



技術(shù)分享:呋喃樹(shù)脂砂鑄造原砂、樹(shù)脂、固化劑的影響分析和選擇 
即要不產(chǎn)生N氣孔,又要降低成本是有可能的:如生產(chǎn)廠的樹(shù)脂的N含量為4%,鑄造廠的樹(shù)脂加入量為1.5%,則帶進(jìn)的N含量為0.06%。如果鑄造廠采取措施后,將樹(shù)脂加入量降至為1.0%,則可用價(jià)格低的含N量為6%的樹(shù)脂,帶入的N含量仍為0.06%,這樣樹(shù)脂生產(chǎn)廠可降低樹(shù)脂成本,鑄造廠的樹(shù)脂加入量低。購(gòu)買(mǎi)的樹(shù)脂價(jià)格也低,可雙重得益。
2824
鑄造工程師 ??? 4年前
樹(shù)脂砂工藝生產(chǎn)鑄鋼件,熱裂缺陷最頭疼,從4方面有效解決!
2、樹(shù)脂砂受熱后,在還原性氣氛下樹(shù)脂炭化結(jié)焦而形成堅(jiān)硬的焦炭骨架,能提高砂芯熱強(qiáng)度(如1000℃時(shí)樹(shù)脂砂的抗壓強(qiáng)度是水玻璃砂的5"10倍),嚴(yán)重阻礙砂芯(型)退讓。呋喃樹(shù)脂中糠醇的含量越高(氮含量越低),鑄件的熱裂傾向越大,因?yàn)榭反继岣吡?em>樹(shù)脂的熱分解溫度,降低了樹(shù)脂的熱分解速度,從而降低了砂型或砂芯的潰散性,使砂型或砂芯更加阻礙鑄件收縮,造成鑄件熱裂傾向加重。
2368
鑄造工程師 ??? 3年前
覆膜砂鑄造工藝過(guò)程解析,各項(xiàng)技術(shù)參數(shù)可收! 
覆膜砂鑄造在鑄造領(lǐng)域已有相當(dāng)長(zhǎng)的歷史,鑄件的產(chǎn)量也相當(dāng)大;但采用覆膜砂鑄造生產(chǎn)精密鑄鋼件時(shí)面臨很多難題:粘砂(結(jié)疤)、冷隔、氣孔。如何解決這些問(wèn)題有待于我們?nèi)ミM(jìn)一步探討。
2599
鑄造工程師 ??? 4年前
樹(shù)脂砂工藝生產(chǎn)鑄鋼件,最頭疼的熱裂缺陷,從四個(gè)方面出手解決!
2、樹(shù)脂砂受熱后,在還原性氣氛下樹(shù)脂炭化結(jié)焦而形成堅(jiān)硬的焦炭骨架,能提高砂芯熱強(qiáng)度(如1000℃時(shí)樹(shù)脂砂的抗壓強(qiáng)度是水玻璃砂的5"10倍),嚴(yán)重阻礙砂芯(型)退讓。呋喃樹(shù)脂中糠醇的含量越高(氮含量越低),鑄件的熱裂傾向越大,因?yàn)榭反继岣吡?em>樹(shù)脂的熱分解溫度,降低了樹(shù)脂的熱分解速度,從而降低了砂型或砂芯的潰散性,使砂型或砂芯更加阻礙鑄件收縮,造成鑄件熱裂傾向加重。
2365
鑄造工程師 ??? 4年前
鑄造環(huán)節(jié)控制要點(diǎn)匯總:碾砂、造型、熔煉、澆注、清理、檢查 
鑄鐵鉚焊平板通常采用灰鑄鐵或球墨鑄鐵進(jìn)行鑄造。灰鐵被稱為孕育鑄鐵,其以低廉的成本,良好的減震性、耐磨性、機(jī)械性能和鑄造性能被廣泛應(yīng)用于鑄造行業(yè)中。要使用灰鑄鐵獲得合格的鑄造坯件,必須經(jīng)過(guò)碾砂-造型-熔煉-澆注-清理-檢查等眾多環(huán)節(jié),要保證鑄件的質(zhì)量就必須控制好鑄造過(guò)程中的各個(gè)環(huán)節(jié)。
2570
鑄造工程師 ??? 4年前
實(shí)例講解:鑄造自動(dòng)生產(chǎn)線型砂質(zhì)量控制核心的8項(xiàng)指標(biāo) 
舉例2:某鑄造車(chē)間,垂直分型生產(chǎn)線生產(chǎn)中小鑄件,鑄件砂眼廢品嚴(yán)重,型砂:緊實(shí)率 濕壓強(qiáng)度 透氣性 水份 含坭量27% 0.26MPa 55 3.75% 18.05% 所使用的原砂為鄭州圃田,粒度為 70/140,并且所用芯子的復(fù)膜砂粒度也為70/140。緊實(shí)率過(guò)低,會(huì)降低型砂的韌性,易形成砂眼。
2590 1
鑄造工程師 ??? 4年前
砂型鑄造工藝全解,教你兼顧鑄件質(zhì)量和生產(chǎn)成本及效率 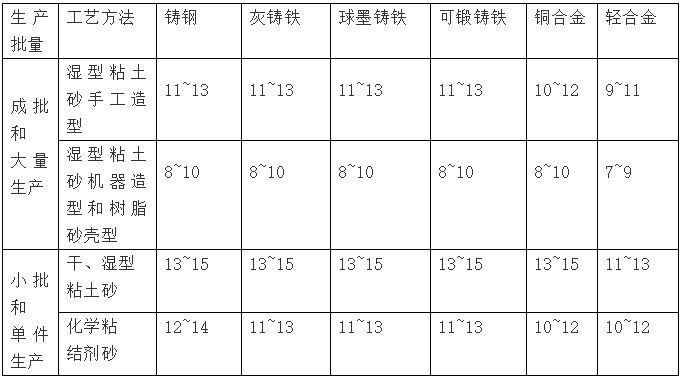
與粘土砂和樹(shù)脂砂相比,水玻璃砂工藝是最可能實(shí)現(xiàn)綠色清潔鑄造生產(chǎn)的造型制芯工藝。6. 結(jié) 論鑄造的產(chǎn)品多種多樣,造型的工藝也是千變?nèi)f化。我們?cè)谶x擇自己產(chǎn)品的生產(chǎn)工藝時(shí)必須要有科學(xué)的態(tài)度,要從實(shí)際出發(fā),要根據(jù)鑄件的材質(zhì)、結(jié)構(gòu)特點(diǎn)和質(zhì)量要求進(jìn)行綜合考慮。
5640 1
鑄造工程師 ??? 2年前
粘砂(結(jié)疤)、冷隔、氣孔?4步有效解決覆膜砂鑄件缺陷 
覆膜砂鑄造在鑄造領(lǐng)域已有相當(dāng)長(zhǎng)的歷史,鑄件的產(chǎn)量也相當(dāng)大;但采用覆膜砂鑄造生產(chǎn)精密鑄鋼件時(shí)面臨很多難題:粘砂(結(jié)疤)、冷隔、氣孔。如何解決這些問(wèn)題有待于我們?nèi)ミM(jìn)一步探討。
3312
鑄造工程師 ??? 4年前
3D打印在鑄造行業(yè)的優(yōu)勢(shì)解讀,看看美日等國(guó)為什么重視3D技術(shù)在鑄造上的應(yīng)用 
▼3D打印的過(guò)程,就是先鋪一層砂,用粘接劑進(jìn)行固化,然后層層疊加。砂模的材料是石英砂,由于是利用樹(shù)脂把砂材料粘結(jié)起來(lái),所以這種砂也叫樹(shù)脂砂。樹(shù)脂砂材料的層厚可以低至僅僅300微米(三根人類(lèi)頭發(fā)絲的厚度)。打印過(guò)程在模具領(lǐng)域,樹(shù)脂砂被各國(guó)公認(rèn)為是未來(lái)的發(fā)展方向。美國(guó)、日本和瑞士等國(guó)已經(jīng)采用樹(shù)脂砂鑄造出單件達(dá)幾十噸或上百噸的鑄件。
2192
鑄造工程師 ??? 4年前
消失模鑄造氣孔缺陷解決方法
(4)鑄造時(shí),應(yīng)保證鑄型和型芯排氣暢通,砂芯內(nèi)要開(kāi)排氣通道,合型時(shí)要填補(bǔ)芯頭間隙,以免鉆入金屬液堵塞排氣通道。(5)增加直澆道高度,以提高充型金屬液靜壓力。(6)降低樹(shù)脂砂的樹(shù)脂和固化劑加入量,采用低氮或無(wú)氮樹(shù)脂及形料圓整、粒度適中、灼減量和微粉含量低的原砂和再生砂,以降低樹(shù)脂的發(fā)氣量,提高樹(shù)脂砂的透氣性。
2676
鑄造工程師 ??? 3年前
如何選定消失模鑄造工藝參數(shù)?探究消失模鑄造大口徑球墨鑄鐵管件生產(chǎn)關(guān)鍵 
所以采用樹(shù)脂砂圓環(huán)支撐的辦法解決變形或組合采用內(nèi)加支撐環(huán),外部加入支撐鋼帶的復(fù)合措施來(lái)防止。 2.6 熔化和澆注 根據(jù)ISO2531標(biāo)準(zhǔn)規(guī)定;球墨鑄鐵管件材質(zhì)一般選擇QT450-10,鐵水熔煉和爐前孕育處理工藝完全按QT450-10材質(zhì)控制。考慮到消失模鑄造工藝鑄件在干砂中冷卻較慢,我們對(duì)鐵水做了適當(dāng)?shù)暮辖鸹?/div>
2697
鑄造工程師 ??? 4年前
濕型砂混砂,如何控制膨潤(rùn)土、舊砂等料的比例! 
強(qiáng)度愈高的型砂,造型時(shí)舂實(shí)所需的能量愈大。現(xiàn)在,不少鑄造廠型砂的強(qiáng)度都太高。一些手工造型或震機(jī)造型用的型砂,濕抗壓強(qiáng)度高達(dá)130~170kPa。用這樣的型砂難以將鑄型舂得很緊實(shí),結(jié)果,鑄件的表面質(zhì)量不好,也容易產(chǎn)生縮松缺陷。文章來(lái)源:鑄造工業(yè)網(wǎng)
4517 2 1
鑄造工程師 ??? 2年前
什么是鑄造?鑄造的6大常用方法,14種缺陷分析及控制 
鑄造方法分類(lèi) 二、常用的鑄造方法及其優(yōu)缺點(diǎn) 1. 普通砂型鑄造 制造砂型的基本原材料是鑄造砂和型砂粘結(jié)劑。最常用的鑄造砂是硅質(zhì)砂,硅砂的高溫性能不能滿足使用要求時(shí)則使用鋯英砂、鉻鐵礦砂、剛玉砂等特種砂。應(yīng)用最廣的型砂粘結(jié)劑是粘土,也可采用各種干性油或半干性油、水溶性硅酸鹽或磷酸鹽和各種合成樹(shù)脂作型砂粘結(jié)劑。
4424 1
鑄造工程師 ??? 4年前
球墨鑄鐵件表面球化衰退的微觀組織特征分析及防止措施 
在樹(shù)脂砂造型過(guò)程中,通過(guò)控制使用較低的固化劑苯磺酸用量(0.35%),較低的再生砂含量(0.33%),較低的澆注溫度(1360℃),以及防止局部過(guò)熱等鑄造工藝措施,可使表面球化衰退層厚度控制在0.2mm以內(nèi),如圖6所示。從圖6中可以看出表面球化衰退層厚度比車(chē)間正常生產(chǎn)的球鐵試樣表面球化衰退層厚度(如圖1所示)減少很多。
2511 1
鑄造工程師 ??? 4年前
樹(shù)脂砂球鐵件表層球化不良,從減少傳遞源、截?cái)鄠鬟f途徑、抵消S影響三方面查查 
4、結(jié)論 有機(jī)磺酸固化劑的使用,使樹(shù)脂砂再生砂中含有較高的S元素。采用樹(shù)脂砂工藝生產(chǎn)球 墨鑄鐵時(shí),鑄件表層易因球化衰退而出現(xiàn)片狀石墨,通過(guò)降低灼燒減量、降低澆注溫度、提高殘余Mg含量等措施使這種缺陷得到很好的控制。
2049
鑄造工程師 ??? 3年前
鑄造廠除塵器提標(biāo)改造技術(shù)方案 
因此對(duì)鑄造車(chē)間揚(yáng)塵點(diǎn)的粉塵治理和控制是搞好企業(yè)安全生產(chǎn)勞動(dòng)保護(hù)和防止環(huán)境污染的污染是一項(xiàng)重要的事情。鑄造車(chē)間澆注除塵器廠家改造煙氣凈化處理方案鑄造車(chē)間澆注除塵器也是常用的布袋除塵器之一,是根據(jù)鑄造廠砂準(zhǔn)備及砂處理車(chē)間工序復(fù)雜,物料輸送量大,工藝設(shè)備多,揚(yáng)塵點(diǎn)多的特點(diǎn),研發(fā)生產(chǎn)的一款適合鑄造廠砂處理車(chē)間的反吹風(fēng)布袋除塵器。
1946
河北初心環(huán)保 ??? 3年前
鑄造新聞:每天5分鐘,了解全新鑄造業(yè)(8月9日) 
馬宏儒一行人先后到覆膜砂車(chē)間、水處理車(chē)間、洗選車(chē)間、鑄造砂車(chē)間、裝備車(chē)間、石油覆膜支撐劑車(chē)間、石油壓裂砂車(chē)間、砂源等現(xiàn)場(chǎng)進(jìn)行視察,并詳細(xì)了解公司的技術(shù)研發(fā)、工藝流程、設(shè)備運(yùn)轉(zhuǎn)、項(xiàng)目建設(shè)等情況。五、襄陽(yáng)美利信新能源汽車(chē)零配件擴(kuò)產(chǎn)項(xiàng)目正式開(kāi)工 8月8日,襄陽(yáng)美利信新能源汽車(chē)零配件擴(kuò)產(chǎn)項(xiàng)目正式開(kāi)工。
2271 9 5
鑄造工程師 ??? 3年前
鑄造廠脈沖布袋除塵器 
鑄造廠除塵器根據(jù)鑄造廠砂準(zhǔn)備及砂處理車(chē)間工序復(fù)雜,物料輸送量大,工藝設(shè)備多,揚(yáng)塵點(diǎn)多的特點(diǎn),生產(chǎn)了一款適合鑄造廠砂處理車(chē)間的反吹風(fēng)布袋除塵器。此除塵系統(tǒng)吸收經(jīng)驗(yàn),對(duì)鑄造廠除塵器的工藝進(jìn)行改革,實(shí)現(xiàn)了鑄造廠型砂處理生產(chǎn)線的零排放標(biāo)準(zhǔn),保障了工人的操作環(huán)境。 鑄造廠除塵器主要技術(shù)特點(diǎn): 1、機(jī)體結(jié)構(gòu)緊湊,布局合理,與其它處理相同風(fēng)量的收塵器相比,占地面積小,過(guò)濾面積大。
2024
河北初心環(huán)保 ??? 3年前
高牌號(hào)球墨鑄鐵前蓋鑄造缺陷分析及工藝優(yōu)化 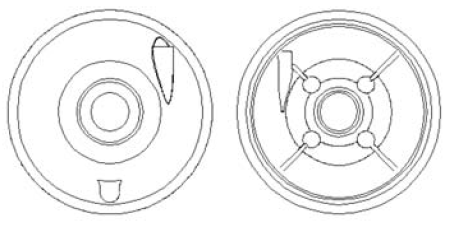
摘要采用濕型鑄造生產(chǎn)的球鐵前蓋鑄件常是通過(guò)在砂芯內(nèi)放置冷鐵消除鑄件縮松缺陷,其工藝復(fù)雜,在批量生產(chǎn)中鑄件的氣孔及縮孔廢品比例較高。本研究簡(jiǎn)化了前蓋鑄造工藝,其內(nèi)腔由吊砂工藝帶出,減少了主體砂芯。該工藝在利用鐵液自重補(bǔ)縮的同時(shí),輔以側(cè)冒口補(bǔ)縮以及在局部增加冷鐵。
4615
鑄造工程師 ??? 2年前
缺陷“大掃除”:鑄鐵試驗(yàn)平臺(tái)拒絕砂孔、氣孔、裂紋! 
原材料是鑄造好鑄鐵試驗(yàn)平臺(tái)的基礎(chǔ),若原材料存在問(wèn)題,易引發(fā)各類(lèi)缺陷型砂、芯砂質(zhì)量不合格,如型砂含水量過(guò)高、透氣性差、緊實(shí)度過(guò)硬或不均勻,會(huì)導(dǎo)致砂孔、氣孔產(chǎn)生;此外,使用受潮、生銹的冷鐵、芯撐,或含氣量較多的爐料,也會(huì)增加缺陷風(fēng)險(xiǎn)。 鑄造完成后,加工處理環(huán)節(jié)的不規(guī)范,會(huì)進(jìn)一步加劇缺陷問(wèn)題,或產(chǎn)生新的缺陷。
657
威岳15533753786 ??? 1月前
20條/頁(yè) 
 8
8 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
