



基于自動化生產的卡車縱梁落料沖孔模設計 
對于修邊廢料,廢料刀不是采取垂直90°來設計,而是設計成95°,充分考慮利用廢料自身的重心,確保落料修邊廢料的順利下滑,同時也會在上模凹模鑲塊上增設彈頂銷來輔助修邊廢料下滑,如圖10 所示。
2127
金屬加工前沿 ??? 3年前
五金沖壓件廠導柱式落料模的組成 
今天就來介紹下落料工序使用的落料模的基本結構組成。 導柱式落料模是常用的一種落料模,其基本結構組件包括: 下模座、導柱、螺釘、凹模、導料板、導套、、上模座、固定板、銷釘、模柄、凸模、墊板、卸料螺釘、橡膠、卸料板、擋料銷、承料板。
2234
東一金屬 ??? 2年前
基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
3.1 模具結構設計模具結構如圖2所示,模具工作時,上模板2帶動導套3下行,凹模12與卸料板21和板料接觸壓緊,凸模一15和凸模二14首先接觸板料進行沖孔;隨著上模繼續下行,橡膠16被壓縮,凸凹模17上行,與凹模12共同完成落料沖裁;落料時,上模上行,打料桿5帶動上推料板7下移,退料桿11帶動推料板13下行后,繼續推動推料板13完成零件卸料。
4146
Whitney ??? 2年前
汽車沖壓生產車間工藝概述 
拉延:利用拉延模使平面坯料(工序件)變成開口空心件的沖壓工序。彎曲:將板料、型材、管材或棒材等彎成一定的角度、一定曲率形成一定形狀的沖壓方法。翻邊:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成豎立邊緣的沖壓成型方法。2. 分離工序是使板料按一定的輪廓線分離而獲得一定形狀、尺寸和切斷面質量的沖壓件。分離工序分:落料、沖孔、切角、修邊等。
2805 1
金屬加工前沿 ??? 3年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
復合工序:該類工序包含沖(孔)裁、落料和成形等兩種以上工序,主要是通過復合模或連續(級進)模來實現。 裝配工序:利用工裝模具將兩個或多個沖壓件裝配到一起的工序,包含鉚接,比如車門壓合、轎車前后蓋壓合等工序都屬于用沖壓方法實現裝配工序的案例。 沖壓包括冷沖壓成形和熱沖壓成形兩大類。
4597 5
數控編程網 ??? 3年前
模具鋼Cr12MoV刃口現場補焊工藝 
落料模Cr12MoV鑲塊的質量技術要求落料模在生產過程中一直處于高頻率的沖裁狀態,其承載載荷的變化是十分復雜的,尤其是剪邊鑲塊刃口,工作時承受高的沖擊載荷,且每個工作周期都是短時間受載,無載荷時間長,受到很大的擠壓力、摩擦力和瞬間沖擊力,工作條件極端惡劣。因此,剪邊鑲塊采用Cr12MoV高鉻模具鋼制造,其化學成分見表2。
3000
化工設備人 ??? 4年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
假如是落料模,要在作業圖的左上角上制作排樣圖。(8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應的修正。(9)核算沖壓力,最終選定沖壓設備,進行模具與沖壓設備相關尺度的校核(閉合高度、作業臺面、模柄裝置尺度等)。
2007
UG編程模具設計實戰 ??? 3年前
沖壓模具設計前的規劃與步驟 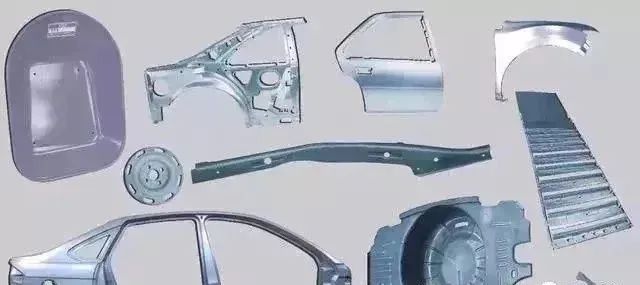
假如是落料模,要在作業圖的左上角上制作排樣圖。 (8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應的修正。 (9)核算沖壓力,最終選定沖壓設備,進行模具與沖壓設備相關尺度的校核(閉合高度、作業臺面、模柄裝置尺度等)。
4398 2
金屬加工前沿 ??? 2年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
假如是落料模,要在作業圖的左上角上制作排樣圖。(8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應的修正。(9)核算沖壓力,最終選定沖壓設備,進行模具與沖壓設備相關尺度的校核(閉合高度、作業臺面、模柄裝置尺度等)。 學無止境,沒有最好,只有更好。
2189
模具設計UG編程教學 ??? 3年前
生產制造 | VISI高效實現沖壓連續模具沖頭設計 
02設置間隙模板沖頭管理設置中,不僅可以定制沖頭的材質、硬度屬性,也可以設置沖頭在沖頭固定板、剝料背板、剝料板、下模、下模座穿過的間隙和孔的類型。03沖頭基礎操作完成前面的基礎準備工作后,即可將其應用于沖頭設計,來制作完整的沖頭。>>>>拉伸沖頭如下圖所示,將沖頭拉伸至沖頭固定板上,并在沖頭穿過的板和落料的板都生成了有間隙的通孔。
2829 2 1
海克斯康設計與仿真 ??? 11月前
模具工藝編排在提升材料利用率方面的運用 
根據CAE分析,零件A和零件B采用一模兩件模具工藝生產,需要的板料規格為1.5mm×970mm×450mm,重量為5.14kg,對比方案1中規格為640mm×1100mm的廢料尺寸,滿足廢料再利用需求。
2489
FMMM ??? 3年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
要確定客人正式材料什么時候到,在試模時,節約使用材料,避免材料不 夠的現象發生。21.連續模的感應器(Sensor)有兩種,一種是步距感應器,另一種是落料感應器。22.
2677
UG編程模具設計實戰 ??? 3年前
總結了行業最全機械、模具加工常用的24種金屬材料及其特性! 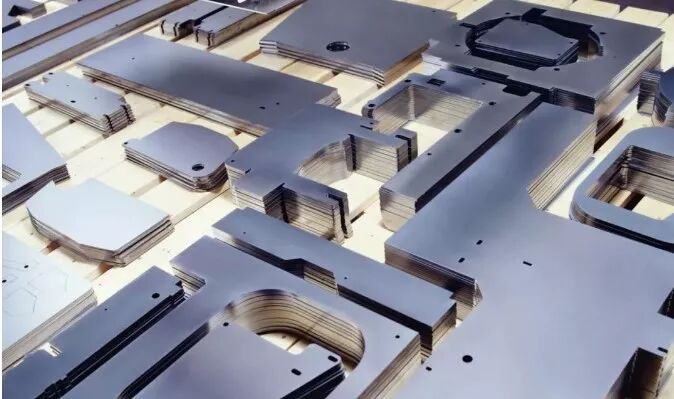
,又有高的耐磨性和良好的綜合機械性能.所以可以制造截面大,形狀復雜,經受較大沖擊的各種模具,例如普通拉伸模,沖孔凹模,沖模,落料模,切邊模,滾邊模,拉絲模,冷擠壓模,冷切剪刀,圓鋸,標準工具,量具等。
2274
數控編程網 ??? 3年前
24種常用金屬材料及其特性!
,淬火時體積變化小,又有高的耐磨性和良好的綜合機械性能.所以可以制造截面大,形狀復雜,經受較大沖擊的各種模具,例如普通拉伸模,沖孔凹模,沖模,落料模,切邊模,滾邊模,拉絲模,冷擠壓模,冷切剪刀,圓鋸,標準工具,量具等。
2262 2
機械加工網 ??? 3年前
汽車沖壓生產線清潔度管控方法 
但是通過對多條新建生產線的觀察,發現目前主流的生產線有一個弊端,那就是清洗機放在剪切落料之前,后半段的鋼板輸送線是內外板共用,這就無法保證外板件鋼板處于一個整體全面干凈的輸送線,如圖3 所示,所以一般會要求對輸送線進行定期全面清潔。同樣,清洗機的維護保養工作也不能流于形式,尤其是清洗油和過濾濾芯的定期更換是重中之重,至于更換頻次還要根據生產使用的時間頻次進行評估。
2965
FMMM ??? 4年前
24種常用金屬材料及特性! 
Cr12有高的韌性,淬火時體積變化小,又有高的耐磨性和良好的綜合機械性能.所以可以制造截面大,形狀復雜,經受較大沖擊的各種模具,例如普通拉伸模,沖孔凹模,沖模,落料模,切邊模,滾邊模,拉絲模,冷擠壓模,冷切剪刀,圓鋸,標準工具,量具等。
2205 2 1
材料科學與工程技術 ??? 4年前
某曲軸多楔輪旋壓成形工藝研究 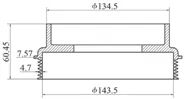
根據塑性變形體積不變原則,可通過式(1)計算得到板料的尺寸大小,板料經剪裁、落料制得,厚度為8mm。式中,V為零件體積,t為板料厚度,D為板料外徑,d 為板料內徑。通過三維造型軟件Inventor 的體積工具測出曲軸多楔輪零件的體積V=202442.8mm3,t=8mm,d=74.5mm,代入式(1)中得D=194.34mm。
2260 5 3
仿真客 ??? 3年前
震驚!五金沖壓模具沖裁間隙與公差,對照 
活動定位銷孔 (.01)±0(雙面) ±0.01 滑塊孔 C+0.03 +0.010 滑塊 0 ±0.01 內定位銷孔 C+0.1 ±0.01 下模(
3035 1
模具設計UG編程教學 ??? 4年前
淺談汽車沖壓件材料利用率提升方法 
圖9 左右翼子板一模兩件弧形刀/鋸齒刀的應用單邊弧形刃口的弧形刀 對發蓋類制件采用特殊形式的開卷落料模——弧形刀,可以提高材料利用率。目前我們開發的一副弧形刀模具,其弧度半徑為2150mm、最大寬度為1890mm、最小寬度為1360mm,應用于發動機蓋內、外板,材料利用率單件可提升4.5%,如圖10所示。
3423
FMMM ??? 4年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
連續模的感應器(Sensor)有兩種,一種是步距感應器,另一種是落料感應器。
2227
UG編程模具設計實戰 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
