



Feature Article:便捷加工厘米級超表面透鏡——基于水溶性模具的納米壓印技術 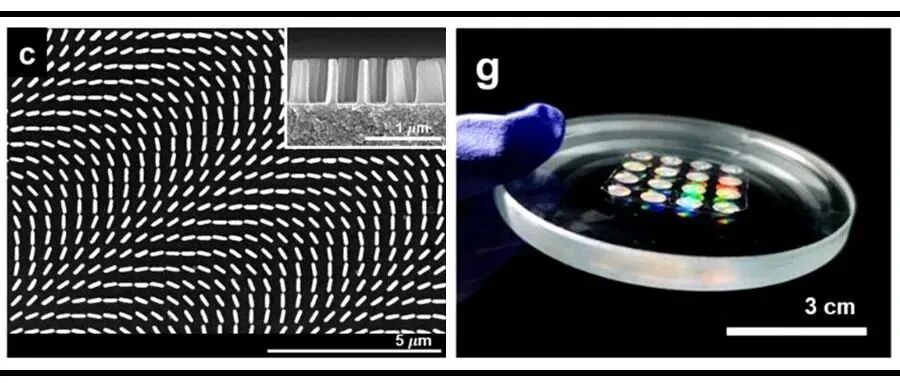
2.厘米級超表面透鏡的制備 如圖2所示。
2718
光與影 ??? 2年前
UG NX熔噴模具衣架式進膠設計要點 
: 2.模具鋼材選用: 4Cr13H、S136H、SUS431、1.2316H等 3.雙層衣架式進膠樣式
2096
張偉一 ??? 3年前
模具設計:家電產品全3D模具設計,分模 滑塊斜頂及進膠設計 

模具設計:家電產品全3D模具設計,分模 滑塊斜頂及進膠設計,本視頻全部根據工廠實戰經驗錄制,貼近工作實際,學習咨詢,草圖,軟件,工程圖或者你想要多學習資料可以加老師VX:KKLS1206免費領取
1504
騎豬的豬販子 ??? 5年前
全國新的“模具之都”,靠實力將東莞拉下模都“神壇”,憑什么? 
由于本地對于汽車零部件、化工業、家電器需求量極大,因此吸引了大量國內外模具等相關企業紛紛入駐。目前,蕪湖地區擁有兩個大型汽車模具生產基地以及瑞鵠汽車模具集中區,在這些工業園區內分布著上百家模具企業。國內最大模具生產、交易地:廣東東莞廣東省具有非常好的地理位置,交通四通八達,模具也是發展最早的地區之一。該地區為國內最大、世界級的模具進、出港口。
2128
模具設計UG編程教學 ??? 3年前
60歲老設計師總結 230條模具設計經驗,珍貴的資料! 
166.STAVAX分三級:一般級,MS 級,ES 級(光學用鏡面)167.SKD61分兩級:一般級,鍛造級,沒有方向性,性能好。168.ZDC2鋁纖合金,用于相機三角架螺絲,相機前端交換鏡頭部分。169.如下圖部品應滿足:b=1/4~1/3t﹔a=1/2c,圖2 單邊凹槽應開在澆口流向的一方,以免直接沖擊柱子。170.模具設計時要考慮機械手的取出空間。
3205 1
UG模具設計材料 ??? 3年前
UG NX畫模具結構設計要點大全,值得收藏! 
166.STAVAX分三級:一般級,MS 級,ES 級(光學用鏡面) 167.SKD61分兩級:一般級,鍛造級,沒有方向性,性能好。 168.ZDC2鋁纖合金,用于相機三角架螺絲,相機前端交換鏡頭部分。
3818
張偉一 ??? 3年前
日本精致模具設計:排氣頂針模具技術案例 
圖 5: 防止拉絲主流道澆套:防止拉絲射嘴 (圖6)進澆口突出防止 ,增加流量的設計: 進澆點的特殊設計澆套,運用在模具上,避免產品上有突點的問題。
3475 1
ACMT協會 ??? 2年前
UG NX注塑模具設計教程之2D排位實例講解 
進膠系統設計在設計進膠系統時要查閱注塑機資,需知道注塑機炮咀SR、定位環規格,唧咀SR要比炮咀SR大1-2個R,定位環要比注塑機上孔小單邊0.1mm,國內注塑機定位孔一般是直徑100,定位環直徑99.8。撐握潛進膠和打底進膠的設計原理和方法。一套模具同樣的產品不會做兩種進膠,但我們在學習時要學兩種進膠。
9194
張偉一 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
進膠方式有哪些?直接進膠→搭接進膠→側膠→環行進膠→薄片進膠→潛伏式→點進膠→牛角式進膠→扇形進膠。42. 滑塊的斜度一般取多大,斜導柱的斜度一般取多大?滑塊的斜度一般取:20度,斜導柱的斜度一般取18度。43. 冷料井的作用?冷料井的作用是:儲存先進入模具的那一小部分溫度比較低的塑膠料。44. 定位環的作用?
3454
UG模具設計材料 ??? 4年前
用CAE射出仿真技術改善產品結構 
圖3:為某電容外殼項目,材料為TG20EX (PBT-GF20 FR),客戶模具采用偏心位置點進膠,實際應用時卻發現遠離澆口端的側面有浮纖、流痕問題 圖3為某電容外殼項目,材料為TG20EX (PBT-GF20 FR),客戶模具采用偏心位置點進膠,實際應用時卻發現遠離澆口端的側面有浮纖、流痕問題。
2576 10 4
型創科技2023 ??? 2年前
確保模具順利開發的重要步驟:T零量產關鍵因子之DFX 
模具布局和模穴數量:考慮產量的需求、模具結構、射出成型機限制(例如:射出成型機的噸數)及射出平衡性,決定模穴的數量。 進澆:依據模流分析結果來決定進澆的方式、數量及位置,并和客戶做確認,其中位置的選擇須考慮是否會影響成型之后的澆口去除的方式和便利性。同時考慮質量和成本,建議也可以評估熱膠道系統的使用。 分模線:根據模具結構和客戶需求確定成品分模線的位置。
2860 3
型創科技2023 ??? 2年前
應用 CAE 模流分析技術在閥式熱澆道系統之模具設計 
何謂閥式澆口閥式澆口是熱澆道模具的另一種設計,透過” 時間序列控制器” 讓澆口可以分段開啟與關閉,在多澆口的模具設計中避免結合線與減少翹曲變形的產生。此技術目前在國內已逐漸廣泛被使用在汽機車產業與計算機周邊產品。以Amold 熱澆道系統而言,閥澆口共有3種設計方式,包括” 單點模具中心進澆”、” 多點組合式熱流板進澆” 及” 多點整體型熱流板進澆” 方式可供選擇。
2230 5
型創科技2023 ??? 3年前
用CAE射出仿真技術改善產品結構 
圖3:為某電容外殼項目,材料為TG20EX (PBT-GF20 FR),客戶模具采用偏心位置點進膠,實際應用時卻發現遠離澆口端的側面有浮纖、流痕問題 圖3為某電容外殼項目,材料為TG20EX (PBT-GF20 FR),客戶模具采用偏心位置點進膠,實際應用時卻發現遠離澆口端的側面有浮纖、流痕問題。
2616 2 2
型創科技2023 ??? 2年前
UG模具設計結構教程 經典的螺紋模具結構解析 
— ,產品進膠方式:產品進膠方式有很多種,有搭底進膠,潛水進膠, 直接澆口,牛角進膠,側進膠,點進膠等,此產品外觀要求嚴格,效率要求高,本套模具采用細水口進膠,如下圖所示:二, 通過斜率分析可以看出,產品在左右方存在倒扣,在右邊的倒扣內部有一圈螺紋倒扣,在螺紋倒扣內部還存在一處倒扣,產品在左邊也存在倒扣,倒扣內部還存在倒扣,分析結果如下圖所示:三、產品右側面有一周的螺紋,螺紋里面也有倒扣
3334
UG模具設計材料 ??? 4年前
塑膠模具與壓鑄模具在設計中的8大區別以及注意事項 
二、進膠的設計區域1.壓注模流道設計的越大越好,盡量避免壓力損失。2.流道設計過程中一定要順暢,盡量要圓弧過渡,不能的臺階產生。3.進膠點厚度一定要薄,但一定要寬,進膠厚度控制在0.3~0.8MM以內。4.流道可以二次回收,對產品強度不存影響。三、排氣的設計區域1.為了確保產品的質密度以及強度,排氣盡量多。
3937 2
張偉一 ??? 2年前
左右后視鏡殼體注射模具設計+3d 
模具外形圖見圖2所示,由于塑件左右對稱,因此,模具設計型腔排位為1+1,模具設計排位為兩穴直線并列排位,兩個滑塊處于同一側。模胚為非標模胚CI5790,模具屬于大型模具,模胚邊緣設計了4個斜度定位塊,便于模具抵御注塑時型腔的側向力,保持合模精度,模架定位塊的定位通常稱為二級定位。
2227
模具論壇 ??? 4年前
基于光電傳感器的模具廢料監測系統設計 附基于ADMAS 動力總成28工況計算下載 
來源:模具工業0 引 言某車間的自動化沖壓生產線生產前門外板時,廢料線堵塞。經排查,發生堵塞的原因是廢料長度超過了廢料線的運載極限。前門外板的廢料分為二級,首先整體切下,廢料長度約 1 500 mm,為一級廢料;因廢料線運載能力為700 mm,需再將廢料分段切開成二級廢料,如圖1所示。該前門外板修邊模上模完成切斷回退過程中將二級廢料帶起,導致廢料滑落不順暢,將一級廢料墊偏。
2591
ouju7687 ??? 3年前
十幾年模具人總結的未來模具的主要幾個發展方向,說的太好了 
而在這個過程中,對模具設計人員的要求也會越來越高,那個時候,模具設計人員對自動化設備不能僅僅是了解了,還要參與到設計中才行。在視械化程度高度發展的未來,普工這個名詞也將可能消失了。以后的工廠,只有三種人:管理人,技術人,機器人。3.新型模具隨著技術革新不斷進、很多原來需要很復雜,很曲折的方式達到的模具河以變得很簡單。也有很多原來認為是不可能的結構成為可能。
1975
UG模具設計材料 ??? 4年前
模具經典之作:汽車空調殼體模具結構剖析 
二、產品進膠產品采用兩點針閥式熱咀進膠,直接點在產品表面上,如下圖所示。前后模仁鑲苛三、模具結構模具結構1(前模行位)倒扣1與倒扣2出在前模,按一般思維可以采用前模斜頂結構或彈板抽芯,這套模具采用油缸轉換抽芯,一個油缸控制兩個行位,利用鏟基封膠。
1920 1
UG模具設計材料 ??? 4年前
商用車曲軸自動線鍛造技術研究 
圖6 二級座拉入拉出示意圖自動線鍛模結構工藝研究商用車曲軸在機鍛模具工藝布排上,分為預鍛、終鍛工步,終預鍛模具安裝在二級座上,通過拉出拉入二級座即可完成模具的切換。由于曲軸類產品外形尺寸相差不大,鍛模采用標準模塊大小,避免了二級座和共用件屢次更換帶來的不便。所有模具安裝基準一致,即終鍛模具作為最終安裝定位基準,通過預鍛模具擠壓終鍛模具,并采用楔塊把緊,實現模具緊固,如圖7 所示。
3919
FMMM ??? 3年前
20條/頁 
 52
52 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
