



【知識積累】螺紋知識大總結,三分鐘全面了解設計中常用的螺紋知識 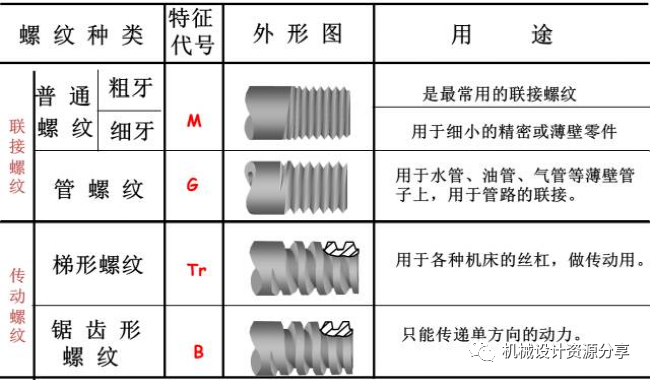
普通螺紋分粗牙普通螺紋和細牙普通螺紋。細牙普通螺紋多用于精密零件和薄壁零件上。 在螺紋的標記中,細牙普通螺紋的螺距必須注出,而粗牙普通螺紋的螺距一般不標注。
6569 5
機械發明愛好者 ??? 2年前
案例37-螺栓螺紋分析 
此方法計算速度非常快,但螺紋行為可能會丟失。 二維軸對稱和三維模型都用于比較這三種方法。所有三種方法的二維模型設置如下圖所示: 建模 具有標準螺紋尺寸的M120結構鋼螺栓采用合理尺寸的蓋板和底板建模。進行二維和三維螺栓螺紋建模。螺栓和板采用雙線性各向同性塑性材料模型。
3098 2 1
龍飛宇 ??? 3年前
螺紋連接松動機理有限元仿真分析... 
通過“建模—分析—計算—結果分析比較—修改 模型”過程迭代,最終建立螺紋連接結構的三維實體 模型[10]。 在網格劃分時多選用四面體單元和六面體單元, 分別采用兩種劃分方式對實體單元進行網格建模,六 面體網格具有 759 888 個節點,691 728 個單元,規模 較大;四面體網格有 429 054 個節點,290 603 個單元。
6383 5 1
小白Johnny ??? 2年前
UG NX怎么畫螺紋, NX12.0漸消非標螺紋的繪制筆記 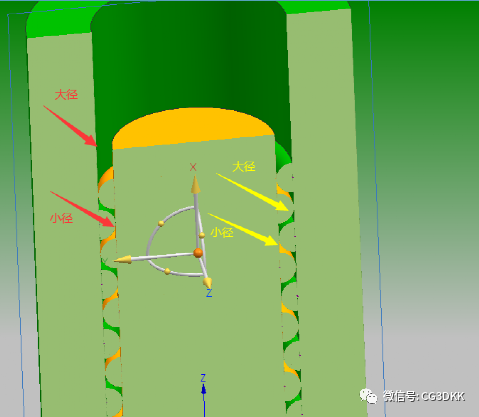
下圖,螺紋截面形狀掃掠螺旋線制作出螺紋,下圖是半圓的螺紋,梯形的螺紋更加緊密。螺紋截面形狀的高度是大徑和小徑之間的空間寬度的二分之一,例如本筆記中的大徑是6,小徑是5,那它們之間的空間寬度就是1MM,那螺紋截面的高度就是0.5MM。
4739
張偉一 ??? 3年前
案例56-螺紋連接分析 
建模 該模型使用具有軸對稱特性的PLANE182二維四節點結構實體單元(KEYOPT(3)=1): 關鍵位置螺紋的映射網格具有足夠的網格密度: 接觸建模 螺紋連接的二維軸對稱模型有兩個接觸對: 柔性-柔性接觸對使用低摩擦值(µ=0.05)。螺紋之間存在非常少量的初始穿透(包括在接觸分析中)。
3489 6 4
龍飛宇 ??? 3年前
螺紋基礎知識之管螺紋篇 
1、60°通用密封管螺紋(NPT、NPSC) NPT即National (American) Pipe Thread的縮寫,屬美國標準的 60 度錐管螺紋。A. 設計牙型 國標中的NPT設計牙型有圓錐螺紋和圓柱螺紋兩種,其中圓錐螺紋可作為內螺紋和外螺紋來使用,圓柱螺紋只能作為內螺紋使用。
5874 24 8
黔心黔行 ??? 1年前
帶內螺紋精密零件的熱處理畸變有限元仿真 
1 熱處理過程的數值建模熱處理過程是一個多物理場多尺度下的各種物理現象的耦合,它包含熱傳導、相變和應變[9]。所有上述的現象均需要在仿真模型中考慮。1.1 溫度-應力-相變耦合模型在熱處理過程中,存在3個物理場,如圖1所示。這些相互作用包含溫度和相變、溫度和應力應變、應力應變和相變3對耦合關系。
4592 3 2
FMMM ??? 2年前
螺紋的八種加工方式匯總 
螺紋主要分連接螺紋和傳動螺紋。對于連接螺紋,其加工方法主要為:攻絲、套絲、車絲、滾絲和搓絲等;對于傳動螺紋,其加工方法主要為:粗精車-磨、旋風銑-粗精車等。 螺紋原理的應用可追溯到公元前220年,希臘學者阿基米德創造的螺旋提水工具。公元4世紀,地中海沿岸國家在釀酒用的壓力機上開始應用螺栓和螺母的原理。
2899
非標機械論壇 ??? 3年前
公制螺紋閥門與英制螺紋閥門區別 
公制螺紋與英制螺紋 公制螺紋用螺距來表示,美英制螺紋用每英寸內的螺紋牙數來表示; 公制螺紋是60度等邊牙型,英制螺紋是等腰55度牙型,美制螺紋為等腰60度牙型; 公制螺紋用公制單位(如mm),美英制螺紋用英制單位(如英寸); “行內人”通常用“分”來稱呼螺紋尺寸,一英寸等于8分,1/4英寸就是2分,以此類推。
2178 3 1
閥門圈 ??? 3年前
數控加工中心加工螺紋的三種方法
用數控加工有:螺紋銑削法和絲錐加工、挑扣加工法三種方式: 一、螺紋銑削法 螺紋銑削是采用螺紋銑削刀具,用于大孔螺紋的加工,還有比較難加工材料的螺紋孔的加工,具有以下特點:1.刀具一般為硬質合金材料,速度快,銑削的螺紋精度高,加工效率也高; 2.相同的螺距,無論是左旋螺紋還是右旋螺紋,都能使用一把刀具,降低刀具的成本; 3.螺紋銑削法特別適用于不銹鋼
2096
數控編程網 ??? 4年前
各種螺紋的計算公式收集!
注:①以上的螺紋公差是以粗牙為準,對細牙的螺紋公差相應有些變化,但均只是公差變大,所以按此控制不會越出規范界限,故在上述中未一一標出。②螺紋的光桿坯徑尺寸在生產實際中根據設計要求的精度和螺紋加工設備的擠壓力的不同而相應比設計螺紋中徑尺寸加大0.04—0.08之間,為螺紋光桿坯徑值,比如公司的M8外螺紋6g級的螺紋光桿坯徑實在7.08—7.13即在此范圍。
2043
機械加工網 ??? 4年前
螺紋計算公式,直接套用! 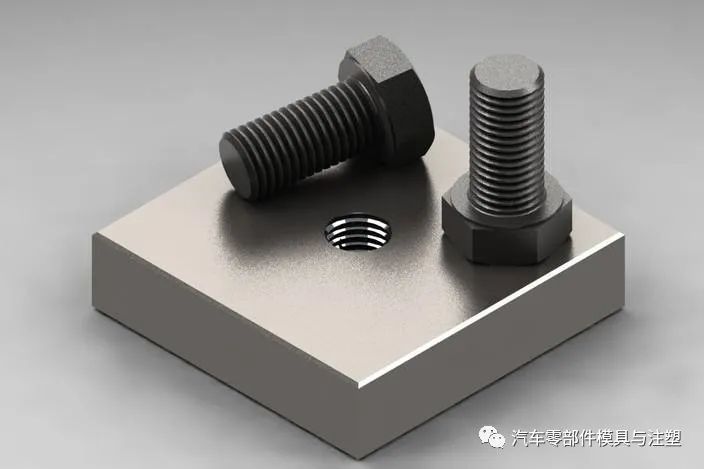
一、什么是螺紋?螺紋是從外部或內部切入工件的螺旋線。螺紋的主要功能是:1、通過組合內螺紋產品和外螺紋產品形成機械連接。2、通過將旋轉運動轉換為線性運動傳遞運動,反之亦然。3、得到機械優點。二、螺紋牙型和術語螺紋牙型確定螺紋的幾何形狀,包括工件直徑 (大徑、中徑和小徑);螺紋牙型角;螺距和螺旋角。
2593
汽車零部件模具與注塑 ??? 3年前
UG NX螺紋模具設計與制造 
根據產品形狀的不同,可有多種脫螺紋的方式。 (1)合模狀態脫螺紋 螺紋型芯由引導螺紋控制并后撤。注意引導螺紋的螺紋傾角與旋出螺紋的 傾角需一致。止轉需要依靠產品定模一側的幾何外形結構本身。螺紋脫出后, 設備頂出機構前行,產品便由卸料板頂出。
3275
張偉一 ??? 3年前
普通車床如何挑出矩形螺紋? 
矩形螺紋與三角形螺紋和梯形螺紋不同,矩形螺紋沒有單面切削或雙面切削的麻煩,也沒有中徑的問題,因為精度要求并不高。
3064
數控編程教學 ??? 4年前
帶螺紋升角的細節建模分析 
螺紋連接的細節建模與分析,可以考慮螺紋升角,可快速完成螺栓及螺紋網格的六面體細節建模,已經適配abaqus,后期有空打算適配patran,ansys等主流前處理器,有沒有啥搞頭?
2257 3
笙小康 ??? 3年前
數控車床螺紋編程切削,這下秒懂了!
在測量外螺紋時,如果螺紋“過端”環規正好旋進,而“止端”環規旋不進,則說明所加工的螺紋符合要求,反之就不合格。測量內螺紋時,采用螺紋塞規,以相同的方法進行測量。除螺紋環規或塞規測量外還可以利用其它量具進行測量,用螺紋千分尺測量測量螺紋中徑,用齒厚游標卡尺測量梯形螺紋中徑牙厚和蝸桿節徑齒厚,采用量針根據三針測量法測量螺紋中徑。
2063
數控編程網 ??? 4年前
螺紋錐度算法!! 
根據上面表中我們可以算出螺紋大小頭直徑,和程序中的R值。在編程加工中外螺紋以小頭端面測量,內螺紋以大頭端面測量。
2420 1
機械加工網 ??? 4年前
螺紋的八種加工方式匯總,做機加工必知 
用成形車刀車削螺紋,由于刀具結構簡單,是單件和小批生產螺紋工件的常用方法;用螺紋梳刀車削螺紋,生產效率高,但刀具結構復雜,只適于中、大批量生產中車削細牙的短螺紋工件。普通車床車削梯形螺紋的螺距精度一般只能達到8~9級(JB2886-81,下同);在專門化的螺紋車床上加工螺紋,生產率或精度可顯著提高。
2632
機械學霸 ??? 4年前
數控加工中心加工螺紋的三種方法
用數控加工有:螺紋銑削法和絲錐加工、挑扣加工法三種方式: 一、螺紋銑削法 螺紋銑削是采用螺紋銑削刀具,用于大孔螺紋的加工,還有比較難加工材料的螺紋孔的加工,具有以下特點:1.刀具一般為硬質合金材料,速度快,銑削的螺紋精度高,加工效率也高; 2.相同的螺距,無論是左旋螺紋還是右旋螺紋,都能使用一把刀具,降低刀具的成本; 3.螺紋銑削法特別適用于不銹鋼
2129
機械加工網 ??? 4年前
SolidWorks兩種螺紋線收尾的簡單畫法 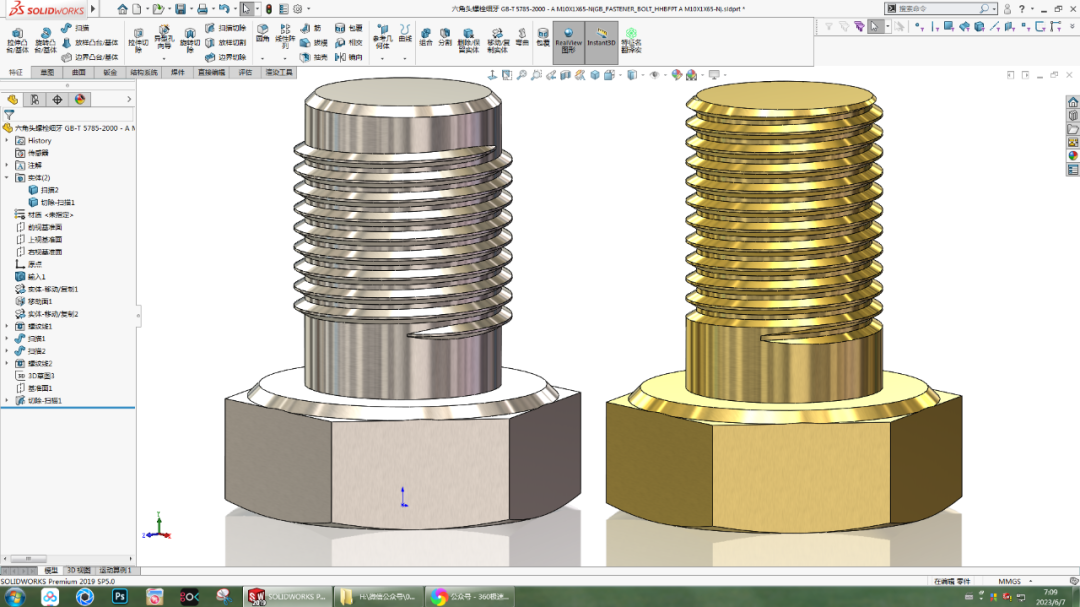
【螺紋線】。 3.螺紋線位置:圓邊線;偏移:3 。 3-1.結束條件:頂面;偏移:3 ,反向;類型:Metric Tap ;尺寸:M10×1 ;螺紋線方法:拉伸螺紋線。 4.【3D草圖】畫一根中心線,圓螺紋邊線添加:相切幾何關系。 4-1.
5579 5 2
張偉一 ??? 2年前
20條/頁 
 27
27 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
