



沖壓工藝仿真中界面接觸壓力計算精度研究 
本研究采用U形件彎曲成形,其中圓角半徑為5mm,成形深度50mm,模具間隙設定為板料厚度的5%。如圖1所示,由于U形件的幾何形狀以及施加載荷的對稱性,本模型只建立二分之一U形件,并通過板料寬向邊界約束設置,實現(xiàn)平面應變狀態(tài)下的彎曲。 板料選取冷軋雙相鋼DP590,板料厚度為2mm。按照汽車沖壓件工藝仿真的常規(guī)設置,鋼板假定為彈塑性材料,模具設定為剛性。
5396 7
FMMM ??? 2年前
汽車B柱內(nèi)板熱沖壓成形工藝優(yōu)化的模擬分析 
本文以某汽車B柱內(nèi)板為例,運用Dynaform軟件對熱沖壓成形中的板料初始溫度、模具初始溫度、壓邊力和沖壓速度進行優(yōu)化,獲得最優(yōu)工藝參數(shù),并完成模擬分析。2 汽車B柱內(nèi)板熱沖壓成形仿真參數(shù)設計2.1 有限元模型設計圖1為某品牌汽車B柱內(nèi)板的三維設計圖。零件是位于汽車前門與后門的交界處,起著支撐和安全保護作用,需具備高強度和抗碰撞能力。
4927 3
汽車-小江 ??? 2年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
如下圖所示,為基于斷裂模型MMC(Modifed Mohr Coulomb)進行的沖壓成形分析,而且研究了板料方向(0°/45°)對開裂的影響。0°沖壓開裂位置與45°沖壓開裂位置明顯不同,充分證明了板料各向異性,不同的擺放產(chǎn)生的開裂缺陷不同。
4796 4
海克斯康設計與仿真 ??? 2年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
如下圖所示,為基于斷裂模型MMC(Modifed Mohr Coulomb)進行的沖壓成形分析,而且研究了板料方向(0°/45°)對開裂的影響。0°沖壓開裂位置與45°沖壓開裂位置明顯不同,充分證明了板料各向異性,不同的擺放產(chǎn)生的開裂缺陷不同。
3805 1 1
仿真客 ??? 3年前
“精算”那些事 第五篇: 沖壓有限元仿真知多少 
提到沖壓相關的有限元仿真,往往關注產(chǎn)品本身的成形仿真,也就是板料塑性變形。其關注點僅局限于沖壓產(chǎn)品的成形問題: 開裂、起皺、尺寸回彈、外觀面品等,然而一個沖壓產(chǎn)品從設計階段到批量,整個開發(fā)周期無論是產(chǎn)品設計、工藝、工裝模具結(jié)構(gòu)設計、沖壓模具的調(diào)試研合、量產(chǎn)時產(chǎn)品工序件間的傳遞、轉(zhuǎn)運等等整個過程涉及的工況較為復雜、條件的波動對模具工裝、產(chǎn)品 都會起到一定的影響。
5563 3
金屬加工前沿 ??? 2年前
Ansys專業(yè)金屬沖壓成型解決方案 
,降低修模次數(shù) -材料利用率:盡可能提高材料利用率 -效率:提高生產(chǎn)效率,簡化工序 -穩(wěn)定生產(chǎn):工藝的合理性 LS-DYNA在金屬板料成型領域的應用 -歷史悠久:LS-DYNA在金屬沖壓成型仿真的應用始于1990s -良好的業(yè)內(nèi)聲譽:LS-DYNA擁有業(yè)內(nèi)領先的沖壓仿真精度,特別是回彈預測 -領先的求解技術:板料成型中的許多新技術都起源于
2345 2
Cruise ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
1、避免直角,圓弧過渡2、孔與孔,孔與邊,孔與彎曲處之間有足夠距離3、彎曲半徑不能過小,折彎高度適宜4、薄板可以通過加強筋方式提高剛度和強度5、注意板料的纖維方向 厚板三合一送料機雙工位拆垛機,獨立工位機械手拆垛機械手視頻文章來源:沖壓智能制造聯(lián)盟
5969 2
金屬加工前沿 ??? 3年前
Autoform在拉延筋快速修磨中的應用 附Autoform+材料庫下載 
仿真分析模型的建立與驗證(1)拉延筋布置 在沖壓成形中,為了限制板料的流動,需要設置各種形狀的拉延筋。Autoform中不需要建立實際的拉延筋有限元模型,而是采用一些曲線來模擬拉延筋行為,當板料流過時,施加拉延筋阻力。
2285
陀飛輪啊 ??? 4年前
熱沖壓成形模具設計要點 
,圖2為熱沖壓過程中熱傳遞、力學、相變相互作用圖,熱沖壓成形過程,正是這樣一個板料內(nèi)部溫度場、應力場、相變同時共存,相互作用的變化過程,對板料在成形過程中的流動、變形等造成影響。
3439 1
金屬加工前沿 ??? 3年前
基于PLC的閥門生產(chǎn)線控制系統(tǒng)設計與仿真分析 
檢查所有參數(shù)設定無誤后,系統(tǒng)開始運行并對板料進行加工;(3)定位控制。系統(tǒng)執(zhí)行一個判斷程序“已剪片數(shù)=設定片數(shù)?”如果判斷結(jié)果為“Y”,則直接結(jié)束程序,完成加工任務;如果判斷結(jié)果為“N”,則繼續(xù)執(zhí)行加工程序。確定板料的長度,并將板料在車床上的坐標值寫入定位模塊[7]。然后啟動定位模塊,并檢查定位是否準確。
4350 4 1
機械工程師 ??? 2年前
淺析基于鋁門外板模具關鍵技術解決方案 
圖3 三種分析材質(zhì)的機械性能參數(shù)對比基于上述性能參數(shù)的微小波動差異,分別進行CAE仿真分析,得出回彈變化趨勢及結(jié)論,如圖4所示。
4294
FMMM ??? 2年前
第七屆高強鋼暨熱沖壓成形國際會議(ICHSU 2024)通知 
2023年11月29日/熱成形產(chǎn)業(yè)聯(lián)盟快訊--第七屆高強鋼暨熱沖壓成形國際會議(ICHSU 2024) 將在秉承前六屆會議關注熱沖壓成形新材料、新技術、新裝備的基礎上,聚焦節(jié)能減碳的科學路徑,高性能板料成形、多材料成形和數(shù)字化無損檢測等方向,就高性能熱沖壓材料與工藝、先進高強鋼的冷沖壓成形技術、多材料成形的技術與應用、多部件集成熱沖壓、激光加工、沖壓仿真應用技術、新型鍍層與工藝、沖壓成形技術在商用車輕量化發(fā)展領域的解決方案等業(yè)界廣泛關注的話題進行分享交流
3873
熱成形產(chǎn)業(yè)聯(lián)盟 ??? 2年前
ANSYS Forming 2023R1簡要評測 
,對于標準的單動、雙動設置過程比同類軟件相對操作更少; 個別細節(jié)還需要加強,比如壓邊力設置需要更自由,目前對多段壓邊力還不支持; 2.3模型自動定位 對于符合要求的模型、標準的單動、雙動設置過程可以做到全自動定位,效果還不錯; 2.4 單工步的重力和回彈分析無需額外的設置,勾選即可 對于板材的初始重力分析及拉延工步的回彈分析,設置簡化到2步,無需額外操作
3531 4 1
王毅 ??? 3年前
薄殼軌道沖壓成型仿真分析
1問題引入沖壓成形的有限元分析作為沖壓模具的高效專業(yè)輔助設計手段,能夠成為模具高效設計與生產(chǎn)提供非常強大的幫助,這也是仿真技術越來越受到行業(yè)內(nèi)重視的主要原因。本案例以一薄殼軌道沖壓成形仿真分析,以ABAQUS仿真平臺進行操作,以為此類工程問題提供設計思路。
2686 7 4
小琪琪_7663 ??? 3年前
LS-DYNA學習筆記-基于LS-PrePost的沖壓成形分析 
2816e50aabe2052a3691346feda4649d.png">雙擊BAT文件,啟動求解:<img src="https://img.jishulink.com/msimage/202510/74413554c1b8da7422c41726bdc5beb4.png">小結(jié): LS-PrePost內(nèi)置的Metal Forming模塊,功能比較單一,只支持標準的單動機雙動沖壓分析
3336 4 2
王毅 ??? 9月前
淺談汽車沖壓件材料利用率提升方法 
圖5 零部件深度對比圖6 零部件分件對比合并工藝/一模多件合并工藝 汽車車身上絕大多數(shù)零件為對稱件,在工藝設計時多考慮左右件成雙設計,在減少工藝補充、提升鋼材利用率的同時,成形難度也會降低。圖7所示的左右零件成雙,這在雙件合并情況中較為常見,合并后左右對稱件在模具設計、制件成形及材料利用率方面都有很好的貢獻,是非常有用的提高鋼材利用率的方法(圖8)。
3422
FMMM ??? 4年前
混動變速箱電驅(qū)模式齒輪嘯叫仿真及試驗研究 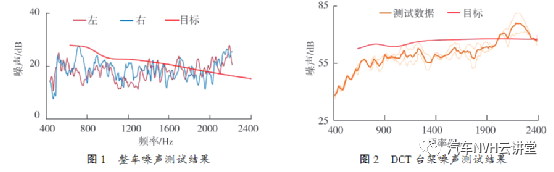
本文中 以混動雙離合自動變速器(dualclutchtransmission,DCT)2擋電驅(qū)動模式齒輪嘯叫噪聲為研究對象,運用仿真手段,從齒輪動態(tài)嚙合力和聲輻射2個方面進行剖析,形成一套解決電驅(qū)動模式齒輪嘯叫問題仿真分析方法,對指導齒輪嘯叫問題解決具有理論研究和實用價值。
4192 1
聲學仿真初學者 ??? 2年前
數(shù)字化智能沖壓車間關鍵技術 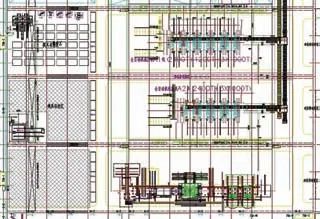
板材強度在線檢測基于自動電磁感應原理,是由磁化線圈、傳感器以及支撐輥等關鍵部件組成,能夠自動檢測鐵質(zhì)板材的屈服特性、抗拉特性以及混晶等導致的板材缺陷,實現(xiàn)了鋼材板料長度方向和寬度方向的連續(xù)檢測,從而保證了每個沖壓件的質(zhì)量都符合要求。
3289
FMMM ??? 3年前
汽車消聲器連結(jié)法蘭盤沖壓成形工藝參數(shù)優(yōu)化 
其中,內(nèi)孔的尺寸是Φ44.7mm, 采用圓孔翻邊沖壓的工藝進行加工。板料的內(nèi)孔預制尺寸依據(jù)文獻[5]的計算公式進行計算,得到預制內(nèi)孔徑為Φ22.187mm。沖壓模具的凸模直徑大小為Φ44.2mm, 凹模直徑的尺寸依據(jù)凸凹模間隙的大小來定,根據(jù)圖1所示的尺寸建立有限元模型,見圖2。
4614 6 1
金屬加工前沿 ??? 2年前
基于Adams的汽車發(fā)動機蓋外板二次切斷廢料滑落研究 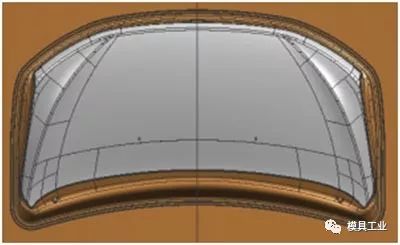
其次將下模座、廢料滑板等在仿真中不動的部分設置為固定副,如圖7所示。最后設置接觸關系,包括板料及可能與板料發(fā)生碰撞的物體,如廢料切刀、廢料滑板等,相關接觸設置如圖8所示。
2131
擺渡人張 ??? 2年前
20條/頁 
 11
11 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
