



注塑人要收藏的注塑生產(chǎn)不良缺陷原因
4、熔接痕(紋):在塑膠件表面的線狀痕跡,由塑膠在模具內(nèi)匯合在一起所形成,而熔體在其交匯處未完全熔合在一起,彼此不能熔為一體即產(chǎn)生熔接紋,多表現(xiàn)為一直線,由深向淺發(fā)展,此現(xiàn)象對(duì)外觀和力學(xué)性能有一定影響。如勾盤底部的熔接痕。5、波紋:注塑件表面有螺旋狀或云霧狀的波形凹凸不平的表征現(xiàn)象,或透明產(chǎn)品的里面有波狀紋,稱為波紋。
3275
Im智能注塑 ??? 3年前
注塑模調(diào)機(jī)工藝.
收縮痕注塑件缺陷的特征 通常與表面痕有關(guān),而且是塑料從模具表面收縮脫離形成的。 二、可能出現(xiàn)問題的原因 (1).熔融溫度不是太高就是太低。(2).模腔內(nèi)塑料不足。(3).冷卻階段時(shí)接觸塑料的面過熱。(4).流道不合理、澆口截面過小。(5).模溫是否與塑料特性相適應(yīng)。
2275 1
模具論壇 ??? 4年前
基于紫外線表面激活技術(shù)的新包膠注塑工藝 
本期為大家介紹的是來自阿博格的基于紫外線表面激活技術(shù)的新包膠注塑工藝,該工藝將紫外線表面激活功能集成在機(jī)械手的夾具中完成硅橡膠和熱塑性材料的粘結(jié)實(shí)現(xiàn)雙組分注塑的自動(dòng)化生產(chǎn),方法更簡(jiǎn)便、成本更低,有望在汽車和醫(yī)療領(lǐng)域廣泛應(yīng)用。
2461 2 1
ACMT協(xié)會(huì) ??? 2年前
讓注塑產(chǎn)品“光鮮亮麗”的高光注塑技術(shù)是什么? 
專用塑料生產(chǎn)表面質(zhì)量較高的產(chǎn)品時(shí),常用的塑料有ABS、PC+ABS或PMMA+ABS。其中,ABS的硬度最低,PMMA+ABS的硬度最高,可達(dá)H、甚至2H。但硬度越高,熔融指數(shù)也相對(duì)越 低。流動(dòng)性會(huì)變差,因此可根據(jù)生產(chǎn)需要選取適當(dāng)?shù)乃芰稀kS著塑料件的應(yīng)用日趨廣泛,以及人們對(duì)于環(huán)保,安全的意識(shí)逐漸增高,蒸汽無痕高光注塑已逐漸成為未來注塑領(lǐng)域的前沿和流行的技術(shù).
2728
Im智能注塑 ??? 3年前
技術(shù)干貨 | 注塑件電磁網(wǎng)格劃分指南(HyperMesh+SimLab) 
A復(fù)雜注塑件電磁網(wǎng)格劃分注塑件是汽車上典型的非金屬件,如下圖所示的復(fù)雜注塑件,小特征多,如果保留這些特征,劃分的網(wǎng)格數(shù)量顯著增加,仿真資源需求高,且存在不收斂的風(fēng)險(xiǎn)。因此需要去除小特征,保留主要特征,處理過程非常繁瑣。
3203 5 1
ALTAIR ??? 11月前
3D輪廓掃描儀:零部件仿真數(shù)模比對(duì)、翹曲分析的“慧眼” 
2、 車燈塑料件屬于透明材質(zhì),非接觸式測(cè)量避免對(duì)敏感表面的損傷。3、 需快速獲取尺寸檢測(cè)結(jié)果,以便及時(shí)調(diào)整生產(chǎn)過程中的參數(shù),如模具溫度、注射壓力等,確保產(chǎn)品質(zhì)量。解決方案1、 非接觸捕捉樣件的全尺寸幾何形狀和細(xì)節(jié)。2、 掃描速度快,檢測(cè)效率高,直觀地了解產(chǎn)品全尺寸檢測(cè)注塑成形的質(zhì)量。
1987
國(guó)高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 4月前
注塑調(diào)的不僅是機(jī)器,更是材料!塑料性能參數(shù)對(duì)注塑成型工藝的影響 
例如,對(duì)于一些結(jié)構(gòu)件或承載件,如選用低MFR的PC或ABS,工藝上就必須采用較高的注塑壓力和充足的保壓來驅(qū)動(dòng)熔體并補(bǔ)償收縮。MFR數(shù)據(jù)直接指導(dǎo)著注塑機(jī)的螺桿選擇。高M(jìn)FR材料應(yīng)搭配壓縮比較小的螺桿,以防止過度的剪切熱導(dǎo)致降解;而低MFR材料則需要壓縮比較大、剪切作用較強(qiáng)的螺桿,以確保塑化均勻。
2715 1 1
國(guó)高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 8月前
汽車內(nèi)飾件軟皮注塑包覆工藝研究
熔體溫度最低水平取200°C,所有水平均在包覆層材料的推薦工藝范圍內(nèi),其他因子的水平根據(jù)上一章的上飾板包覆層成型模擬分析結(jié)果確定,模具溫度以及骨架鑲件表面溫度設(shè)定為40 °C,冷卻時(shí)間定為20s。最終的研究結(jié)果表明,試驗(yàn)結(jié)果的影響因素中,按照影響程度,從大到小順序進(jìn)行排序,保壓時(shí)間影響最大,其后依次為保壓壓力、熔體溫度、V/P 切換,最后是注射時(shí)間。
3107
Im智能注塑 ??? 3年前
波紋管密封截止閥與普通密封截止閥的區(qū)別
5.堅(jiān)固耐用的波紋管密封設(shè)計(jì),保證閥桿的零泄漏,提供無需維護(hù)的條件。6.波紋管截止閥閥桿調(diào)質(zhì)及表面氮化處理,有良好的抗腐和抗摩擦性能;二、普通密封截止閥的特點(diǎn)介紹: 截止閥也叫截門,是使用最廣泛的一種閥門之一,它之所以廣受歡迎,是由于開閉過程中密封面之間摩擦力小,比較耐用,開啟高度不大,制造容易,維修方便,不僅適用于中低壓,而且適用于高壓。
2477
閥門圈 ??? 3年前
注塑成型的影響因素丨模具溫度 
對(duì)于每一種塑料和塑膠件,存在一個(gè)模具表面溫度的極限,超過這個(gè)極限就可能出現(xiàn)一種或更多不良影響(例如:組件可以溢出毛邊)。模具溫度更高意味著流動(dòng)阻力更小。在許多注塑機(jī)上,這自然就意味著更快流過澆、澆口和型腔,因?yàn)樗玫?em>注塑流動(dòng)控制閥并不糾正這個(gè)改變,填充更快會(huì)在澆道和型腔內(nèi)引起更高的有效壓力。可能造成溢料毛邊。
3108
模具論壇 ??? 4年前
分析比較:3D打印與傳統(tǒng)CNC、注塑和金屬注射成型之間的工藝差異 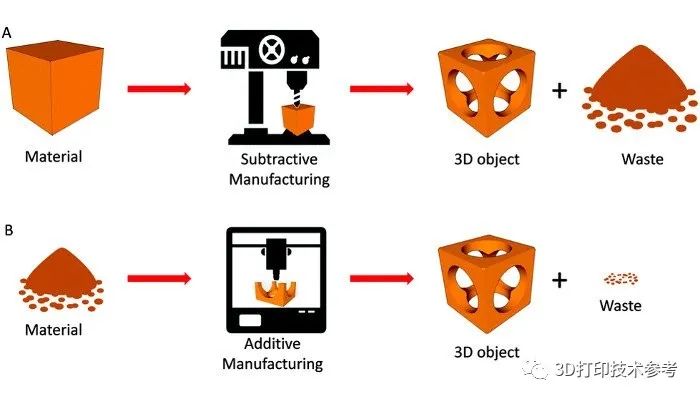
兩種工藝在表面質(zhì)量方面也存在差異。MIM 的表面光潔度略高,粗糙度約為1~2μm,粘結(jié)劑噴射金屬3D打印零件的表面粗糙度在3μ以上。對(duì)于具有較高裝配精度要求的,加工后期工藝需要采用CNC,既可以選擇注射成型也可以選擇3D打印。END無論對(duì)于3D打印的哪種工藝形式,均是對(duì)傳統(tǒng)制造工藝的有益補(bǔ)充。
3214
南極熊3D打印 ??? 3年前
汽車行業(yè)對(duì)注塑機(jī)所產(chǎn)生的影響 
從現(xiàn)有的汽車使用情況來看,汽車的內(nèi)外飾件都依賴于塑料注塑零件生產(chǎn),因此汽車行業(yè)對(duì)注塑機(jī)是具有深遠(yuǎn)影響的。那么汽車配件有哪些典型的注塑件呢?(一)保險(xiǎn)杠保險(xiǎn)杠等外飾零件主要采用的材料是PP+EPDM、PC/PBT以及滑石粉改性產(chǎn)品。PP+EPDM用于中低檔車型的保險(xiǎn)杠產(chǎn)品注塑,PC/PBT用于高檔轎車。
2026
Im智能注塑 ??? 3年前
塑膠件實(shí)現(xiàn)類似金屬拉絲效果的工藝方法 
大致工藝流程如下:1)去應(yīng)力:由于塑料注塑后存在內(nèi)應(yīng)力,為了減少電鍍后制品的變形,故要去除內(nèi)應(yīng)力,一般用丙酮溶液浸泡;2)脫脂:為了保證粗化時(shí)對(duì)溶液的均勻接觸,先要去除塑料件上的油脂,一般用中低溫堿性液體清洗;3)粗化:目的是為了保證塑膠件與液體的接觸面積,一般釆用高鉻酸溶液;4)中和、還原:去除塑膠件表面殘留的強(qiáng)酸、氧化物等雜質(zhì),提高塑膠件的親和性;5)預(yù)浸:為了讓塑膠件表面附上二價(jià)鉻離子
3232 3 2
結(jié)構(gòu)攻城獅 ??? 3年前
Ansys Zemax光學(xué)設(shè)計(jì)軟件技術(shù)教程:如何對(duì)中頻誤差進(jìn)行評(píng)估和公差分析 
然而,與傳統(tǒng)的表面加工不同,金剛石車削可以作為一個(gè)特別的案列,需要預(yù)測(cè)零件中的中頻至高頻旋轉(zhuǎn)對(duì)稱波紋。金剛石車削是以金剛石為切削工具的車削方法,廣泛應(yīng)用于從晶體、金屬、丙烯酸等材料的高質(zhì)量非球面光學(xué)元件加工中,塑料光學(xué)元件也通常使用金剛石車削加工得到的模具來注塑成型。
2656
w**elab86_Swsp ??? 3年前
哈工大《CS》:具有形狀記憶能力的3D打印連續(xù)纖維增強(qiáng)復(fù)合波紋夾芯結(jié)構(gòu)的彎曲性能及失效行為研究 
矩形試件的有效長(zhǎng)度為16 mm。該組成材料的平均抗壓模量E為3 GPa,抗壓強(qiáng)度σ c 為72.6 MPa。 圖 3 3D打印連續(xù)纖維增強(qiáng)復(fù)合材料的壓縮試驗(yàn):(a)試件;(b)壓縮失效模式;(c)測(cè)量的應(yīng)力-應(yīng)變曲線 4 形狀恢復(fù)測(cè)試 所有試件的初始形狀均為矩形,幾何尺寸為158×33×1.2 mm。
4299 13 4
復(fù)合材料力學(xué)-君莫 ??? 4年前
溫度、壓力、速度,這些注塑工藝怎么調(diào)? 
而在活塞式注塑機(jī)時(shí)壓力損失可達(dá)到百分之十左右。而在活塞式注塑機(jī)時(shí)壓力損失可達(dá)到百分之五十。 注塑速度 這是指螺桿作為沖頭時(shí),模具的填充速度。注塑薄壁制品時(shí),必須采用高射速,以便于熔膠未凝固時(shí)完全填充模具,生產(chǎn)較為光滑的表面。填充時(shí)使用一系列程序化的射速,避免產(chǎn)生噴射或困氣等缺陷。
2359 1
高分 ??? 4年前
拓?fù)鋬?yōu)化在注塑件設(shè)計(jì)中的應(yīng)用 
在優(yōu)化過程中,幾何形狀會(huì)發(fā)生演變,引入表面沿法線方向移動(dòng)的速度(V)來表示演變。
4755 4 3
張偉一 ??? 2年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):拔模斜度篇(上) 
2)然后,塑膠件內(nèi)表面與后模型芯壁分離,此步驟一般模具采用頂針、斜頂或者推板等的輔助頂出結(jié)構(gòu),塑膠件內(nèi)側(cè)表面與型芯之間的摩擦力在一定程度上應(yīng)大于塑膠件外側(cè)表面與型腔壁之間的摩擦力,保證模具打開過程中塑膠件留在后模側(cè)。
8351 6 2
結(jié)構(gòu)攻城獅 ??? 3年前
6大典型注塑缺陷分析與實(shí)操技巧 
,也稱為陰線、銀絲、云母痕、氣泡,注塑件表面某些地方光潔度不一致,出現(xiàn)銀色的表面。
2486
汽車零部件模具與注塑 ??? 4年前
經(jīng)驗(yàn)分享 | 6大典型注塑缺陷分析與實(shí)操技巧 
,也稱為陰線、銀絲、云母痕、氣泡,注塑件表面某些地方光潔度不一致,出現(xiàn)銀色的表面。
2756
汽車零部件模具與注塑 ??? 4年前
20條/頁 
 9
9 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
