



鋰電池極片設(shè)計(jì)基礎(chǔ)、常見缺陷和對電池性能的影響 
(1)極片表面常見缺陷 圖3是鋰離子電池極片表面常見的缺陷,左邊是光學(xué)圖像,右邊是熱成像儀捕捉的圖像。
5100
寶怡 ??? 2年前
五金沖壓加工常見的外觀缺陷 
五金沖壓件生產(chǎn)廠家,在日常的沖壓生產(chǎn)過程中,沖壓件的外觀會出現(xiàn)一些缺陷。沖壓件所需的沖壓工序不同,產(chǎn)生的外觀缺陷也各有不同。今天小編就為大家介紹下常用到的幾種沖壓工序常見的外觀缺陷。 1.在沖壓件的落料、沖孔、修邊工序,常見的外觀缺陷是:毛刺過大、變形、表面劃傷、漏沖孔等。 2.在沖壓件的拉深工序,常出現(xiàn)的外觀缺陷是:拉裂、起皺、表面拉傷、波浪、鼓包、凹坑、麻點(diǎn)。
2104
東一金屬 ??? 3年前
中錳抗磨球墨鑄鐵件三類常見缺陷原因與防止方法 
生產(chǎn)中錳抗磨球墨鑄鐵件時(shí),除常見的一般(包括球化處理方面的)外,屬于中錳抗磨球墨鑄鐵件特有的一些缺陷及其原因分析與防止方法可參見如下。
2464
鑄造工程師 ??? 4年前
球鐵縮孔縮松、夾渣、石墨漂浮3大常見缺陷如何解決? 
本文將討論球鐵件的主要常見缺陷:縮孔、縮松、夾渣、皮下氣孔、石墨漂浮、球化不良及球化衰退。1 縮孔縮松1.1影響因素(1)碳當(dāng)量:提高碳量,增大了石墨化膨脹,可減少縮孔縮松。此外,提高碳當(dāng)量還可提高球鐵的流動性,有利于補(bǔ)縮。生產(chǎn)優(yōu)質(zhì)鑄件的經(jīng)驗(yàn)公式為C%+1/7Si%>3 9%。但提高碳當(dāng)量時(shí),不應(yīng)使鑄件產(chǎn)生石墨漂浮等其他缺陷。
2354
鑄造工程師 ??? 4年前
球鐵高性能低成本,但縮孔縮松、夾渣、石墨漂浮三大常見缺陷該如何解決? 
本文將討論球鐵件的主要常見缺陷:縮孔、縮松、夾渣、皮下氣孔、石墨漂浮、球化不良及球化衰退。 1 縮孔縮松 1.1影響因素 (1)碳當(dāng)量:提高碳量,增大了石墨化膨脹,可減少縮孔縮松。此外,提高碳當(dāng)量還可提高球鐵的流動性,有利于補(bǔ)縮。生產(chǎn)優(yōu)質(zhì)鑄件的經(jīng)驗(yàn)公式為C%+1/7Si%>3 9%。
2561
鑄造工程師 ??? 4年前
AnyCasting壓鑄局部擠壓功能 附anycasting國標(biāo)數(shù)據(jù)庫下載 
關(guān)于局部擠壓工藝 普通的壓鑄方法對于形狀復(fù)雜、壁厚不均勻的壓鑄件,出于結(jié)構(gòu)原因,在成型過程中無法對最終凝固的區(qū)域及時(shí)補(bǔ)縮,易出現(xiàn)縮孔缺陷。這是因?yàn)橐簯B(tài)金屬在較長的流道里凝固速度很快,沖頭傳遞的壓力無法維持到鑄件凝固的終了。
2213
懵懂心 ??? 4年前
基于自動迭代法的鑄件變形補(bǔ)償技術(shù)的開發(fā)與應(yīng)用 
壓鑄作為一種先進(jìn)的成形制造技術(shù),具有尺寸精度高、力學(xué)性能好、生產(chǎn)效率高的優(yōu)點(diǎn),在汽車鋁合金和鋁鎂合金零部件的生產(chǎn)中擁有強(qiáng)大的技術(shù)和經(jīng)濟(jì)優(yōu)勢。但是基于各種原因,許多壓鑄鋁合金部件在最初的結(jié)構(gòu)設(shè)計(jì)時(shí)很少考慮鑄造工藝性,其結(jié)構(gòu)復(fù)雜、壁厚差異大、精度要求高,給壓鑄技術(shù)開發(fā)及生產(chǎn)帶來了很大的挑戰(zhàn)。其中變形缺陷是復(fù)雜壓鑄件在生產(chǎn)中常見的且不易控制的難題之一。
2384 5 4
C3PChina ??? 3年前
案例 | 汽車結(jié)構(gòu)件減震塔的鋁合金壓鑄工藝優(yōu)化 
設(shè)計(jì)、優(yōu)化選出大型、復(fù)雜汽車結(jié)構(gòu)件——鋁合金減震塔的壓鑄澆注系統(tǒng)及溢流和排氣系統(tǒng)。2. 利用數(shù)值模擬方法分析了減震塔零件的卷氣發(fā)生部位和區(qū)域,預(yù)測了壓鑄缺陷的種類及位置,以此為基礎(chǔ)更改了澆注系統(tǒng)的設(shè)計(jì)。3. 在壁厚尺寸較大圓形結(jié)構(gòu)處容易發(fā)生卷氣現(xiàn)象和縮孔缺陷,采用局部冷卻方法等工藝措施,消除了缺陷,獲得整體質(zhì)量良好的鋁合金減震塔壓鑄件。
2852 1
FLOW3D 流體仿真 ??? 1年前
精密鋁合金壓鑄件汽車、摩托車變速箱殼體怎樣去毛刺除飛邊批鋒研磨拋光? 
鋁壓鑄變速箱殼體去毛刺除氧化皮研磨拋光工藝技術(shù)方法分享:鋁合金壓鑄件廣泛應(yīng)用于電子、汽車、飛機(jī)、船舶、電機(jī)、家電等行業(yè)的機(jī)械零部件生產(chǎn)制造過程中,具有外形美觀、重量輕、強(qiáng)度和耐腐蝕性高的產(chǎn)品優(yōu)點(diǎn)。不過在其生產(chǎn)過程中經(jīng)常會產(chǎn)生毛刺、飛邊、批鋒等缺陷,因此產(chǎn)品表面的打磨處理工藝就顯得尤為重要。
4446 5 1
jerrylu ??? 2年前
壓鑄鋁汽車零部件自動化批量高效去毛刺打磨工藝技術(shù)方法 
鋁壓鑄變速箱殼體去毛刺除氧化皮研磨拋光工藝技術(shù)方法分享:鋁合金壓鑄件廣泛應(yīng)用于電子、汽車、飛機(jī)、船舶、電機(jī)、家電等行業(yè)的機(jī)械零部件生產(chǎn)制造過程中,具有外形美觀、重量輕、強(qiáng)度和耐腐蝕性高的產(chǎn)品優(yōu)點(diǎn)。不過在其生產(chǎn)過程中經(jīng)常會產(chǎn)生毛刺、飛邊、批鋒等缺陷,因此產(chǎn)品表面的打磨處理工藝就顯得尤為重要。
4620 7
jerrylu ??? 2年前
【工藝知識】壓鑄件的表面處理,產(chǎn)品結(jié)構(gòu)設(shè)計(jì)你真的需要看看! 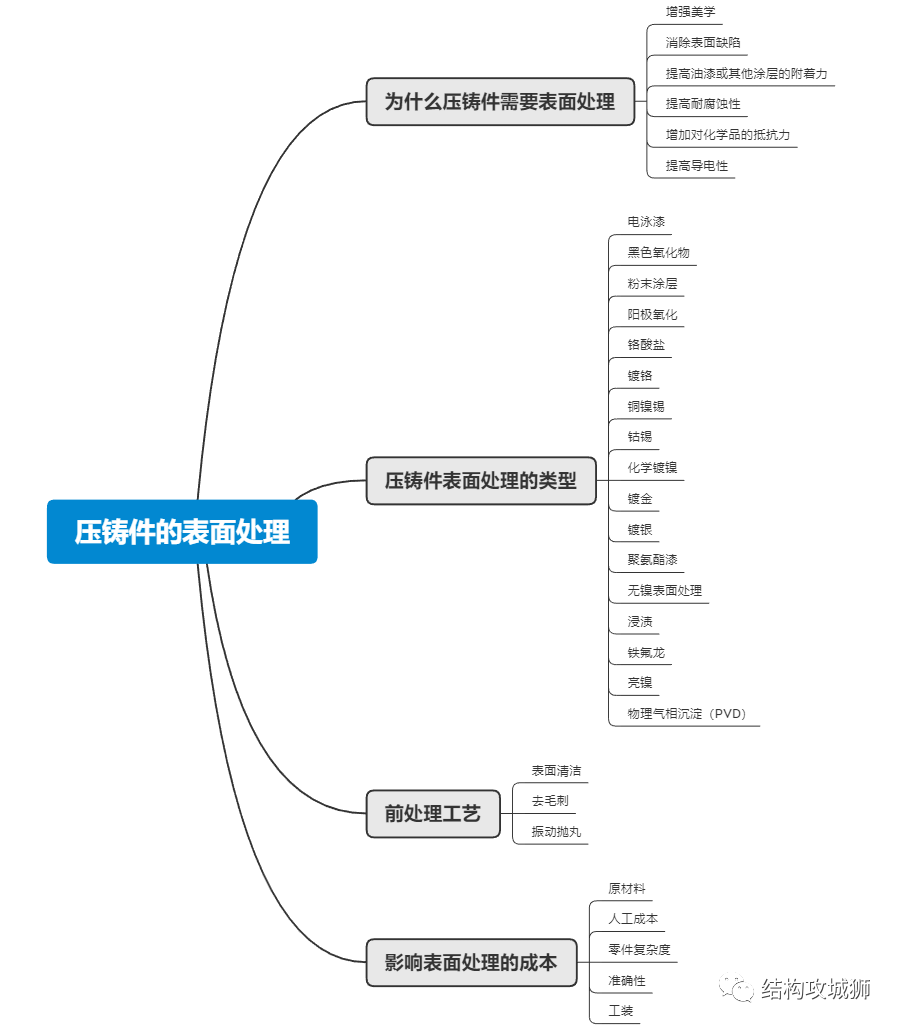
壓鑄件表面處理后獲得的其他好處包括:1、增強(qiáng)美學(xué)壓鑄件表面處理有助于消除制造過程中產(chǎn)生的缺陷,從而使表面看起來干凈、美觀。一些用于表面處理的方法可以使壓鑄件具有漂亮顏色和細(xì)膩的手感,增加了表面的審美價(jià)值。2、消除表面缺陷各種表面處理工藝包括圓化尖角和從表面刮掉多余的殘留物,表面打磨是常用的,這對于刮除制造過程中產(chǎn)生的所有缺陷最為有效。
3293
機(jī)械工程師 ??? 3年前
鍍鋅常見缺陷、特征、原因匯總 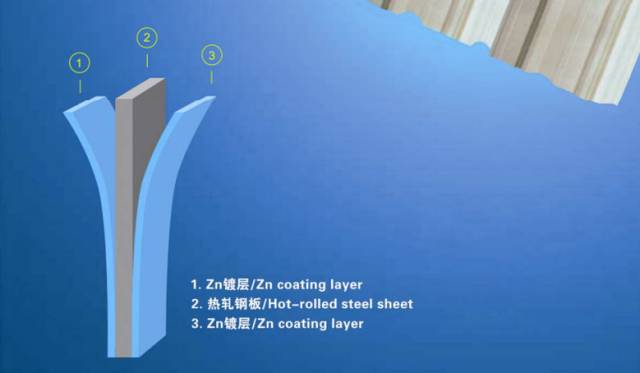
缺陷名稱特征原因分析三、鍍鋅板露鋼(漏鍍)在鍍鋅鋼帶上有露出原鋼的黑點(diǎn)或黑塊稱露鋼。這些黑點(diǎn)或黑塊未鍍上鋅,形狀不定,大小各異,有時(shí)遍班布整個(gè)鋼帶上下表面。
4056
冷軋電氣控制 ??? 3年前
基于壓鑄車門的設(shè)計(jì)與仿真 
在大型 一體零件的工藝中,傳統(tǒng)的壓鑄鋁合金材料已經(jīng)不再能滿 足工程師的設(shè)計(jì)要求[3] 。 大型一體零件的面積大,熱處理這種工藝很容易造成零 件表面形成缺陷,雖然可以通過處理減輕熱處理帶來的負(fù)面 影響,但是還是對零件的生產(chǎn)造成損失,增加了制造成本,并 且有較大的風(fēng)險(xiǎn)。 所以在一體化的壓鑄大型零件生產(chǎn)中更 加偏好于免熱處理的鋁合金。
4069 3 1
清風(fēng)徐來asd ??? 2年前
干貨分享丨波峰焊常見焊接缺陷原因分析及預(yù)防對策 
d) 看不到的缺陷:焊點(diǎn)晶粒大小、焊點(diǎn)內(nèi)部應(yīng)力、焊點(diǎn)內(nèi)部裂紋、焊點(diǎn)發(fā)脆、焊點(diǎn)強(qiáng)度差等,需要X光、焊點(diǎn)疲勞試驗(yàn)等檢測。這些缺陷主要與焊接材料、PCB焊盤的附著力、元器件焊端或引腳的可焊性及溫度曲線等因素有關(guān)。來源:網(wǎng)絡(luò)
3244 1
電子制造工藝技術(shù) ??? 3年前
鋼材常見缺陷組織詳解 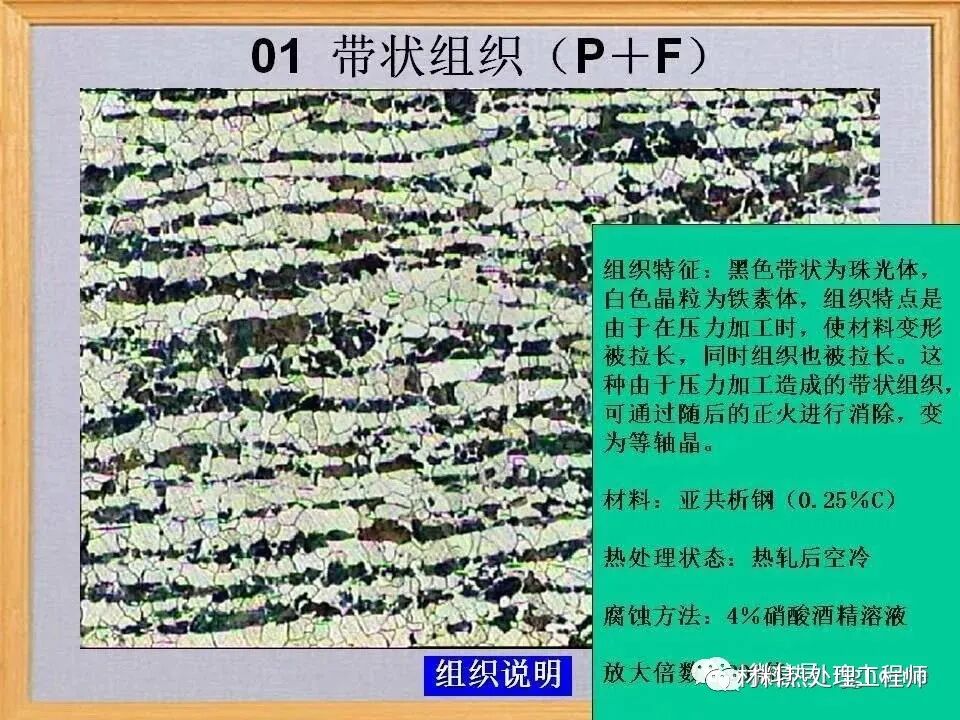
一、帶狀組織(banded structure)是鋼材內(nèi)部缺陷之一,出現(xiàn)在熱軋低碳結(jié)構(gòu)鋼顯微組織中,沿軋制方向平行排列、成層狀分布、形同條帶的鐵素體晶粒與珠光體晶粒。這是由于鋼材在熱軋后的冷卻過程中發(fā)生相變時(shí)鐵素體優(yōu)先在由枝晶偏析和非金屬夾雜延伸而成的條帶中形成,導(dǎo)致鐵素體形成條帶,鐵素體條帶之間為珠光體,兩者相間成層分布。
2741
FMMM ??? 3年前
FLOW-3D CAST模流分析解決方案,亮相2026鑄博會&壓鑄展&有色展 
FLOW-3D CAST 為各種金屬鑄造工藝提供完整的流場和熱力學(xué)場全方位解決方案,特別在一體化壓鑄與半固態(tài)成型方面展現(xiàn)出卓越優(yōu)勢。FLOW-3D CAST 提供詳細(xì)的鑄件填充及凝固和模具熱平衡信息,并追蹤工藝過程中各種缺陷,如縮孔、縮松、表面夾渣、卷氣、困氣、沖砂、冷隔、澆不足、機(jī)械性能、熱應(yīng)力和變形等,也可以分析砂型及金屬型溫度分布和其他特殊功能。
706
FLOW3D 流體仿真 ??? 12天前
鑄造的6大常用方法,14種缺陷分析及控制 
三、鑄造缺陷及其控制方法 鑄件缺陷種類繁多,產(chǎn)生缺陷的原因也十分復(fù)雜。它不僅與鑄型工藝有關(guān),而且還與鑄造合金的性制、合金的熔煉、造型材料的性能等一系列因素有關(guān)。因此,分析鑄件缺陷產(chǎn)生的原因時(shí),要從具體情況出發(fā),根據(jù)缺陷的特征、位置、采用的工藝和所用型砂等因素,進(jìn)行綜合分析,然后采取相應(yīng)的技術(shù)措施,防止和消除缺陷。 1.
4425 1
鑄造工程師 ??? 4年前
鑄件5大常見缺陷及解決方案,必須收藏學(xué)習(xí) 
缺陷三:鑄件發(fā)生龜裂缺陷 有兩大原因,一是通常因該處的金屬凝固過快,產(chǎn)生鑄造缺陷(接縫);二是因高溫產(chǎn)生的龜裂。1)對于金屬凝固過快,產(chǎn)生的鑄造接縫,可以通過控制鑄入時(shí)間和凝固時(shí)間來解決。鑄入時(shí)間的相關(guān)因素:蠟型的形狀。鑄到的粗細(xì)數(shù)量。鑄造壓力(鑄造機(jī))。包埋料的透氣性。凝固時(shí)間的相關(guān)因素:蠟型的形狀。鑄圈的最高焙燒溫度。包埋料的類型。金屬的類型。
2430 1 1
鑄造工程師 ??? 4年前
鑄造模擬分析:指紋鎖外觀缺陷改善方案 
鋅合金壓鑄的常見缺陷:鋅合金,固液相線非常接近,以5號鋅為例,液相線389度,固相線380度。只相差不到10度,金屬液就從液態(tài)轉(zhuǎn)變成完全的固態(tài)。因此,在鋅合金的壓鑄中,金屬液的充型過程,顯得非常的重要。
1903
C3PChina ??? 4年前
壓鑄PQ實(shí)戰(zhàn)分享 by 敖鴻鵠 
壓鑄PQ實(shí)戰(zhàn)分享 1/3by 敖鴻鵠“中鑄微課”,5月28日,壓鑄件PQ實(shí)戰(zhàn)分享敖鴻鵠:06年入行,08年開始模擬分析,壓鑄設(shè)計(jì)與評估,現(xiàn)場改善,擅長北美壓鑄標(biāo)準(zhǔn)與數(shù)據(jù)分析。 命題作文:球場燈,壁厚2mm,950*350mm,1300噸機(jī)器是否能打?
2096
C3PChina ??? 4年前
20條/頁 
 24
24 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
