣體/水通過(guò)熱噴嘴射入模穴中(氮?dú)馐浅S玫臍怏w)。在氣體/水射出階段時(shí),氣體傾向流入肉厚較厚之區(qū)域(阻力較小)使產(chǎn)品中心形成中空。
2099 1 1
Moldex3D 中國(guó) ??? 3年前
Moldex3D仿真分析之射出速度驗(yàn)證數(shù)據(jù)和射出速度曲線圖 
2.射出速度驗(yàn)證:此顯示該試模中關(guān)于射出速度的紀(jì)錄。內(nèi)容包含 射出速度驗(yàn)證數(shù)據(jù) 和 射出速度曲線圖。3.保壓范圍驗(yàn)證:此顯示該試模關(guān)于保壓壓力的紀(jì)錄。內(nèi)容包含 CAE設(shè)定 和 現(xiàn)場(chǎng)試模 的數(shù)據(jù)表格。4.澆口固化驗(yàn)證: 此顯示該試模關(guān)于澆口固化時(shí)間的紀(jì)錄。內(nèi)容包含 現(xiàn)場(chǎng)試模 的表格數(shù)據(jù)和 比較圖表。5.冷卻時(shí)間驗(yàn)證: 此顯示該試模關(guān)于冷卻時(shí)間的紀(jì)錄。
2002
Moldex3D 中國(guó) ??? 6月前
Moldex3D模流分析之射出機(jī)輔機(jī)信息 
綁定后,在 管理功能 > 試模 > 試模紀(jì)錄 > 成型紀(jì)錄 頁(yè)面中,系統(tǒng)會(huì)根據(jù)使用的射出機(jī)及其綁定之模板(Excel試模表),自動(dòng)填入默認(rèn)的成型紀(jì)錄參數(shù);而使用者可再變更模板。 *注意:用戶(hù)可先至 系統(tǒng)設(shè)定 > 數(shù)據(jù)模板 > 匯入試模紀(jì)錄表 建立選項(xiàng)內(nèi)容。
2288
Moldex3D 中國(guó) ??? 12月前
模流分析應(yīng)用射出壓縮成型提高車(chē)燈透鏡品質(zhì)案例 
解決方案說(shuō)明此案例期望透過(guò)射出壓縮成型方式,改善產(chǎn)品的形變與殘留應(yīng)力問(wèn)題,射出壓縮成型是結(jié)合了傳統(tǒng)射出成型與壓縮成型兩種制程,在充填初始階段,公母模不完全閉合,而是保留一部分間距,當(dāng)塑膠射入模具內(nèi)達(dá)到一定體積時(shí),鎖模機(jī)構(gòu)將模具完全閉合,透過(guò)閉合的機(jī)制,壓縮模穴表面讓熔膠進(jìn)入模穴,完成充填。另外,調(diào)整模具機(jī)構(gòu)設(shè)計(jì),可以只針對(duì)重點(diǎn)區(qū)域局部壓縮模穴表面,稱(chēng)為射出模內(nèi)壓縮制程。
2313 1
ACMT協(xié)會(huì) ??? 2年前
Moldex3D模流分析之射出機(jī)和輔機(jī) 
綁定后,在 管理功能 > 試模 > 試模紀(jì)錄 > 成型紀(jì)錄 頁(yè)面中,系統(tǒng)會(huì)根據(jù)使用的射出機(jī)及其綁定之模板(Excel試模表),自動(dòng)填入默認(rèn)的成型紀(jì)錄參數(shù);而使用者可再變更模板。 *注意:用戶(hù)可先至 系統(tǒng)設(shè)定 > 數(shù)據(jù)模板 > 匯入試模紀(jì)錄表 建立選項(xiàng)內(nèi)容。
2255
Moldex3D 中國(guó) ??? 11月前
Moldex3D模流分析之氣體/水輔助射出成型模塊功能導(dǎo)覽 
氣體輔助射出成型與水輔助射出成型模塊 (GAIM and WAIM)氣體/水輔助射出成型簡(jiǎn)介氣體輔助射出成型(GAIM)與水輔助射出成型(WAIM)發(fā)展于1970年代以改善產(chǎn)品的表面質(zhì)量,減少翹曲、成型周期、鎖模力、材料/成本,以及減輕產(chǎn)品重量。其成形過(guò)程先將熔膠射入模穴中,待其部分充滿(mǎn)模穴后,再將壓縮的氣體/水通過(guò)熱噴嘴射入模穴中(氮?dú)馐浅S玫臍怏w)。
2344
Moldex3D 中國(guó) ??? 9月前
Moldex3D模流分析之光學(xué)射出光學(xué)件成型仿真 
步驟5: 為第二射設(shè)置黏彈與光學(xué)計(jì)算參數(shù)接著與第一射分析相同,必須在黏彈/光學(xué)頁(yè)簽勾選預(yù)測(cè)流動(dòng)殘留應(yīng)力在流動(dòng)/保壓階段和預(yù)測(cè)流動(dòng)殘留應(yīng)力在冷卻階段。再于下方勾選光學(xué)分析預(yù)測(cè),并點(diǎn)擊增加按鈕新增光傳遞方向編號(hào)并輸入實(shí)驗(yàn)光源射入產(chǎn)品的向量。其他的光學(xué)型值計(jì)算參數(shù),在此例中皆維持默認(rèn)值。步驟6: 執(zhí)行MCM和光學(xué)分析并檢查結(jié)果繼續(xù)完成其他第二射得分析設(shè)定后,將其組別也送交計(jì)算。
3018
Moldex3D 中國(guó) ??? 1年前
氣體輔助射出技術(shù)(Gas assisted injection molding) 
基本原理如圖1所示調(diào)節(jié)射入模腔的熔膠量, 然后再注入氮?dú)?將氮?dú)庾⑸?em>入熔膠,沿著阻力最小的路徑形成中空的連續(xù)通道。 圖1:調(diào)節(jié)射入模腔的熔膠量, 然后再注入氮?dú)? 將氮?dú)庾⑸?em>入熔膠,沿著阻力最小的路徑形成中空的連續(xù)通道并進(jìn)入產(chǎn)品的厚截面處,氣體壓力從高壓處向低壓處推動(dòng)熔膠完成模腔的填充。
2614 2 1
ACMT協(xié)會(huì) ??? 2年前
擠壓鑄造機(jī)壓射液壓系統(tǒng)性能仿真分析 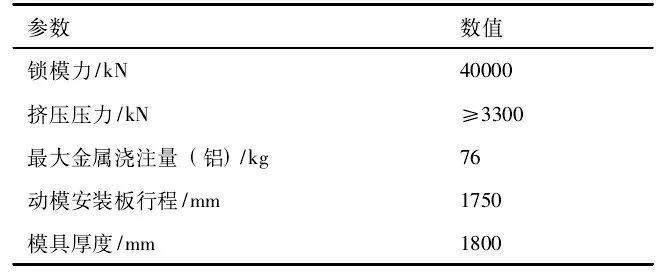
本文以4000t大型智能半固態(tài)擠壓鑄造機(jī)為研究對(duì)象,其主機(jī)結(jié)構(gòu)為 VV 型結(jié)構(gòu),結(jié)構(gòu)簡(jiǎn)單、造價(jià)低,主要由開(kāi)合模系統(tǒng)、壓射系統(tǒng)、頂出系統(tǒng)等組成。其中壓射系統(tǒng)用于將半固態(tài)漿料壓入型腔,所以,擠壓鑄造機(jī)壓射系統(tǒng)性能的優(yōu)劣對(duì)擠鑄件的質(zhì)量至關(guān)重要,擠壓壓射系統(tǒng)采用全閉環(huán)實(shí)時(shí)控制,可大大提高整機(jī)的穩(wěn)定性和可靠性。
4524
液壓那些事 ??? 2年前
Moldex3D模流分析之發(fā)泡射出成型前處理與分析過(guò)程 
關(guān)于此技術(shù),有四項(xiàng)步驟:(1)氣體溶解(Gas dissolution)- 超臨界流體(Supercritical fluid, SCF)射入料管,在高壓下與熔膠形成單相熔體。(2)成核(Nucleation)- 當(dāng)熔膠通過(guò)噴嘴射入模穴內(nèi)時(shí),因急速的壓力降而形成大量的成核點(diǎn)。(3)氣泡成長(zhǎng)(Cell growth)- 氣泡成長(zhǎng)與合并發(fā)生在成型階段時(shí)。
2488
Moldex3D 中國(guó) ??? 3年前
基于射出機(jī)的聚合物流變參數(shù)在線測(cè)試技術(shù) 
測(cè)試熔體黏度的實(shí)驗(yàn)基本程序 (1) 將測(cè)試裝置安裝在射出機(jī)中,并通過(guò)擴(kuò)展的射出機(jī)控制系統(tǒng),熱電偶和加熱環(huán)調(diào)節(jié)模具溫度。 (2) 將塑料材料放入射出機(jī)中,并將熔體保持在適合于加工的恒定定溫度下。 (3) 設(shè)定用于射出成型的加工參數(shù),并在手動(dòng)操作模式下以恒定定的射出速度將熔體射出到測(cè)試裝置中,同時(shí)記錄溫度和壓力數(shù)據(jù)。
3300 6 4
ACMT協(xié)會(huì) ??? 2年前
Moldex3D模流分析之考慮完整要素于分層射出的光學(xué)件成型模擬 
-步驟5: 為第二射設(shè)置黏彈與光學(xué)計(jì)算參數(shù) 接著與第一射分析相同,必須在黏彈/光學(xué)頁(yè)簽勾選預(yù)測(cè)流動(dòng)殘留應(yīng)力在流動(dòng)/保壓階段和預(yù)測(cè)流動(dòng)殘留應(yīng)力在冷卻階段。再于下方勾選光學(xué)分析預(yù)測(cè),并點(diǎn)擊增加按鈕新增光傳遞方向編號(hào)并輸入實(shí)驗(yàn)光源射入產(chǎn)品的向量。其他的光學(xué)型值計(jì)算參數(shù),在此例中皆維持默認(rèn)值。 -步驟6: 繼續(xù)完成其他第二射得分析設(shè)定后,將其組別也送交計(jì)算。
2158
Moldex3D 中國(guó) ??? 2年前
射出加工螺桿技術(shù)數(shù)據(jù) 
在射出加工制程中,一般的射出成形條件設(shè)定都是盡 量使用最大的射出壓力值,以及最快的射出速度值, 來(lái)使射出加工是在最短的時(shí)間內(nèi)完成,也就是成型周 期時(shí)間越短。針對(duì)不同塑料與不同設(shè)計(jì)形式的產(chǎn)品, 在射出充填時(shí)射出壓力值會(huì)依照流動(dòng)的最高需求壓力 值來(lái)驅(qū)動(dòng)。
2745 1
型創(chuàng)科技2023 ??? 2年前
科學(xué)試模對(duì)于射出成型工藝的優(yōu)化 
2),圖2:短射實(shí)驗(yàn)射出樣品同時(shí)也可以獲知射出壓力峰壓值的大 小。
3145 7 3
型創(chuàng)科技2023 ??? 2年前
ZEMAX軟件技術(shù)應(yīng)用專(zhuān)題:在 OpticStudio 中模擬高階雷射光束 
雷射的一般輸出可以從近軸波動(dòng)方程的解中找到。對(duì)於雷射增益孔徑中的矩形、圓形和橢圓對(duì)稱(chēng)性,已經(jīng)找到了該方程的三組正交解。所有這三種解決方案都可以在物理光學(xué)傳播 (POP) 中的 OpticStudio 中建模。一旦確定了由這些解決方案中的任何一個(gè)定義的光束的輸入分佈,就會(huì)使用 POP 將光束傳播通過(guò)感興趣的光學(xué)系統(tǒng)。
2057
w**elab86_Swsp ??? 3年前
Moldex3D科學(xué)試模之射出速度參數(shù) 
射出速度驗(yàn)證 ( Injection Velocity Validation )當(dāng)射出速度越快,所需的壓力也會(huì)隨之增加;而當(dāng)射出速度過(guò)慢,造成的流動(dòng)阻力也會(huì)讓此時(shí)的壓力值變大,因此如何找出最適當(dāng)?shù)?em>射出速度參數(shù)是相當(dāng)重要的。
2108
Moldex3D 中國(guó) ??? 1年前
Moldex3D模流分析之加工精靈選擇射出機(jī) 
?射出量:機(jī)臺(tái)一次能射出材料的最大重量。 ?射出壓力:機(jī)臺(tái)能提供的最大射出壓力。 ?最大流率:機(jī)臺(tái)能提供的最大射出流率。 ?鎖模力:機(jī)臺(tái)能提供的最大鎖模力。 其他頁(yè)簽中的項(xiàng)目是在較少特殊情況下來(lái)編輯。
2311 6 4
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之科學(xué)試模射出速度驗(yàn)證 
射出速度驗(yàn)證 ( Injection Velocity Validation )當(dāng)射出速度越快,所需的壓力也會(huì)隨之增加;而當(dāng)射出速度過(guò)慢,造成的流動(dòng)阻力也會(huì)讓此時(shí)的壓力值變大,因此如何找出最適當(dāng)?shù)?em>射出速度參數(shù)是相當(dāng)重要的。
2223
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之射出壓縮成型模組 
射出壓縮成型簡(jiǎn)介射出壓縮成型(ICM)的制程同時(shí)結(jié)合射出成型與壓縮成型的技術(shù)。在制程中,模具不會(huì)完全關(guān)閉,鎖模機(jī)制會(huì)在熔膠射出時(shí)開(kāi)始運(yùn)作,然后模具才會(huì)漸漸關(guān)閉。在制程結(jié)束時(shí),透過(guò)鎖模力完全關(guān)閉模具并形成產(chǎn)品的形狀。一般而言,位置控制模式與壓力控制模式常被用于控制模具位置。在下圖中,位置控制模式在熔膠射出前,公母模具之間需要一定距離。
3621
Moldex3D 中國(guó) ??? 2年前
20條/頁(yè) 
 53
53 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
