



基于自動化生產的卡車縱梁落料沖孔模設計 
圖1 某款卡車縱梁落料沖孔件模具穩定可靠的定位設計縱梁因自動化生產頻率較快,板料能否擺放到位會直接影響產品的質量及生產效率。
2126
金屬加工前沿 ??? 3年前
基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
摘 要:設計某墊片類零件落料沖孔模,計算沖裁力,根據落料沖孔模具結構分析模具上墊板零件受力情況,利用NX NASTRAN有限元分析軟件對零件受力情況進行模擬。分析和試沖結果表明,零件受力情況與有限元分析結果一致,零件原結構不能滿足模具工作需求,更改零件結構后應力和應變情況得到了明顯改善,能滿足模具的使用要求。
4144
Whitney ??? 2年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
凹模的設計凹模設計的要點是避免沖裁廢料積留在凹模孔內.其要點的問題癥結在于,所需的落料力之大,同時相抵觸的沖壓力之多.作為對策,應盡可能縮短刃口長度(A).如果可能的話,應以逐一單片落料為設計理念.原則上,落料孔(d寸)相對于P寸,應謹防尺寸懸殊。同時,若縮小d寸,凹模長度(L)亦應相應縮短.防堵塞對策.配合間隙要大于常規間隙,以降低沖壓加工力.
1958
UG編程模具設計實戰 ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
凹模的設計凹模設計的要點是避免沖裁廢料積留在凹模孔內.其要點的問題癥結在于,所需的落料力之大,同時相抵觸的沖壓力之多.作為對策,應盡可能縮短刃口長度(A).如果可能的話,應以逐一單片落料為設計理念.原則上,落料孔(d寸)相對于P寸,應謹防尺寸懸殊。同時,若縮小d寸,凹模長度(L)亦應相應縮短.防堵塞對策.配合間隙要大于常規間隙,以降低沖壓加工力.
2060
模具設計UG編程教學 ??? 4年前
汽車用熱成型鋼板的加工工藝 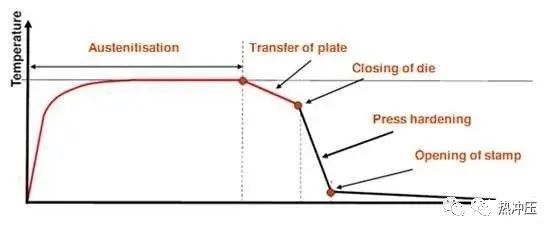
落料片的生產 落料片是在開卷落料線上生產出來特定輪廓的料片,然后將落料片運送至熱成型線,由機器人通過真空吸盤將落料片送至打碼機打碼之后,放至輸送線上傳送至加熱爐。 2.
4656
金屬加工前沿 ??? 2年前
汽車沖壓生產車間工藝概述 
分離工序分:落料、沖孔、切角、修邊等。落料:使材料沿封閉曲線相互分離,封閉曲線以內的部分作為沖裁件時,稱為落料。沖孔:使材料沿封閉曲線相互分離,封閉曲線以外的部分作為沖裁件時,稱為沖孔。四、各工序名稱及其代號沖壓車間生產的零件中,有一部分屬于覆蓋件,如:發動機罩外板、頂蓋、車門等。五、對覆蓋件的要求1.
2805 1
金屬加工前沿 ??? 3年前
一塊鋼板沖出這么多孔,卻還平整如初,怎么做到的? 
都是我創作的動力,期待你的加入沖孔板用于多種行業,有些行業對沖孔板的平整度要求很高,沖孔后,板材必須平整無痕。不過,使用普通沖孔模具組件,不銹鋼沖孔板等板材經過沖壓后會明顯變形。今天為大家介紹一種沖孔精加工模具,沖孔板加工后,平整如初,不需要額外的平整工序!
1962
UG編程模具設計實戰 ??? 4年前
一塊鋼板沖出這么多孔,卻還平整如初,怎么做到的? 
都是我創作的動力,期待你的加入沖孔板用于多種行業,有些行業對沖孔板的平整度要求很高,沖孔后,板材必須平整無痕。不過,使用普通沖孔模具組件,不銹鋼沖孔板等板材經過沖壓后會明顯變形。今天為大家介紹一種沖孔精加工模具,沖孔板加工后,平整如初,不需要額外的平整工序!先看下動圖感受一下:是不是很平整?
1965
模具設計UG編程教學 ??? 4年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
2、沖裁模具簡介1)沖孔、落料模2)去毛刺模具3)側面沖孔模具04彎曲產品形態與成型過程介紹1、彎曲產品的形態折彎成型機理:金屬材料受到的應力大于彈性極限(屈服強度)而 又小于斷裂極限(抗拉強度),造成板料在彎曲變形區內的曲率發生變化,形成折彎。
3100 1
機械工程師 ??? 3年前
高速精密沖壓連續模不會怎么辦!讓我來教你 
落料沖裁加工時,在凹模上取剪切角;沖孔加工時,在凸模上取剪切角。②:H尺寸時,經常取板厚程度以上的剪切角。順便說一下,將剪切角的H尺寸取為板厚左右時,可減輕約30%左右的加工力。 學無止境,沒有最好,只有更好。
1885
模具設計UG編程教學 ??? 4年前
五金沖壓加工常見的外觀缺陷 
1.在沖壓件的落料、沖孔、修邊工序,常見的外觀缺陷是:毛刺過大、變形、表面劃傷、漏沖孔等。 2.在沖壓件的拉深工序,常出現的外觀缺陷是:拉裂、起皺、表面拉傷、波浪、鼓包、凹坑、麻點。 3.在沖壓件的翻邊工序,常見的外觀缺限是:翻邊不垂直、翻邊高度不一致、翻邊拉毛等。 五金沖壓件所經過的沖壓工序越多,出現的質量問題越多,沖壓件的成品率相對來講就越低。
2103
東一金屬 ??? 3年前
震驚!五金沖壓模具沖裁間隙與公差,對照 
+1 +0.10 下模座 落料孔 +1.5 ±0.01 上表中Z值取值依下表所列: G1,EG,SGCC, SECC、 CRS、SPCC材質 料厚 ≤0.05 0.5<T
3035 1
模具設計UG編程教學 ??? 4年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
包括剪切、落料、修邊、沖裁、沖孔和切口等。 成形工序:毛坯或零件改變形狀的工序,包括拉深、彎曲、脹形、縮口、刻印、起伏成形、翻邊、局部擠壓、熨薄和整形等。 復合工序:該類工序包含沖(孔)裁、落料和成形等兩種以上工序,主要是通過復合模或連續(級進)模來實現。
4596 5
數控編程網 ??? 3年前
什么是鈑金加工?鈑金加工的基本流程有哪些? 
沖裁是集剪切、落料、沖孔、沖缺、沖槽、剖切、鑿切、切邊等許多分離工序的總稱。4-鈑金折彎。折彎是一種改變板材或板材角度的加工過程。主要是將扁平的金屬板材彎曲成不同形狀。比如v形、u形或槽型等。以上是小編總結的鈑金加工的相關流程。歡迎大家到深圳市一鑫創研技術有限公司來實地考察。
2385
2103707493 ??? 2年前
五金沖壓模具間隙實際選用情況說明 
在相同沖壓生產條件下,非圓形沖壓件比圓形沖壓件所選擇的模具間隙要大,沖孔比落料間隙大。 沖壓模具的凹模為直壁凹模時比錐口凹模時的間隙大。 沖壓方法為高速沖壓加工時,模具容易發熱,此種情況下模具的間隙應增大。 沖裁熱軋硅鋼板比冷軋鋼板的間隙要大。 用電火花加工的凹模,其間隙比用磨削加工的蔞模要小。
2351
東一金屬 ??? 2年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
分離工序:沖裁(落料、沖孔)、剪切、切口、切邊、剖切。沖裁時板料的變形過程變形過程:模具間隙正常時,金屬材料的沖裁過程可分三個階段:1)彈性變形階段板料產生彈性壓縮,彎曲和拉伸等變形。材料在受到外力作用時產生變形或者尺寸 的變化,而 且能夠恢復的變形叫做彈性變形。2)塑性變形階段板料的應力達到屈服極限,板料開始產生塑性剪切變形。
5970 2
金屬加工前沿 ??? 3年前
生產制造 | VISI高效實現沖壓連續模具沖頭設計 
>>>>拉伸沖頭如下圖所示,將沖頭拉伸至沖頭固定板上,并在沖頭穿過的板和落料的板都生成了有間隙的通孔。>>>>設計沖頭根部根部的尺寸支持參數化的調節以滿足客戶多樣化的需求。>>>>設計沖頭桿部桿部設計可以加壯沖頭,VISI軟件提供了矩形和圓形兩種類型,并且支持參數化的修改。
2829 2 1
海克斯康設計與仿真 ??? 11月前
【專業積累】鈑金行業專業詞匯知多少——必須專業起來! 
(11)落料:指在普通沖床或其他設備上使用模具加工得到產品形狀的工藝過程。(12)沖孔:指工件由普通沖床和模具加工孔的工藝過程。(13)沖凸包:指在沖床或油壓機用模具使工件形成凸起形狀的工藝過程。(14)沖撕裂:也叫“沖橋”,指在沖床或油壓機用模具使工件形成像橋一樣形狀的工藝過程。
2534
機械工程師 ??? 3年前
汽車零部件加工的工藝有哪些呢? 
此類零件一般經過落料、沖孔機、彎折、反邊、整修等工藝而成型。為了更好的生產冷沖壓件,需要制作沖壓模具。E-熱處理熱處理工藝是對實心鋼進行再加熱、絕緣或冷卻以改變其組織結構以滿足零件的應用標準或技術標準的一種方式。加熱環境溫度的多少、保溫時間的長短、冷卻效率的快慢都會使鋼材產生不同的結構轉變。熱處理就是人工將加熱后的鑄鐵滲入水中迅速冷卻。
4119 1
2103707493 ??? 2年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
五金樣板在尺寸達不到要求的情況下,可以通過整形來實現,包括梅花樁, 再次拍平,簡易沖孔等等修披鋒。以上是一些在實際沖壓工作中的經驗總結,希望對閱讀到此文的人有幫助,提高模具的準期合格率,減少試模次數。
2676
UG編程模具設計實戰 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
