



車身覆蓋件修邊模正側(cè)交刀結(jié)構(gòu)研究 
現(xiàn)實(shí)中,不知何時(shí)開始,絕大多數(shù)修邊重疊帶刃口棱線下虛空。刃口棱線稍有磨損,修邊間隙增大,不能持續(xù)、穩(wěn)定大批量修切。修邊后工件修邊毛刺如圖1 所示。圖1 修邊后工件修邊毛刺如果不解決正側(cè)修邊重疊帶虛空缺陷,就不能實(shí)現(xiàn)正常修邊。這種修邊,不僅工件毛刺大,更重要的是刃帶強(qiáng)度低,難以承受量產(chǎn)化修沖沖擊;另外,刃帶可修復(fù)性極差,難修復(fù)、修復(fù)后不可持久。
2769
FMMM ??? 4年前
DYNAFORM 6.1 坯料及修邊線優(yōu)化計(jì)算 

DYNAFORM 6.1 坯料及修邊線優(yōu)化計(jì)算適用人群:汽車,航天,金屬,鋼鐵,沖壓,CAE等任何對(duì)本場(chǎng)直播感興趣的用戶DYNAFORM 6.1 坯料及修邊線優(yōu)化計(jì)算(免費(fèi))? ? ? ? ? ? ? ? ? ? ? ? ?【已結(jié)束】?直播時(shí)間:2021-04-27 15:002021 年初, ETA 正式對(duì)外發(fā)布DYNAFORM新版本---DF6.1 。
1025
ETA_China ??? 5年前
ETA DynaForm7.1已經(jīng)發(fā)布 
修邊零件……成形仿真(FS)功能新增和改進(jìn)1. 支持在SCP中導(dǎo)出.stp格式補(bǔ)償幾何體2. 支持SigForm求解器的快速評(píng)估仿真計(jì)算 復(fù)制搜一搜分享收藏劃線人劃線
2575 1
王毅 ??? 2年前
基于光電傳感器的模具廢料監(jiān)測(cè)系統(tǒng)設(shè)計(jì) 附基于ADMAS 動(dòng)力總成28工況計(jì)算下載 
彭本棟在模具設(shè)計(jì)階段利用DynaForm 軟件模擬了汽車翼子板修邊廢料下滑過程中的狀態(tài),提前識(shí)別廢料下滑不暢的風(fēng)險(xiǎn)點(diǎn),針對(duì)問題點(diǎn)優(yōu)化了修邊工藝方案,保證廢料下滑順暢 [2]。張應(yīng)生針對(duì)沖模廢料滑落問題,結(jié)合理論分析及現(xiàn)場(chǎng)實(shí)際狀態(tài)進(jìn)行深入研究,針對(duì)模具典型位置,從前期工藝結(jié)構(gòu)設(shè)計(jì)方面進(jìn)行解析,提出解決方案,在模具設(shè)計(jì)初期預(yù)防廢料滑落不暢的問題 [3]。
2591
ouju7687 ??? 3年前
ANSYS Forming 2023R1簡(jiǎn)要評(píng)測(cè) 
前處理測(cè)試: 此算例的沖壓過程包含重力、拉延、修邊、回彈四個(gè)步驟,從設(shè)置過程看,ANSYS Forming比同類軟件有幾個(gè)顯著進(jìn)步的地方: 2.1:網(wǎng)格自動(dòng)劃分 用戶可以做到全程無感(后臺(tái)自動(dòng)處理),當(dāng)然用戶也可以在必要時(shí)對(duì)網(wǎng)格參數(shù)進(jìn)行調(diào)整,筆者測(cè)試的幾個(gè)例子,都無需調(diào)整 2.2 簡(jiǎn)化了工藝設(shè)置過程 此軟件,對(duì)已經(jīng)有同類應(yīng)用經(jīng)驗(yàn)的用戶,可以很快上手,學(xué)習(xí)成本極低
3531 4 1
王毅 ??? 3年前
LS-DYNA R14.0& F14.1沖壓領(lǐng)域簡(jiǎn)要評(píng)測(cè) 
、回彈領(lǐng)域; 基本測(cè)試環(huán)境如下: 測(cè)試系統(tǒng): WIN10_X64 21H2 CPU: AMD 4800H 計(jì)算核數(shù):12 DynaForm前處理:DynaForm 5.9.4 計(jì)算案例:NUMSHEET 2011 BM3(涵蓋拉延、修邊、回彈、所有版本的求解器使用同樣的DYN文件;) 1.1拉延結(jié)果-FLC
3066 6 5
王毅 ??? 3年前
LS-DYNA R11.2.2&R12.1&R13.1.1&F14.0沖壓領(lǐng)域簡(jiǎn)要評(píng)測(cè) 
、回彈領(lǐng)域;基本測(cè)試環(huán)境如下:測(cè)試系統(tǒng): WIN10_X64 21H2CPU: AMD 4800H 計(jì)算核數(shù):12DynaForm前處理:DynaForm 5.9.4計(jì)算案例:NUMSHEET 2015 BM1(涵蓋重力、拉延、修邊、回彈、所有版本的求解器使用同樣的DYN文件;)1.重力測(cè)試結(jié)果結(jié)果R7.1.2 92.922mm位移
3918 6 3
王毅 ??? 3年前
基于Adams的汽車發(fā)動(dòng)機(jī)蓋外板二次切斷廢料滑落研究 
沖壓工序依次為:①拉深;②修邊、側(cè)修邊、沖孔;③側(cè)翻邊;④切角、翻邊、側(cè)翻邊。
2131
擺渡人張 ??? 2年前
基于輕量化的沖壓鋁板成形技術(shù)研究 
圖3 鋁板修邊刃口工藝1)鋁板無廢料刀設(shè)計(jì),普遍采用二次修邊;2)鋁板不采用三角定位孔,避免連切帶翻結(jié)構(gòu);3)針對(duì)鋁板,采用修邊刃口特殊工藝處理;4)建議采用二次切斷或者使用浮動(dòng)刀,同時(shí),避免波浪刃口(Shear cut),均勻穩(wěn)定修邊;5)刃口間隙均勻性和垂直度確認(rèn);6)上下模刃口表面處理,降低表面粗糙度和提高耐久性;7)修邊刃口涂黃油,粘鋁屑;8)模具工裝上增加收集鋁屑裝置;9)每生產(chǎn)1000
2334
FMMM ??? 2年前
基于自動(dòng)化生產(chǎn)的卡車縱梁落料沖孔模設(shè)計(jì) 
對(duì)于修邊廢料,廢料刀不是采取垂直90°來設(shè)計(jì),而是設(shè)計(jì)成95°,充分考慮利用廢料自身的重心,確保落料修邊廢料的順利下滑,同時(shí)也會(huì)在上模凹模鑲塊上增設(shè)彈頂銷來輔助修邊廢料下滑,如圖10 所示。
2129
金屬加工前沿 ??? 3年前
LS-DYNA_R11.2.2&R12.1&R13.0&F14.0沖壓領(lǐng)域簡(jiǎn)要評(píng)測(cè) 
、回彈3個(gè)領(lǐng)域;基本測(cè)試環(huán)境如下:測(cè)試系統(tǒng): WIN10_X64 21H2CPU: AMD 4800H 計(jì)算核數(shù):12DynaForm前處理:DynaForm 5.9.4 (201903)計(jì)算案例:NUMSHEET 2015 BM1(涵蓋重力、拉延、修邊、回彈3個(gè)分析算例單獨(dú)生成DYN文件,所有版本的求解器使用同樣的DYN文件;)
4632 19 8
王毅 ??? 4年前
LS-DYNA學(xué)習(xí)筆記-基于LS-PrePost的沖壓成形分析 
Application -> Metal Forming -> Easy Setup<img src="https://img.jishulink.com/msimage/202510/415fa5b567fc1e9591013f62bfaeed35.png">3.1 設(shè)置成型方式 單動(dòng) Air Draw 或者雙動(dòng) Toggle Drwa 選擇需要分析的類型,重力、閉模、拉延、修邊
3337 4 2
王毅 ??? 9月前
基于AutoForm的汽車頂蓋沖壓回彈補(bǔ)償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
根據(jù)零件特征,沖壓工藝設(shè)計(jì)如圖2所示,分別為:①拉深;②修邊沖孔;③修邊、翻邊、整形;④修邊、翻邊、沖孔;⑤修邊、翻邊、沖孔。
2970 1
keyong2025 ??? 3年前
淺析基于鋁門外板模具關(guān)鍵技術(shù)解決方案 
圖1 產(chǎn)品RPS 點(diǎn)及匹配區(qū)域示意圖工藝規(guī)劃全鋁封閉自動(dòng)線生產(chǎn)方式工藝規(guī)劃為4 序:OP10 拉延→OP20 修邊、沖孔、側(cè)修邊→OP30修邊、側(cè)修邊、翻邊→ OP40翻邊、整形。工藝規(guī)劃簡(jiǎn)圖如圖2 所示。
4298
FMMM ??? 2年前
詳解丨什么是齒輪修形? 
齒『頂』修形(齒頂?shù)菇?#x2F;倒圓) 因?yàn)闄C(jī)加工誤差(毛刺、崩邊...),以及齒輪嚙合時(shí)是先“點(diǎn)-線接觸”,齒頂角很容易損壞,因此需要設(shè)計(jì)倒角/倒圓。
3928 3
EDC電驅(qū)未來 ??? 4年前
汽車用熱成型鋼板的加工工藝 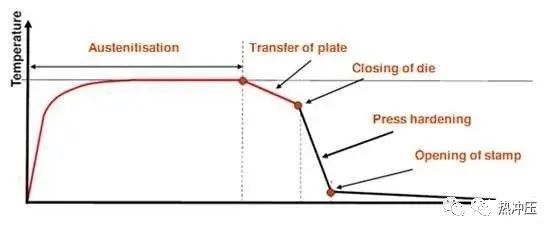
激光切割 由于熱成型件強(qiáng)度硬度大,使用傳統(tǒng)的冷沖壓模具進(jìn)行修邊沖孔的話,模具部件磨損嚴(yán)重、壽命嚴(yán)重縮短。目前的解決方案是在熱成型線尾配備3-4臺(tái)激光切割機(jī)器人進(jìn)行修邊沖孔加工。 5. 后處理 由于在熱成型加工過程中,零件處于高溫狀態(tài)時(shí)表面被氧化形成氧化膜,一般需通過噴丸處理來清理零件。
4658
金屬加工前沿 ??? 2年前
技術(shù)天地‖焦?fàn)t燃燒室檢修方案 
采取對(duì)未修補(bǔ)燃燒室墻面用水玻璃粘貼上一層10mm厚的硅酸鋁纖維氈,外面貼一層20mm厚的泡沫石棉板;對(duì)不修火道墻面、預(yù)留立火道隔墻、修補(bǔ)墻面對(duì)面單面墻實(shí)行邊拆邊貼一層50mm厚的石棉板保護(hù);對(duì)預(yù)留部分自小煙道至斜道口的保溫采取落廢氣砣、落風(fēng)門蓋板、用泡沫石棉板封死斜道口,禁止空氣流通的辦法;對(duì)未修火道以里炭化室墻面,先砌一道斷熱磚擋墻,擋墻表面先貼一層高鋁針刺氈,其外面用泡沫石棉板擋嚴(yán)。
2165
冶金焦化 ??? 4年前
Moldex3D模流分析之Moldex3D CADdoctor自動(dòng)/手動(dòng)幾何修復(fù) 
改變面邊界 (Change Face Boundary) 修改回路中的曲線,來修變面的邊界。 (5) 部分狹長(zhǎng)曲面 (Partially narrow face) ?此項(xiàng)功能查找寬度小于該容差的表面。 ?導(dǎo)航窗口 (Navigation window)內(nèi)含有: ?修復(fù)工具 (Repair Tool): a.
2790
Moldex3D 中國(guó) ??? 2年前
汽車后流水槽區(qū)域感官品質(zhì)提升方法研究 
圖4 側(cè)圍后流水槽區(qū)域優(yōu)化后結(jié)構(gòu) CAE 沖壓仿真分析 對(duì)側(cè)圍和后流水槽兩個(gè)零件進(jìn)行沖壓仿真模擬優(yōu)化分析:側(cè)圍尾部產(chǎn)品結(jié)構(gòu)可實(shí)施正修工藝方案,無需側(cè)修,減少了側(cè)翻整區(qū)域,降低了側(cè)圍模具復(fù)雜程度和生產(chǎn)制造成本,也減少了調(diào)試難度和時(shí)間;后流水槽工藝方案經(jīng)過多種方案對(duì)比優(yōu)化分析,確定拉延成形+后序上整形的工藝方案為最合理工藝方案。
2803 2 1
FMMM ??? 4年前
實(shí)景三維,值得每一個(gè)測(cè)繪人重視的藍(lán)海 
郭仁忠舉例道,“基礎(chǔ)設(shè)施是要為整個(gè)城市服務(wù)的,不能只為某個(gè)特定群體服務(wù),我們把城市實(shí)景三維作為基礎(chǔ)設(shè)施,其道理跟修路相同,不能是公安局修一條路,教育局修一座橋,這樣城市就亂了;所以我們不能規(guī)劃部門建規(guī)劃部門的實(shí)景三維城市、交通部門有交通部門的實(shí)景三維城市,要建設(shè)一個(gè)能夠滿足各方需要的最大公約數(shù)的實(shí)景三維平臺(tái)。”
2224
地質(zhì)GIS帝國(guó) ??? 3年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
