



生產制造 | EDGECAM使用雙角銑刀輕松高效實現倒角去毛刺 
注意:接觸點:當使用0時倒角使用刀尖位置,使用50時使用倒角刀中間位置等,也可以刀具其他位置接觸點進行切削。通過以上參數的選擇以及設定就可以快速完成雙面倒角、去毛刺編程。溫馨提示:前期分享的五軸去毛刺文章中有也可以根據零件類型選擇“五軸去毛刺”或“倒角”功能。
2684
海克斯康設計與仿真 ??? 1年前
設計模具UG和PROE相比,誰更強大? 
加工仿真和CAM編程:UG在CAM加工編程方面具有很強的能力,特別是針對復雜的加工過程,如五軸加工、車削等。它提供了強大的加工仿真功能,可以在加工前對刀路進行模擬和優化。而PROE也支持CAM加工編程和仿真,但其在五軸加工等方面的功能相對較弱。 模具設計功能:UG和PROE都提供了全面的模具設計功能,包括分型面設計、模芯設計、澆注系統設計等。這些功能對于模具設計來說都非常關鍵。
5417 6
張偉一 ??? 2年前
生產制造 | ESPRIT EDGE多款方式去毛刺之五軸去毛刺 
零件加工過程中,零件面與面相交處會形成刺狀物或飛邊,這些刺狀物或飛邊稱為毛刺,去除掉這些毛刺是數控加工中不可或缺的步驟,因為毛刺是加工過程中產生的多余材料,容易導致以下問題: 影響產品的外觀和功能; 可能會導致零件的尺寸超出公差范圍,從而影響裝配精度; 增加操作人員受傷的風險; 在特定應用中,如流體動力學,毛刺可能會增加流動阻力,進而影響性能。
2345
海克斯康設計與仿真 ??? 1年前
UG NX草圖屬性設置,UG工程草圖CAD制作方法記錄 
畫五角星:先畫好圓,繪好以下圖形,然后把下圖紅箭頭所指的線約束為水平線然后等長約束,選擇以下的線,約束到一條線.約速到的線,不能是上面設的那條水平線,否則會變成三角形.可以選擇幾何體上的線,通過此命令,復制出一個同樣的草圖線.進入草圖坐標軸向:府視圖,WCS的XYZ三個軸的方向和基準坐標軸是一至的。
5962 1
張偉一 ??? 3年前
UG加工環境與加工術語,工藝安排,加工初始設置 
(6)加工坐標系統 MCS四、UG NX CAM菜單與工具條五、UG NX加工操作的父級組1、幾何體組幾何體組可定義機床刀具上加工幾何體和部件方向。
2939
張偉一 ??? 3年前
WebPlotDigitizer 簡易使用教程 
圖2 確定繪制范圍定點的過程中需要注意的是可能你點的點首次不能一下就能定到角點處,可能會有偏斜,如圖3所示,這時候你可以按鍵盤的方向鍵進行小范圍挪動,邊挪動邊看右上角的局部放大圖,很是方便哦~,確定捕捉范圍后點擊Complete即可。圖3 確定完畢然后選擇坐標軸的范圍,按照要捕捉的數據圖的坐標軸范圍進行取值。
4019
易公子 ??? 3年前
生產制造 | ALPHACAM 石材解決方案 
02鋸片開粗選用合適鋸片進行整體粗加工,去除多余材料。 03銑刀二次清角開粗選用合適銑刀進行二次開粗清角加工,便于后續精加工。 04聯動整體精加工整體一次性成型精加工,保證整體光潔性。
2691
海克斯康設計與仿真 ??? 7月前
車削和銑削加工: 定義、類型、操作步驟,區別及應用 
<strong>多軸銑床:</strong> 具有三軸、四軸或五軸的機床,可進行復雜的三維加工操作。</p><p><br></p><h3><strong>銑削加工方法</strong></h3><p><strong>1. 面銑:</strong> 用刀具表面切削,在工件上形成平面。
4468
2103707493 ??? 1年前
機械技術要求大全,機械人必備! 
平鍵與軸上鍵槽兩側面應均勻接觸,其配合面不得有間隙。14. 花鍵裝配同時接觸的齒面數不少于2/3,接觸率在鍵齒的長度和高度方向不得低于50%。15. 滑動配合的平鍵(或花鍵)裝配后,相配件移動自如,不得有松緊不均現象。16. 粘接后應清除流出的多余粘接劑。17. 軸承外圈與開式軸承座及軸承蓋的半圓孔不準有卡住現象。18.
2536 1
機械設計師 ??? 4年前
節能燈UG/NX建模教程圖文 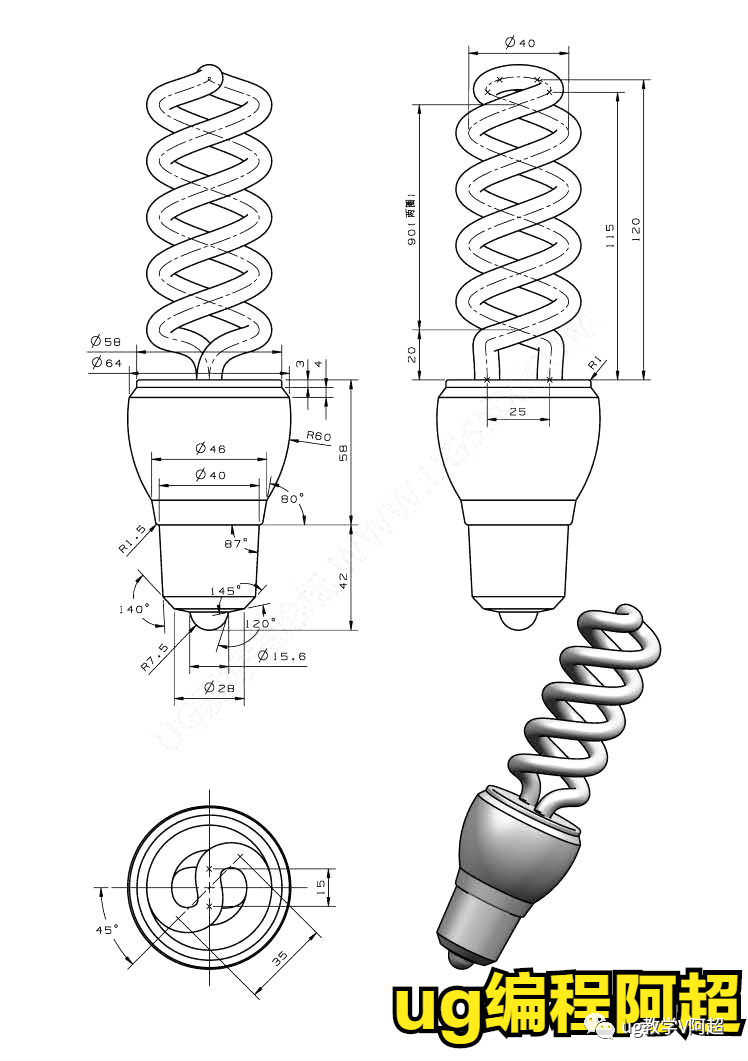
文章來源:UG編程設計學習分享
2518
張偉一 ??? 3年前
UG NX 工程圖全部教程 :模塊 功能 工程圖參數設置 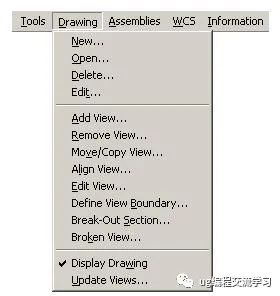
UG中共提供了11種不同類型的視圖方式,用戶可以選取所需的視圖類型。·Import View(添加模型視圖)模型視圖是指部件模型的各種向視圖和軸測圖,包括TOP(俯視圖)、BOTTOM(仰視圖)、FRONT(主視圖)、BACK(后視圖)、RIGHT(右視圖)、LEFT(左視圖)、TFR-ISO(正等軸側視圖)、TFR-TRI(軸側視圖)和各種用戶定義視圖。
6562
張偉一 ??? 3年前
Ansys Zemax|為離軸反射鏡中增加相位表面 
因此,正確地向OAP添加曲率半徑誤差的方法是使用以離軸部分為中心的Zernike相位面。關于Zernike Fringe Phase的完整列表,可以在OpticStudio的幫助文件中找到。 圖 8:Zernike 條紋相位多項式的前五項。
1959
宇熠科技 ??? 6月前
細致講解機械設計全過程,新人老手都值得看! 
也就是采取何種工藝或方法來成型,就目前的成型方式來說可分不去除材料的方式和去除材料的方式以及增加材料的方式。不去除材料的方式有:鑄造、鍛造、擠壓、冷軋、折彎、滾壓、卷圓、彎管、旋壓。去除材料的方式有:車削、銑削、鉆削、刨削、磨削、拉削、鋸削、插削、沖壓、裁剪、激光切割、水切割、火焰切割、等離子切割、火花電蝕。
2709 3 1
機械發明愛好者 ??? 3年前
如何通過結構設計降低CNC加工件的成本 
在曲面上,可以使用鐳雕的方式,因為在這種情況下去除的材料較少。 如果您的設計軟件沒有自定義刻字字體,則建議使用 20 磅的 San Serif 字體。這是因為這種字體在每個字母筆畫的末尾沒有多余的線條(襯線)。這些額外的行程增加了加工成本。
2442 1
結構攻城獅 ??? 4年前
comsol中壓電陶瓷仿真學習-邊界設置篇 
按右手定則,先繞Z軸旋轉α角,然后基于新坐標系繞X軸旋轉β角,再基于新坐標系繞Z軸旋轉γ角,即可得到最終的坐標系,這里僅需要輸入β角為pi即可。這里也可以使用基失坐標系,X3軸填-1即可。
4359
CAE備忘錄 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
②后角:后角大小對后刀面磨損及加工表面質量有直接的影響。切削厚度是選擇后角的重要條件。粗銑時,由于進給量大,切削負荷重,發熱量大,要求刀具散熱條件好,因此,后角應選擇小一些。精銑時,要求刃口鋒利,減輕后刀面與加工表面的摩擦,減小彈性變形,因此,后角應選擇大一些。 ③螺旋角:為使銑削平穩,降低銑削力,螺旋角應盡可能選擇大一些。
2505
模具設計UG編程教學 ??? 3年前
機械圖紙技術要求大全,記得收藏! 
平鍵與軸上鍵槽兩側面應均勻接觸,其配合面不得有間隙。14. 花鍵裝配同時接觸的齒面數不少于2/3,接觸率在鍵齒的長度和高度方向不得低于50%。15. 滑動配合的平鍵(或花鍵)裝配后,相配件移動自如,不得有松緊不均現象。16. 粘接后應清除流出的多余粘接劑。17. 軸承外圈與開式軸承座及軸承蓋的半圓孔不準有卡住現象。18.
2399 1
機械加工網 ??? 4年前
機械圖紙技術要求大匯總,沒有最全,只有更全! 
24.合金軸承襯表面成黃色時不準使用,在規定的接觸角內不準有離核現象,在接觸角外的離核面積不得大于非接觸區總面積的10%。 25.齒輪(蝸輪)基準端面與軸肩(或定位套端面)應貼合,用0.05mm塞尺檢查不入。并應保證齒輪基準端面與軸線的垂直度要求。 26.齒輪箱與蓋的結合面應接觸良好。 27.組裝前嚴格檢查并清除零件加工時殘留的銳角、毛刺和異物。
2256 1
機械設計師 ??? 4年前
T型槽平臺加工工藝詳解:從鑄造到精加工的完整流程箱式
T型槽平臺(箱式)作為機械裝配、機床調試、工裝定點的核心基準裝備,其加工工藝直接影響精度穩定性與使用壽命。箱式結構憑借剛性強、受力均勻的特點,廣泛 
采用銑床對臺面、側面進行粗銑,去除毛坯表面多余材質,初步平整臺面,確定箱式框架的基本輪廓;同時對預留T型槽位置進行粗加工,預留0.5-1mm的精加工余量,確保后續加工精度。 ###五、核心工序四:精加工,成型 精加工是決定T型槽平臺精度的核心環節,分為臺面精加工與T型槽精加工。
2374
河北威岳 ??? 3月前
龍芯3C6000x大騰智能-完成度很高的云CAD 
25-左下角有Beta測試說明,很好。 26-右下角有各種操作指引,也是不錯。 所以綜合測試下來,官方公布產品多年之后,以及多年等待之后,值得期待ZCAD的26年正式發布,應用,發展!廝殺出屬于自己的一片天地!
2397
蝰蛇設計 ??? 3月前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
