



多工位自動化點焊技術(shù)的研究與應(yīng)用 
由于生產(chǎn)過程需多人進行協(xié)作,經(jīng)多次搬運與翻轉(zhuǎn),生產(chǎn)效率低且零件一致性差。點焊時火花四濺,作業(yè)環(huán)境較為惡劣。工人進行機械化的反復(fù)操作,動作浪費多,勞動強度高,諸多浪費與低效等導(dǎo)致生產(chǎn)成本過高。基于此背景,結(jié)合工業(yè)機器人的應(yīng)用,項目組規(guī)劃設(shè)計了一條集上下料與點焊加工生產(chǎn)于一體的多工位自動化點焊線體,如圖1 所示,對傳統(tǒng)生產(chǎn)模式進行革新。
2812 1
FMMM ??? 4年前
多工位級進模的設(shè)計基礎(chǔ)知識
1746 1
模具論壇 ??? 3年前
雙工位雙向臥式框架伺服數(shù)控擠壓液壓機設(shè)計與開發(fā) 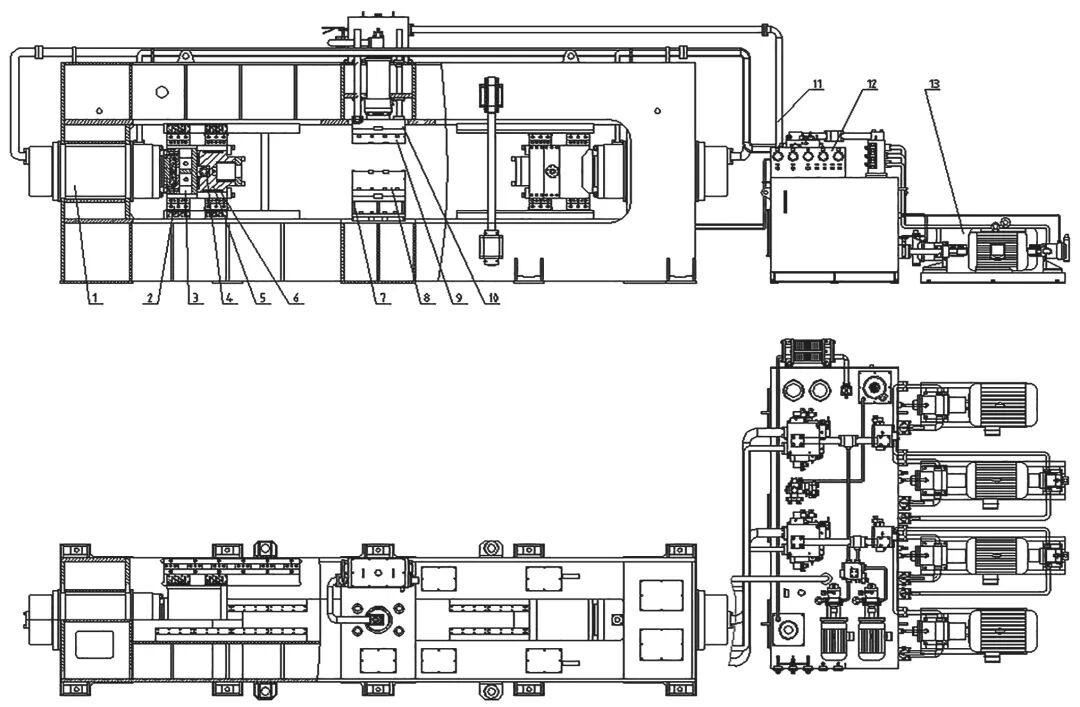
⑸雙工位模具機構(gòu)包括換模油缸、換模滑塊、換模滑塊導(dǎo)軌、擠壓雙工位模具等。設(shè)有位置檢測裝置以及固定擋鐵等多層保護裝置,不到位下個動作不執(zhí)行并且報警提醒。為提高擠壓工件的多次擠壓效率(因工件鍛造比需求),本機設(shè)有雙工位自動換模機構(gòu)(實現(xiàn)兩臺設(shè)備并用),并且同種規(guī)格夾緊模具可通用,可以在夾緊工件保持不動情況下,進行兩個工位的自動快速換模機構(gòu)的轉(zhuǎn)換,提高工作效率。
3282 1
FMMM ??? 3年前
技術(shù)研究 | 振動摩擦焊接法制備高滑石粉填充PP的發(fā)動機進氣歧管 
圖8 (A)單工位焊接示意圖;(B)雙工位焊接示意圖;(C)三工位焊接示意圖因而可以考慮增加工位數(shù),即多個樣品同時焊接的方式,來平衡單個樣品局部壓強過高的現(xiàn)象,等同于增加樣品焊接區(qū)域的面積。如圖8所示,分別為單工位焊接,雙工位焊接以及三工位焊接示意圖。
2288 1
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 3年前

國外新型主力火箭測試發(fā)射模式分析及啟示 
目前,我國主力火箭主要采用“一平兩垂”和不完全“三垂”測試發(fā)射模式,發(fā)射區(qū)操作項目多、保障要求高、占位時間長,發(fā)射工位狀態(tài)復(fù)雜,建設(shè)周期長,運行成本高,尚有較大的改進優(yōu)化空間,還需找準(zhǔn)切入點,開展系統(tǒng)創(chuàng)新,進一步提升發(fā)射效率和發(fā)射場的綜合建設(shè)效益。
2687 4
NASA航天愛好者 ??? 2年前
自動化檢測筑牢醫(yī)療器械質(zhì)量根基,重塑CGM技術(shù)未來 
、門板打開狀態(tài)檢測工位:精準(zhǔn)校驗門板開合可靠性 2、磁鐵安裝高度及平整度檢測工位:嚴(yán)控磁鐵安裝精度,保障傳感性能 3、產(chǎn)品中心點高度檢測工位:確保產(chǎn)品結(jié)構(gòu)尺寸達標(biāo) 4、彈簧彈力檢測工位:校驗彈簧力學(xué)性能,維持產(chǎn)品使用穩(wěn)定性3、主要功能說明4、軟件操作界面三、自動化檢測:賦能醫(yī)療器械行業(yè)高質(zhì)量發(fā)展除 CGM 領(lǐng)域外,北京沃華慧通測控自動化檢測設(shè)備已廣泛覆蓋多領(lǐng)域檢測場景
815
德基西瓜 ??? 1月前
級進模中卸料裝置和限位裝置如何設(shè)計 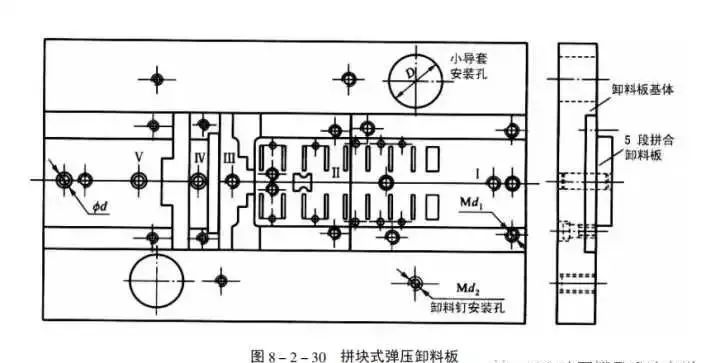
當(dāng)沖壓的材料比較薄,且模具的精度要求較高,工位數(shù)又較多時,應(yīng)選用滾珠式導(dǎo)柱導(dǎo)套。 3.卸料板的安裝形式 卸料板采用卸料螺釘?shù)跹b在上模。卸料螺釘應(yīng)對稱分布,工作長度要嚴(yán)格- -致。圖8-2-32是多工位精密級進模使用的卸料螺釘。
4467
金屬加工前沿 ??? 2年前
我國精密沖壓模具面臨的幾個難題 
在模具材料、標(biāo)準(zhǔn)件等模具相關(guān)配套方面,存在技能落后,直接影響了中國多工位與多功能沖壓模具的全體技能水平。因而,在多工位與多功能沖壓模具的基礎(chǔ)技能支持方面還存在許多薄弱環(huán)節(jié)。
2207 3
金屬加工前沿 ??? 3年前
重載、試驗、裝配怎么選?T型槽地軌場景全梳理 
多工位檢測:大型工件需多點檢測時,地軌可提供統(tǒng)一的基準(zhǔn)面,配合百分表、激光干涉儀完成精度測量適用條件:工件需多點固定、要求工位間基準(zhǔn)一致、生產(chǎn)線節(jié)拍化作業(yè)的場景。
935
威岳13780573715 ??? 1月前
汽車線束制造過程中的工藝防錯 
在合線壓接(焊接)工位,出現(xiàn)制造錯誤較多的就是左右兩側(cè)的導(dǎo)線根數(shù)錯誤或看板使用錯誤。因此在工藝設(shè)計時,根據(jù)合線看板作業(yè)卡,分配兩個工位進行合線壓接前的綁線作業(yè),綁線作業(yè)完畢的半成品上帶有唯一的綁線半成品標(biāo)識卡片。運用防錯工裝在綁線工位作業(yè)臺上設(shè)計綁線導(dǎo)線隔離槽或卡具,有效防止綁線操作錯誤,預(yù)防出現(xiàn)多綁、漏綁、錯綁線的操作錯誤,圖4所示:綁線分割槽。
2517
線束專家 ??? 4年前
人才都走了,還談個屁精益生產(chǎn)? 
培養(yǎng)多能工 培養(yǎng)多能工和全能工,使一人能夠操作多臺設(shè)備或多個工位(至少每個人都能操作上下三個工位),當(dāng)某些工位的員工流失后,就可以應(yīng)用這些多能工快速補充空缺,增加生產(chǎn)安排的彈性。面對當(dāng)前員工高流失率的現(xiàn)實狀況,企業(yè)必須有計劃地實施多能工培訓(xùn)和儲備,工廠的多能工越多,覆蓋面越大,工廠就有越大的彈性適應(yīng)人員的增加或減少。
1872 1
模具設(shè)計UG編程教學(xué) ??? 3年前
從仿真到管控:國產(chǎn)工業(yè)數(shù)字孿生的成功案例 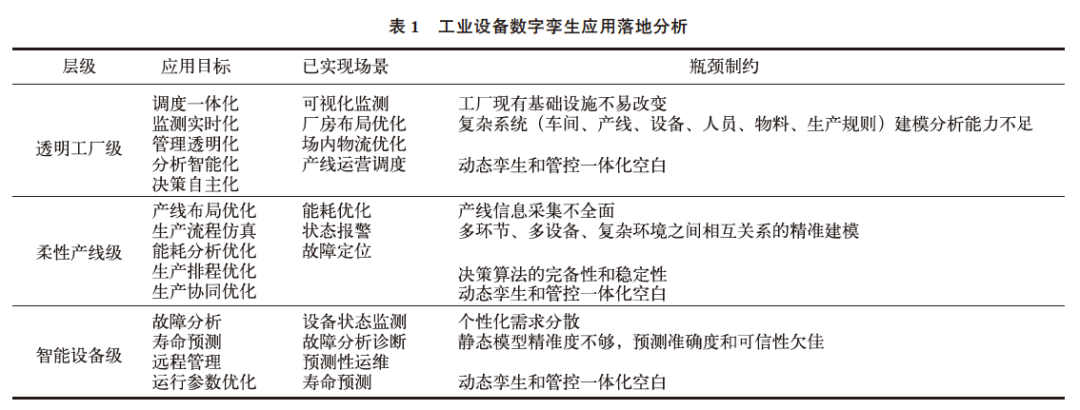
工藝路線涉及 5 類工位(A~E),可設(shè)定一組工件采用同一工藝路線,也可為每個工件設(shè)定獨立的工藝路線,從而滿足訂單極限個性化(單件流)需求。 各工位處理單元數(shù)不等,可以根據(jù)生產(chǎn)效率需要增刪。同組工位的工藝參數(shù)控制指標(biāo)相同,不同工位的加工時間為 5~180s 不等。
3945 1
機械發(fā)明愛好者 ??? 3年前
設(shè)計仿真 | Simufact Welding助力重工行業(yè)解決焊接難題 
焊接過程分為兩個工步進行焊接,焊接完第一個工步后將第一個工步的結(jié)果繼承到第二個工步上進行后續(xù)模擬分析;在Simufact Welding中可以直接從結(jié)果復(fù)制,將前序工位計算的結(jié)果傳遞到后續(xù)焊裝工位,方便多個組裝焊接工位。
2755
海克斯康設(shè)計與仿真 ??? 1年前
【干貨】汽車線束流水線裝配工藝解析 
從圖2可以看到分裝工位是單人獨立操作,每一個分裝工位操作完的半成品線束會有一個緩沖區(qū)域,流水線上的工位人員會按秩序拿取緩沖區(qū)域的半成品線繼續(xù)操作。此工藝適合導(dǎo)線根數(shù)較多和包扎比較復(fù)雜的主線束,如儀表線束、前艙主線束等。
5369 1
線束專家 ??? 4年前
設(shè)計仿真 | Simufact Forming模具疲勞分析助力預(yù)測模具壽命 
產(chǎn)品A使用單個成形模具,而產(chǎn)品B則使用由多個部件組成的成形模具。采用Simufact Forming模擬了多工位冷鍛成形,將前序工位結(jié)果傳遞到后續(xù)工位,并對實際模具壽命較低的工位進行了模具壽命計算對比。產(chǎn)品A仿真結(jié)果在實際生產(chǎn)過程中,通常會在規(guī)定的區(qū)域出現(xiàn)模具失效的情況,且一般是在完成約600次鍛壓后才會發(fā)生。
3156 2 1
海克斯康設(shè)計與仿真 ??? 10月前
機床夾具選對了,才能提高生產(chǎn)效率! 
下面介紹三種常用的方法: 多工位法 多工位法的基本原理:通過一次裝夾多個工件,達到縮短單位裝夾時間,延長刀具有效切削時間的目的。多工位夾具即擁有多個定位夾緊位置的夾具。 隨枱數(shù)控機床的發(fā)展和用戶提高生產(chǎn)效率的需要,現(xiàn)在多工位夾具的應(yīng)用越來越多。 在液壓/氣動夾具、組合夾具、電永磁夾具和精密組合平口鉗的結(jié)構(gòu)設(shè)計中多工位設(shè)計越來越普遍。
1883
數(shù)控編程網(wǎng) ??? 4年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
例1、如下表的加工條件,加工孔徑雖然和A工位模具對應(yīng),但請使用B工位模具。
2059
UG編程模具設(shè)計實戰(zhàn) ??? 4年前
半導(dǎo)體測試可靠性測試設(shè)備 
多工位并行振動測試設(shè)備:以五工位全自動桌面跌落測試系統(tǒng)為代表,雖名稱強調(diào)跌落測試,但從功能原理上,可在一定程度上模擬振動環(huán)境中的沖擊、碰撞等效果,且多工位設(shè)計大大提升了測試效率,相比單工位測試效率提升 40% 以上。
2480
德基西瓜 ??? 12月前
自動智能裝配技術(shù)在汽車焊裝車間的研究與應(yīng)用 
手工裝配線也廣泛存在于國內(nèi)汽車主機廠,但是存在較多問題,具有代表性的是以下兩大問題。 1)質(zhì)量問題。傳統(tǒng)手工裝配線,采用手工裝配工藝,裝配精度及一致性低,容易產(chǎn)生間隙平順度及關(guān)門力超差等質(zhì)量問題。 2)人員成本。手工裝配線需大量人員安裝及調(diào)整四門兩蓋,返修工作量大,人員成本高。
4962
汽車-小江 ??? 2年前
20條/頁 
 8
8 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
