



汽車沖壓模具的回彈分析及案例 
11、負回彈在加工工具表面時,設(shè)法使板料產(chǎn)生負向回彈。上模返回后,制件通過回彈而達到要求的形狀。12、電磁法利用電磁脈沖沖擊材料表面,可以糾正由于回彈造成的形狀和尺寸誤差。案例下面介紹公司某車型防撞梁采用冷沖壓工藝解決回彈的過程。C型面回沖1、零件如下圖,防撞梁內(nèi)板采用DOCOL 860高強度板,安裝要求較高,制件回彈很難控制。
3109
金屬加工前沿 ??? 3年前
沖壓模具常見工藝問題解決方法 
用解決回彈方法: (1)擠R; (2)移折彎線; (3)下模做負角; (4)滑塊成型;
3245 3 1
金屬加工前沿 ??? 3年前
沖壓模具設(shè)計的方法與步驟:一個保證不出問題的方法 
(7)作業(yè)圖上應(yīng)該標示模具的外輪廓尺度、模具閉合高度、合作尺度及合作型式沖壓模具規(guī)劃的辦法與過程模具規(guī)劃。作業(yè)圖上要標示模具的制作精度和技能條件的要求作業(yè)圖要按國家制圖規(guī)范制作,有規(guī)范的標題欄和名細表。假如是落料模,要在作業(yè)圖的左上角上制作排樣圖。(8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應(yīng)的修正。
2009
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
沖壓模具設(shè)計的方法與步驟:一個保證不出問題的方法 
(7)作業(yè)圖上應(yīng)該標示模具的外輪廓尺度、模具閉合高度、合作尺度及合作型式沖壓模具規(guī)劃的辦法與過程模具規(guī)劃。作業(yè)圖上要標示模具的制作精度和技能條件的要求作業(yè)圖要按國家制圖規(guī)范制作,有規(guī)范的標題欄和名細表。假如是落料模,要在作業(yè)圖的左上角上制作排樣圖。(8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應(yīng)的修正。
2192
模具設(shè)計UG編程教學(xué) ??? 3年前
沖壓模具設(shè)計前的規(guī)劃與步驟 
關(guān)注微信公眾號,沖壓幫 (7)作業(yè)圖上應(yīng)該標示模具的外輪廓尺度、模具閉合高度、合作尺度及合作型式沖壓模具規(guī)劃的辦法與過程模具規(guī)劃。作業(yè)圖上要標示模具的制作精度和技能條件的要求作業(yè)圖要按國家制圖規(guī)范制作,有規(guī)范的標題欄和名細表。假如是落料模,要在作業(yè)圖的左上角上制作排樣圖。
4409 2
金屬加工前沿 ??? 2年前
熱沖壓成形模具設(shè)計要點 
圖8 熱沖壓模具分段鑲塊冷卻水道示意圖 圖9 B柱門檻處左右角產(chǎn)品形狀 圖10 B柱門檻處左右角鑲塊冷卻水道鉆孔方式 同一工作部件鑲塊間冷卻管道布置方案分為直通式和迂回式兩種。
3442 1
金屬加工前沿 ??? 3年前
設(shè)計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
可對鈑金成形過程中的應(yīng)力、應(yīng)變、壁厚減薄、壁厚增厚、回彈、沖壓力、起皺、開裂、塌角、過渡減薄等結(jié)果進行分析。幫助客戶進行物理試錯,加快工藝開發(fā),降低修模次數(shù)、開發(fā)成本。
4804 4
海克斯康設(shè)計與仿真 ??? 2年前
汽車沖壓生產(chǎn)車間工藝概述
彎曲:將板料、型材、管材或棒材等彎成一定的角度、一定曲率形成一定形狀的沖壓方法。翻邊:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成豎立邊緣的沖壓成型方法。2. 分離工序是使板料按一定的輪廓線分離而獲得一定形狀、尺寸和切斷面質(zhì)量的沖壓件。分離工序分:落料、沖孔、切角、修邊等。落料:使材料沿封閉曲線相互分離,封閉曲線以內(nèi)的部分作為沖裁件時,稱為落料。
2808 1
金屬加工前沿 ??? 3年前
沖裁加工怎么做到雙面無毛刺?本文給你揭曉! 
有毛刺產(chǎn)生是我們在加工中必然形成的,想要去除它的話難免要下一番功夫,而且,因為分型面的原因,去毛刺的方法用的很頻繁我們沖壓產(chǎn)品,通常情況下,會有一個方向有毛刺。而要清除它的話,需要采用壓毛邊的方法,如果不這樣的話,就只能用負間隙沖裁的方法。下面就是本文的精華了:去除毛刺之平壓法如圖1,進行半量沖裁的這種,我們稱之為“負間隙“,凸模要大于凹模。
2638
模具社 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
用多道沖壓工序沖形狀復(fù)雜的零件,而且模具結(jié)構(gòu)或強度被受限制,它的內(nèi)外輪廓應(yīng)分成幾部分沖裁。對于平面度要求較高的工件,可在沖裁工序后再添加一次校平工序操作。二、結(jié)構(gòu)形狀是否復(fù)雜決定了彎曲件要用多少工序數(shù)量,這根據(jù)彎曲角的數(shù)目、相對位置和彎曲方向來決定。那有時候為什么要在彎曲后增加一道整形工序呢?這是因為彎曲件的彎曲半徑小于允許值。
2176
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
基于AutoForm的汽車頂蓋沖壓回彈補償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
在AutoForm中將頂蓋的A級曲面設(shè)置為直接補償區(qū)域,拉深工序的壓料面設(shè)置為固定不補償區(qū),工藝補充設(shè)置為過渡區(qū),其他工序的結(jié)構(gòu)面為了避免形成拉深負角,設(shè)置為沖壓方向補償。 圖6 全工序回彈補償 因為AutoForm迭代補償?shù)那娌环螦級曲面要求,需要將數(shù)據(jù)導(dǎo)出進行曲面重構(gòu),使其滿足A級曲面標準。
2973 1
keyong2025 ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
1).材料彎曲時,彎曲圓角當超過材料的極限強度時,就會產(chǎn)生裂縫和折斷,應(yīng)避免過小的彎曲圓角半徑2)R角的設(shè)定最好不要大于其自身1.5倍材料厚度。因為R角過大彎曲過后其回彈也很大。3).彎曲件的彎曲高度不要太長,同時H也不可以過小,特別是材料t>2mm的時候h過小(切記),會使彎曲困難,很難得到形狀準確的零件。
5978 2
金屬加工前沿 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
用多道沖壓工序沖形狀復(fù)雜的零件,而且模具結(jié)構(gòu)或強度被受限制,它的內(nèi)外輪廓應(yīng)分成幾部分沖裁。對于平面度要求較高的工件,可在沖裁工序后再添加一次校平工序操作。二、結(jié)構(gòu)形狀是否復(fù)雜決定了彎曲件要用多少工序數(shù)量,這根據(jù)彎曲角的數(shù)目、相對位置和彎曲方向來決定。那有時候為什么要在彎曲后增加一道整形工序呢?這是因為彎曲件的彎曲半徑小于允許值。
1901
模具設(shè)計UG編程教學(xué) ??? 3年前
設(shè)計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
可對鈑金成形過程中的應(yīng)力、應(yīng)變、壁厚減薄、壁厚增厚、回彈、沖壓力、起皺、開裂、塌角、過渡減薄等結(jié)果進行分析。幫助客戶進行物理試錯,加快工藝開發(fā),降低修模次數(shù)、開發(fā)成本。
3811 1 1
仿真客 ??? 3年前
二次拉延消除發(fā)蓋外板滑移線缺陷 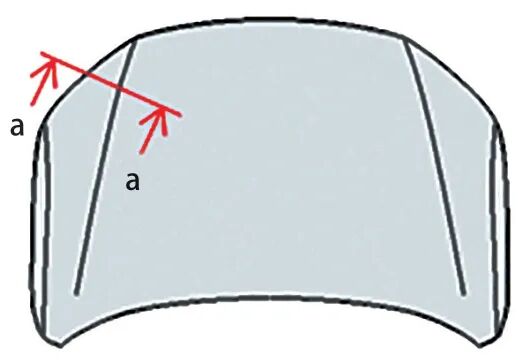
—文章選自《鍛造與沖壓》2022年第20期
2854 1 2
金屬加工前沿 ??? 3年前
汽車B柱內(nèi)板熱沖壓成形工藝優(yōu)化的模擬分析 
圖5 零件回彈量分布由圖3可知,零件成形極限大部分區(qū)域處于安全狀態(tài),未出現(xiàn)開裂現(xiàn)象,只有少部分區(qū)域處于起皺狀態(tài),零件是內(nèi)板件少部分起皺不會對性能造成很大影響;由圖4可知,零件的最小厚度為1.349 mm, 最大厚度為1.606 mm, 對應(yīng)的最大減薄率為10.1%,最大增厚率為7.1%,2個評價指標均在允許范圍內(nèi);由圖5可知,零件的最大回彈量為0.714 mm, 最大回彈發(fā)生在右上角區(qū)域
4934 3
汽車-小江 ??? 2年前
延長沖壓模具使用壽命的幾點措施
1.沖壓生產(chǎn)工藝及模具設(shè)計 在實際生產(chǎn)中,影響模具工作的因素主要有沖壓材料表面質(zhì)量差、公差大、材料性能不穩(wěn)定以及表面有雜質(zhì),這些都會導(dǎo)致模具磨損加快。在拉深模中,影響模具沖壓載荷的大小以及黏著傾向的程度最重要的是被拉深板料的成形能力、厚度、材料的表面質(zhì)量等。在生產(chǎn)模具中,由于整體式模具會存在凹凸角進而會造成應(yīng)力集中現(xiàn)象導(dǎo)致模具炸裂。
2761 6 3
金屬加工前沿 ??? 3年前
沖壓斷面“全光亮”精沖工藝揭秘,掌握最新工藝、技術(shù)不求人 
今天給大家分享一個沖壓技術(shù)難點“精沖”或者叫“全光亮帶”。這什么意思?就是沖裁出來產(chǎn)品斷面質(zhì)量必須保證光亮無毛刺。其難點在于,普通沖裁工藝完成后,由于受沖裁間隙、裝配間隙的影響,不可避免會出現(xiàn)產(chǎn)品上表面自然塌角、下表面出現(xiàn)毛刺。具體分布如下圖:(沖裁過程、沖裁間隙圖)在合理沖裁間隙下產(chǎn)品沖裁后斷面質(zhì)量分為四區(qū):塌角區(qū)、光亮區(qū)、斷裂區(qū)、毛刺區(qū)。
2924 1 1
UG編程模具設(shè)計實戰(zhàn) ??? 4年前
【專業(yè)知識】最全的沖壓工藝與產(chǎn)品設(shè)計知識大匯總 
01沖壓產(chǎn)品的工藝分類1、基本工序分類 沖壓工藝按其變形性質(zhì)可以分為材料的分離與成型兩大類。分離工序是指坯料在沖壓力的作用下,變形部位的應(yīng)力達到抗拉強度以后,是坯料發(fā)生斷裂而產(chǎn)生分離,從而獲得所需形狀與尺寸的工件的沖壓工序。
3109 1
機械工程師 ??? 3年前
高速精密沖壓連續(xù)模不會怎么辦!讓我來教你 
都是我創(chuàng)作的動力,期待你的加入1、沖孔落料力的計算①:了解沖壓沖裁加工(剪切加工)所需的加工力對于沖壓機的選型或模具設(shè)計來說也是不可或缺的。②:在沖裁加工中,有時會發(fā)生凸模刃部折損和肩部破損等問題。這些問題大多是由于零件的技術(shù)數(shù)據(jù)不足,以及沖頭凹模的材和形狀選擇錯誤所引起的。
1886
模具設(shè)計UG編程教學(xué) ??? 4年前
20條/頁 
 17
17 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
