



多工位自動(dòng)化點(diǎn)焊技術(shù)的研究與應(yīng)用 
由于生產(chǎn)過(guò)程需多人進(jìn)行協(xié)作,經(jīng)多次搬運(yùn)與翻轉(zhuǎn),生產(chǎn)效率低且零件一致性差。點(diǎn)焊時(shí)火花四濺,作業(yè)環(huán)境較為惡劣。工人進(jìn)行機(jī)械化的反復(fù)操作,動(dòng)作浪費(fèi)多,勞動(dòng)強(qiáng)度高,諸多浪費(fèi)與低效等導(dǎo)致生產(chǎn)成本過(guò)高。基于此背景,結(jié)合工業(yè)機(jī)器人的應(yīng)用,項(xiàng)目組規(guī)劃設(shè)計(jì)了一條集上下料與點(diǎn)焊加工生產(chǎn)于一體的多工位自動(dòng)化點(diǎn)焊線體,如圖1 所示,對(duì)傳統(tǒng)生產(chǎn)模式進(jìn)行革新。
2812 1
FMMM ??? 4年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
,獨(dú)立工位機(jī)械手拆垛機(jī)械手視頻文章來(lái)源:沖壓智能制造聯(lián)盟
5978 2
金屬加工前沿 ??? 3年前
級(jí)進(jìn)模中卸料裝置和限位裝置如何設(shè)計(jì) 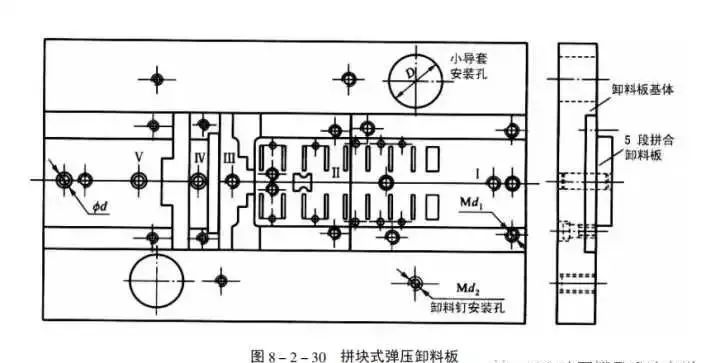
外螺紋式軸長(zhǎng)L的精度為+0.1mm,常用于少工位普通級(jí)進(jìn)模中:內(nèi)螺紋式軸長(zhǎng)精度為土0.02mm,通過(guò)磨削軸端面可使--組卸料螺釘工作長(zhǎng)度保持-致;組合式由套管、螺栓和墊圈組合而成,它的軸長(zhǎng)精度可控制在土0.01mm。內(nèi)螺紋和組合式還有一個(gè)很重要的特點(diǎn),當(dāng)沖裁凸模經(jīng)過(guò)一-定次數(shù)的刃磨后再進(jìn)行刃磨時(shí),對(duì)卸料螺釘工作段的長(zhǎng)度必須磨去同樣的量值,才能保證卸料板的壓料面與沖裁凸模端面的相對(duì)位置。
4468
金屬加工前沿 ??? 2年前
減少沖裁間隙效果最差,試試這三種工藝 
普通的沖裁,將材料分離后得到的斷面質(zhì)量主要分為四層:塌角、光亮、斷裂、毛刺區(qū),如下圖。影響沖裁斷面的因素有很多,一般只需要滿足要求即可,無(wú)需太多關(guān)注斷面,因?yàn)橹灰?em>沖裁間隙合理基本就不會(huì)有問(wèn)題。沖裁斷面分步精沖精沖其實(shí)就是在普通沖裁的基礎(chǔ)發(fā)展而來(lái),主要就是保證沖裁斷面只有“光亮帶”,盡量減少甚至沒(méi)有塌角、斷裂、毛刺區(qū)。
2039
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
減少沖裁間隙效果最差,試試這三種工藝 
普通的沖裁,將材料分離后得到的斷面質(zhì)量主要分為四層:塌角、光亮、斷裂、毛刺區(qū),如下圖。影響沖裁斷面的因素有很多,一般只需要滿足要求即可,無(wú)需太多關(guān)注斷面,因?yàn)橹灰?em>沖裁間隙合理基本就不會(huì)有問(wèn)題。沖裁斷面分步精沖精沖其實(shí)就是在普通沖裁的基礎(chǔ)發(fā)展而來(lái),主要就是保證沖裁斷面只有“光亮帶”,盡量減少甚至沒(méi)有塌角、斷裂、毛刺區(qū)。
1849
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
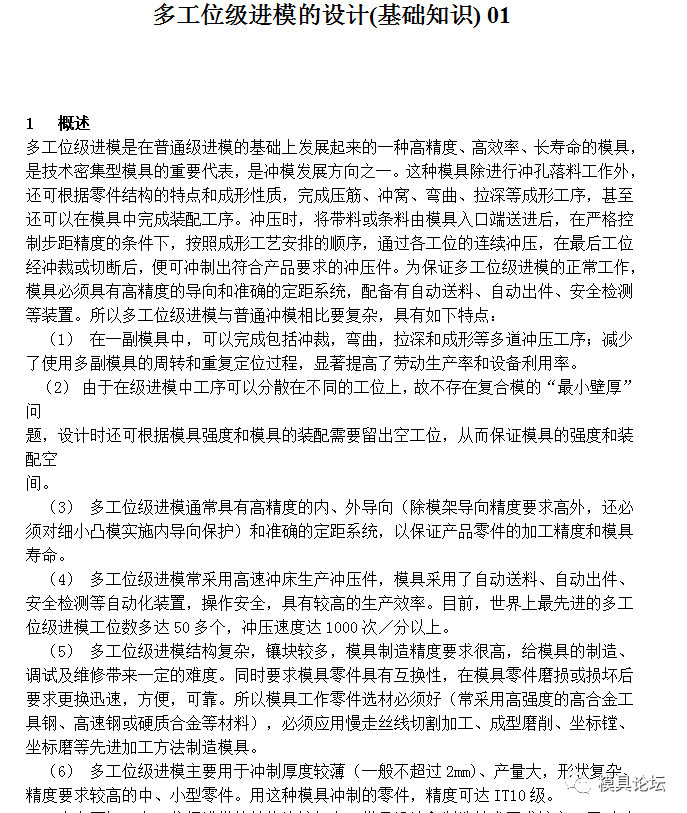
多工位級(jí)進(jìn)模的設(shè)計(jì)基礎(chǔ)知識(shí)
1747 1
模具論壇 ??? 3年前
設(shè)計(jì)仿真 | Simufact Forming模具疲勞分析助力預(yù)測(cè)模具壽命 
產(chǎn)品A使用單個(gè)成形模具,而產(chǎn)品B則使用由多個(gè)部件組成的成形模具。采用Simufact Forming模擬了多工位冷鍛成形,將前序工位結(jié)果傳遞到后續(xù)工位,并對(duì)實(shí)際模具壽命較低的工位進(jìn)行了模具壽命計(jì)算對(duì)比。產(chǎn)品A仿真結(jié)果在實(shí)際生產(chǎn)過(guò)程中,通常會(huì)在規(guī)定的區(qū)域出現(xiàn)模具失效的情況,且一般是在完成約600次鍛壓后才會(huì)發(fā)生。
3156 2 1
海克斯康設(shè)計(jì)與仿真 ??? 10月前
雙工位雙向臥式框架伺服數(shù)控?cái)D壓液壓機(jī)設(shè)計(jì)與開(kāi)發(fā) 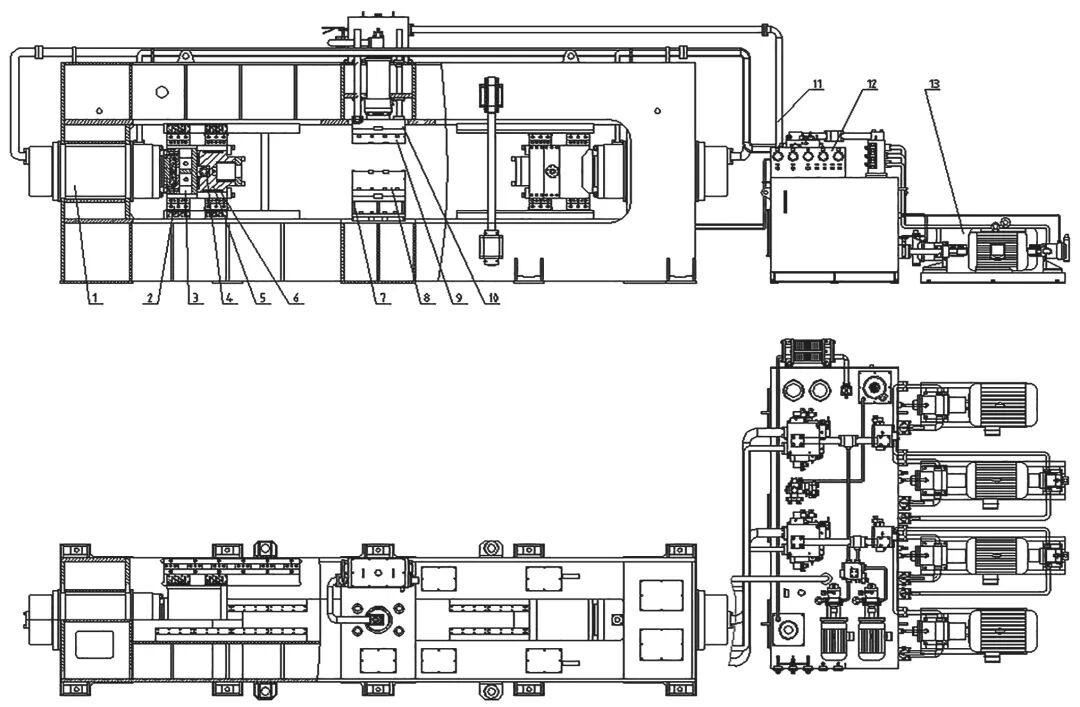
⑸雙工位模具機(jī)構(gòu)包括換模油缸、換模滑塊、換模滑塊導(dǎo)軌、擠壓雙工位模具等。設(shè)有位置檢測(cè)裝置以及固定擋鐵等多層保護(hù)裝置,不到位下個(gè)動(dòng)作不執(zhí)行并且報(bào)警提醒。為提高擠壓工件的多次擠壓效率(因工件鍛造比需求),本機(jī)設(shè)有雙工位自動(dòng)換模機(jī)構(gòu)(實(shí)現(xiàn)兩臺(tái)設(shè)備并用),并且同種規(guī)格夾緊模具可通用,可以在夾緊工件保持不動(dòng)情況下,進(jìn)行兩個(gè)工位的自動(dòng)快速換模機(jī)構(gòu)的轉(zhuǎn)換,提高工作效率。
3282 1
FMMM ??? 3年前
分享 | 智能液壓機(jī)發(fā)展趨勢(shì)及關(guān)鍵技術(shù) 
滑塊運(yùn)動(dòng)曲線可根據(jù)不同生產(chǎn)工藝和模具要求(如沖裁、拉伸、板料擠壓和級(jí)進(jìn)模沖壓等)進(jìn)行在線優(yōu)化設(shè)置,可設(shè)計(jì)特殊的工作特性曲線,進(jìn)行高難度、高精度加工,實(shí)現(xiàn)滑塊“自由運(yùn)動(dòng)”。2、效率高。可以在較大范圍內(nèi)設(shè)定滑塊行程次數(shù),滑塊速度和行程調(diào)節(jié)方便,能根據(jù)成形工藝,滑塊可在最小行程工作,借助多工位技術(shù)和自動(dòng)送料技術(shù),大大提高生產(chǎn)效率。3、精度高。
2661 6 3
機(jī)械工程師 ??? 3年前
精度較高的五金沖壓件所用復(fù)合模正倒裝的比較 
復(fù)合模在沖壓的一次行程中,能在同一工位上完成兩道或兩道以上的沖壓工序。正因?yàn)閺?fù)合模是在沖模的同一位置一次沖出工件,不存在定位誤差,所以其沖裁精度才高。因此對(duì)于精度要求較高的沖壓件,大多考慮采用復(fù)合模。 復(fù)合模的結(jié)構(gòu)有倒正裝之分。正裝和倒裝的復(fù)合模具,其工作零件的裝配位置不同。
2677
東一金屬 ??? 2年前
沖壓拉伸件的缺陷及其預(yù)防措施 
◆ 如是由于沖裁件形狀復(fù)雜且內(nèi)孔較多時(shí)剪切力不均勻增大壓料力,沖裁前就壓緊條料或者采用高精度的壓力機(jī)沖裁。◆ 板材在沖裁前應(yīng)進(jìn)行校平,如仍無(wú)法消除翹曲變形時(shí)可將沖裁后工件通過(guò)校平模再次校平。◆ 定時(shí)清除模具腔內(nèi)的贓物,薄板料表面進(jìn)行潤(rùn)滑,并在模具結(jié)構(gòu)上設(shè)有通油氣孔。 5沖裁時(shí),沖裁件的外緣和內(nèi)孔精度降低尺寸發(fā)生變化。
1931
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
精沖工藝與旋壓工藝,高技術(shù)含量的制造工藝 
精沖技術(shù)的核心,不是壓力機(jī),而是模具設(shè)計(jì)和制造技術(shù),法因圖爾生產(chǎn)的多工位的級(jí)進(jìn)模能使成形和去毛刺在同一個(gè)模具內(nèi)完成。除了法因圖爾之外,日本的森鐵工株式會(huì)社是僅次前者的精沖設(shè)備和技術(shù)提供商,和法因圖爾搶占中端市場(chǎng),在中國(guó)也有很多客戶。國(guó)內(nèi)有北京機(jī)電所、天津億眾機(jī)械制造、上海交通大學(xué)模具CAD國(guó)家工程研究中心以及十幾所高校從事精沖設(shè)備和模具的制造或軟件研發(fā)工作。
2623
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
沖壓斷面“全光亮”精沖工藝揭秘,掌握最新工藝、技術(shù)不求人 
結(jié)構(gòu)圖如下:3、正、反沖裁采用類(lèi)似半剪工藝,先將產(chǎn)品正面沖裁,但是并不完全沖斷,保留約1/4T。然后將材料翻轉(zhuǎn)進(jìn)行反向沖裁,以此來(lái)保證斷面質(zhì)量光滑。優(yōu)點(diǎn):保證光亮帶,適合前兩種無(wú)法做到工藝缺點(diǎn):工藝、結(jié)構(gòu)相對(duì)復(fù)雜,加工難度大,調(diào)模周期較長(zhǎng)對(duì)于精沖產(chǎn)品,以上三種都是可以正常達(dá)到要求,沒(méi)有所謂的好壞之分。對(duì)于相對(duì)刁鉆的產(chǎn)品,必須進(jìn)行多次嘗試。
2922 1 1
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
技術(shù)研究 | 振動(dòng)摩擦焊接法制備高滑石粉填充PP的發(fā)動(dòng)機(jī)進(jìn)氣歧管 
圖8 (A)單工位焊接示意圖;(B)雙工位焊接示意圖;(C)三工位焊接示意圖因而可以考慮增加工位數(shù),即多個(gè)樣品同時(shí)焊接的方式,來(lái)平衡單個(gè)樣品局部壓強(qiáng)過(guò)高的現(xiàn)象,等同于增加樣品焊接區(qū)域的面積。如圖8所示,分別為單工位焊接,雙工位焊接以及三工位焊接示意圖。
2290 1
國(guó)高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 3年前
40個(gè)機(jī)械模具行業(yè),鉗工類(lèi)面試、筆試及現(xiàn)場(chǎng)問(wèn)題解釋全在這
14、什么叫簡(jiǎn)單沖裁模?壓力機(jī)一次行程中,只完成一個(gè)沖裁單一工序的模具類(lèi)型。15、什么叫復(fù)合沖裁模?與復(fù)合工序類(lèi)似,壓力機(jī)的一次行程中,能同時(shí)完成多道工序的沖裁模。16、如何正確理解沖裁力修正系數(shù)Kp?在計(jì)算沖裁力時(shí),考慮模具刃口的磨損,模具間隙,材料的機(jī)械性能等因素,而選取的安全系數(shù),一般情況下,取Kp等于13。17、什么是斜刀口沖裁?
1897
UG模具設(shè)計(jì)材料 ??? 4年前
沖壓斷面“全光亮”精沖工藝揭秘,掌握最新工藝、技術(shù)不求人 
結(jié)構(gòu)圖如下:3、正、反沖裁采用類(lèi)似半剪工藝,先將產(chǎn)品正面沖裁,但是并不完全沖斷,保留約1/4T。然后將材料翻轉(zhuǎn)進(jìn)行反向沖裁,以此來(lái)保證斷面質(zhì)量光滑。優(yōu)點(diǎn):保證光亮帶,適合前兩種無(wú)法做到工藝缺點(diǎn):工藝、結(jié)構(gòu)相對(duì)復(fù)雜,加工難度大,調(diào)模周期較長(zhǎng)對(duì)于精沖產(chǎn)品,以上三種都是可以正常達(dá)到要求,沒(méi)有所謂的好壞之分。對(duì)于相對(duì)刁鉆的產(chǎn)品,必須進(jìn)行多次嘗試。
2710
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
國(guó)外新型主力火箭測(cè)試發(fā)射模式分析及啟示 
目前,我國(guó)主力火箭主要采用“一平兩垂”和不完全“三垂”測(cè)試發(fā)射模式,發(fā)射區(qū)操作項(xiàng)目多、保障要求高、占位時(shí)間長(zhǎng),發(fā)射工位狀態(tài)復(fù)雜,建設(shè)周期長(zhǎng),運(yùn)行成本高,尚有較大的改進(jìn)優(yōu)化空間,還需找準(zhǔn)切入點(diǎn),開(kāi)展系統(tǒng)創(chuàng)新,進(jìn)一步提升發(fā)射效率和發(fā)射場(chǎng)的綜合建設(shè)效益。
2687 4
NASA航天愛(ài)好者 ??? 2年前
自動(dòng)化檢測(cè)筑牢醫(yī)療器械質(zhì)量根基,重塑CGM技術(shù)未來(lái) 
、門(mén)板打開(kāi)狀態(tài)檢測(cè)工位:精準(zhǔn)校驗(yàn)門(mén)板開(kāi)合可靠性 2、磁鐵安裝高度及平整度檢測(cè)工位:嚴(yán)控磁鐵安裝精度,保障傳感性能 3、產(chǎn)品中心點(diǎn)高度檢測(cè)工位:確保產(chǎn)品結(jié)構(gòu)尺寸達(dá)標(biāo) 4、彈簧彈力檢測(cè)工位:校驗(yàn)彈簧力學(xué)性能,維持產(chǎn)品使用穩(wěn)定性3、主要功能說(shuō)明4、軟件操作界面三、自動(dòng)化檢測(cè):賦能醫(yī)療器械行業(yè)高質(zhì)量發(fā)展除 CGM 領(lǐng)域外,北京沃華慧通測(cè)控自動(dòng)化檢測(cè)設(shè)備已廣泛覆蓋多領(lǐng)域檢測(cè)場(chǎng)景
815
德基西瓜 ??? 1月前
我國(guó)精密沖壓模具面臨的幾個(gè)難題 
在模具材料、標(biāo)準(zhǔn)件等模具相關(guān)配套方面,存在技能落后,直接影響了中國(guó)多工位與多功能沖壓模具的全體技能水平。因而,在多工位與多功能沖壓模具的基礎(chǔ)技能支持方面還存在許多薄弱環(huán)節(jié)。
2208 3
金屬加工前沿 ??? 3年前
重載、試驗(yàn)、裝配怎么選?T型槽地軌場(chǎng)景全梳理 
多工位檢測(cè):大型工件需多點(diǎn)檢測(cè)時(shí),地軌可提供統(tǒng)一的基準(zhǔn)面,配合百分表、激光干涉儀完成精度測(cè)量適用條件:工件需多點(diǎn)固定、要求工位間基準(zhǔn)一致、生產(chǎn)線節(jié)拍化作業(yè)的場(chǎng)景。
935
威岳13780573715 ??? 1月前
20條/頁(yè) 
 10
10 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
