



激光深熔焊接的原理及主要工藝參數
只有當工件上的激光功率密度超過閾值(與材料有關),等離子體才會產生,這標志著穩定深熔焊的進行。如果激光功率低于此閾值,工件僅發生表面熔化,也即焊接以穩定熱傳導型進行。而當激光功率密度處于小孔形成的臨界條件附近時,深熔焊和傳導焊交替進行,成為不穩定焊接過程,導致熔深波動很大。激光深熔焊時,激光功率同時控制熔透深度和焊接速度。焊接的熔深直接與光束功率密度有關,且是入射光束功率和光束焦斑的函數。
3587 3
化工設備人 ??? 4年前
同熔指不同剛韌性?用TREF技術深挖茂金屬PE晶間纏結網絡,精準指導高端柔性包裝選材! 
PI最低熔體粘度測不準?掌握這5個流變測試核心控制點,解決FCCL壓膜起泡脫層!
768
國高材高分子材料產業創新中心 ??? 11天前
同軸送粉TIG熔覆過程數值模擬與試驗研究 
圖7 粉體顆粒運動軌跡數值模擬結果 3 試驗驗證3.1 試驗條件同軸送粉TIG熔覆試驗用時代逆變WSM-400型焊機,北京隆源生產的AFS系列送粉器,送粉氣和保護氣均為質量分數為99.99%的高純氬氣,母材為316L不銹鋼,尺寸為250 mm×150 mm×10 mm,可在寬度方向進行多次熔覆,熔覆材料由比例為98∶2的316L粉末和SiC粉末均勻混合而成,其粒徑分別約為20
2744 2
學時習 ??? 2年前
金魯鼎自動焊設備批量生產實戰經驗分享,這些技術細節你注意到了嗎? 
專利技術加持 他們的 活性氬弧焊增透劑(專利號:ZL 2010 1 0117476.5)和 弧長跟蹤系統,在保證熔深的同時顯著提升了焊接效率,比傳統工藝節省約 40% 的時間。 吧友們是否也在使用自動焊設備?遇到過哪些常見問題?歡迎留言交流經驗!如果有具體技術疑問,也可以一起探討解決方案
2369
jinluding ??? 1年前
【汽車工藝】汽車制造中多種焊接方法大總結 
缺點及局限性: 熔深較淺,焊接速度較慢,焊接生產率較低。 鎢極載流能力有限,過大的電流會使焊接接頭的力學性能降低,特別是塑性和沖擊韌度降低。 對工件的表面要求較高。 焊接時氣體的保護效果受周圍氣流的影響較大,需采取防護措施。 生產成本較高。
4174 2
芝能汽車 ??? 3年前
如何調節焊接電流 
e、檢查焊縫成形狀況 焊接電流過大時,焊縫熔數金屬低,熔深大,易咨咬邊;焊接電流過小時,焊縫熔數金屬窄而高,且兩側與母材結合不良;焊接電流適中時,焊縫熔數金屬高度適中,焊縫熔數金屬兩側與母材結合得很好。
2641
化工設備人 ??? 4年前
6種先進的焊接工藝技術!你了解幾種? 
▲對焊接件進行點焊固定▲進行連續激光焊接激光焊接可以采用連續或脈沖激光束加以實現,激光焊接的原理可分為熱傳導型焊接和激光深熔焊接。功率密度小于10~10 W/cm為熱傳導焊,此時熔深淺、焊接速度慢;功率密度大于10~10 W/cm時,金屬表面受熱作用下凹成"孔穴",形成深熔焊,具有焊接速度快、深寬比大的特點。
2830
金屬加工前沿 ??? 3年前
新能源汽車用聚丙烯基微發泡材料應該更關注熔體粘度還是熔體強度? 
圖 化學微發泡成型過程微觀示意在發泡過程中,熔體強度決定了氣泡能否被穩定地捕獲和擴張而不破裂。如果熔體強度不足,氣泡會合并或塌陷,導致泡孔結構不均甚至整個發泡過程的失敗。在熱成型中,熔體強度影響著片材在加熱下的抗下垂能力(sag resistance)以及在模具中的拉伸均勻性。高的熔體強度允許使用更深的拉伸比和更復雜的模具設計。
2358 1 1
國高材高分子材料產業創新中心 ??? 8月前
新能源汽車用聚丙烯基微發泡材料應該更關注熔體粘度還是熔體強度? 
圖 化學微發泡成型過程微觀示意在發泡過程中,熔體強度決定了氣泡能否被穩定地捕獲和擴張而不破裂。如果熔體強度不足,氣泡會合并或塌陷,導致泡孔結構不均甚至整個發泡過程的失敗。在熱成型中,熔體強度影響著片材在加熱下的抗下垂能力(sag resistance)以及在模具中的拉伸均勻性。高的熔體強度允許使用更深的拉伸比和更復雜的模具設計。
2332 1 1
國高材高分子材料產業創新中心 ??? 8月前
焊接人必懂的6種先進焊接工藝!漲知識了… 
功率密度小于10~10 W/cm為熱傳導焊,此時熔深淺、焊接速度慢; 功率密度大于10~10 W/cm時,金屬表面受熱作用下凹成"孔穴",形成深熔焊,具有焊接速度快、深寬比大的特點。 激光焊接技術廣泛被應運在汽車、輪船、飛機、高鐵等高精制造領域,給人們的生活質量帶來了重大提升,更是引領家電行業進入了精工時代。
2866 1
化工交流 ??? 3年前
Moldex3D模流分析之流動熔膠區、包封、縫合線 
流動熔膠區 (Melt Zone) 流動熔膠區為一指針來顯示熔膠在局部位置的填充率,通常會提供在轉注式與壓縮式制程的模擬。1跟0分別代表此區域已充填及未充填,而中間的值則是波前的位置所在。
2217
Moldex3D 中國 ??? 2年前
20個電氣元件選型口訣,果斷收藏!
測電流求容量數,可幫助電工迅速調整照明干線三相負荷容量不平衡問題,可幫助電工分析配電箱內保護熔體經常熔斷的原因,配電導線發熱的原因等等。Part.4測知無銘牌380V單相焊接變壓器的空載電流,求算額定容量口訣:三百八焊機容量,空載電流乘以五。變壓器的空載電流一般約為額定電流的6%~8%(國家規定空載電流不應大于額定電流的10%)。
2473 4 2
電氣分享社區 ??? 3年前
技術研究|利用高壓毛細管流變儀研究熔體的穩定流動 
PART04經驗建議通過了解高壓毛細管流變儀的各項設置的原理,可以針對不同的測試需求去設置對應的參數來達到我們的測試目的,開發不同的方法,以進行更深層次的技術研究,拓展儀器檢測能力。本案例分享了熔體穩定性的測試設置,未來將會繼續針對恒壓力測試、恒載荷測試、擠出脹大測試等不同的技術需求進行方法開發。
2305
國高材高分子材料產業創新中心 ??? 3年前
鋁合金的焊接方法和材料選用大全 
,在進行鋁合金交流TIG焊時,是在焊縫表面涂敷一層SiO2活性劑以改變焊縫熔深、減少預熱程序和降低焊接難度。
3458 2
金屬加工前沿 ??? 3年前
Moldex3D模流分析之塑化模擬 
此XY曲線表示了在特定螺桿位置兩齒之間性質的平均值沿溝槽深(高)度方向分布。X軸為結果數值的變化而Y軸為溝槽從螺桿至料管側的位置。-溫度(Temperature):塑料主要是被料管上的加熱片加熱但因為螺桿轉動時流動的剪切生熱又會更進一步升溫。 足夠的溫度能夠幫助材料塑化,但溫度太高則會導致塑料降解。
2288
Moldex3D 中國 ??? 10月前
TIG、MIG 、MAG 焊接的區別對比!一次整明白! 
以外加氣體作為電弧介質,并保護金屬熔滴、焊接熔 池和焊接區高溫金屬的電弧焊方法,稱為熔化極氣體保護電弧焊。用實芯焊絲的惰性氣體(Ar 或 He)保護電弧焊法稱為熔化極惰性氣體保護焊, 簡稱 MIG 焊。 MIG 焊接除用金屬絲代替焊炬內的鎢電極外,其它和 TIG 焊一樣。因此,焊絲由電弧熔化,送入焊接區。電力驅動輥按照焊接所需從線軸把焊絲送入焊炬,熱源也是直流電弧。
4707 1
化工設備人 ??? 3年前
移動的激光熱源加熱及熱形變仿真(COMSOL) 
結果可看熔深大小,焊接熱變形,激光行走過程等溫面分布等。
3583 4 9
冰硯515 ??? 2年前
塑膠件的結構設計:超聲波焊接篇(上) 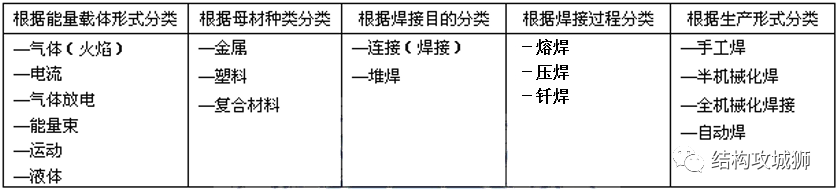
金屬焊接方法有40種以上,如果根據焊接過程進行分類,主要分為熔焊、壓焊和釬焊三大類。1、熔焊,是在焊接過程中將工件接口加熱至熔化狀態,不加壓力完成焊接的方法。熔焊時,熱源將待焊兩工件接口處迅速加熱熔化,形成熔池。熔池隨熱源向前移動,冷卻后形成連續焊縫而將兩工件連接成為一體。2、壓焊,是在加壓條件下,使兩工件在固態下實現原子間結合,又稱固態焊接。
4621 2 1
結構攻城獅 ??? 3年前
Moldex3D模流分析之Plasticizing 
此XY曲線表示了在特定螺桿位置兩齒之間性質的平均值沿溝槽深(高)度方向分布。X軸為結果數值的變化而Y軸為溝槽從螺桿至料管側的位置。-溫度(Temperature):塑料主要是被料管上的加熱片加熱但因為螺桿轉動時流動的剪切生熱又會更進一步升溫。 足夠的溫度能夠幫助材料塑化,但溫度太高則會導致塑料降解。
2363
Moldex3D 中國 ??? 1年前
熱裂紋的主要產生原因及預防措施 
2、焊縫橫截面形狀 當焊縫深度比寬度大時,會使凝固顆粒增長垂直于焊接中心,容易產生熱裂紋,特別是高熔深的埋弧焊和藥芯焊絲氣保焊用于厚板窄間隙焊接時更容易發生。建議焊道寬深比(焊縫寬度/焊縫深度)在1~1.4之間有利于提高抗裂性。 此外,凹形焊縫比凸形焊縫更容易產生裂紋,而高電壓、焊接速度過快是凹形焊縫的主要成因,應盡量避免。
2815 2
金屬加工前沿 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
