



ANSYS ACT摩擦加熱和Archard磨損分析 

ANSYS ACT摩擦加熱和Archard磨損分析(國(guó)外視頻)
4462
寧博士CAE團(tuán)隊(duì) ??? 3年前
大氣層中的火球,真是空氣摩擦導(dǎo)致的嗎? 
計(jì)算后,從速度云圖可以看出,前方速度小,兩側(cè)速度大,按摩擦力公式,如果摩擦生熱為主導(dǎo),那么兩側(cè)溫度應(yīng)該更高。而我們?cè)倏礈囟仍茍D,卻是前方溫度更高。這點(diǎn)在相關(guān)材料中也得以佐證。那么就意味著除了摩擦這個(gè)生熱的原因外,還隱藏著另外更重要產(chǎn)熱因素,是什么呢?“氣動(dòng)加熱”,簡(jiǎn)單解釋是固體在氣體中高速運(yùn)動(dòng)壓縮氣體后被加熱。說到氣動(dòng)加熱,先看看這個(gè),熟悉嗎?
2444 29 7
朦朦站起來 ??? 1年前
基于COMSOL軟件模擬食品帶運(yùn)輸過程中的電磁加熱過程 
" target="_blank">磁力線</a>而在容器底部金屬部分產(chǎn)生交變的電流(即<a href="https://baike.baidu.com/item/%E6%B6%A1%E6%B5%81/620414" rel="noopener noreferrer" target="_blank">渦流</a>),渦流使容器底部的載流子高速無規(guī)則運(yùn)動(dòng),載流子與原子互相碰撞、摩擦而產(chǎn)生熱能。
2919
C乘風(fēng)破浪 ??? 4年前
軸承的安裝方式,以及錯(cuò)誤安裝示范 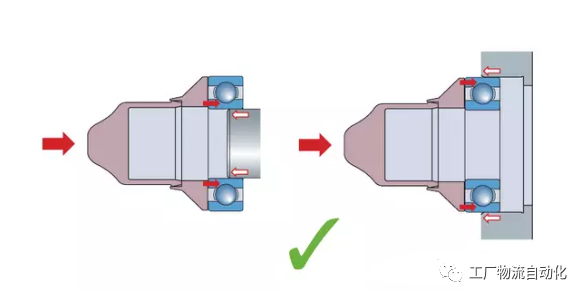
滑動(dòng)摩擦將會(huì)引起發(fā)熱,使軸承因發(fā)熱而損壞。軸與內(nèi)孔表面之間產(chǎn)生滑動(dòng)的痕跡內(nèi)圈端面與軸肩摩擦發(fā)熱產(chǎn)生裂紋當(dāng)“走內(nèi)圈”時(shí),內(nèi)圈與軸之間的滑動(dòng)摩擦將產(chǎn)生高溫,由于內(nèi)圈端面與軸肩接觸面很小,其溫度會(huì)更高。使內(nèi)圈端面產(chǎn)生熱裂紋,熱裂紋的不斷延伸,將使軸承內(nèi)圈在使用中斷裂。
2357
工廠物流自動(dòng)化 ??? 3年前
6種先進(jìn)的焊接工藝技術(shù)!你了解幾種? 
兩個(gè)焊件未接觸前被兩個(gè)夾鉗電極夾緊并連接電源,移動(dòng)可動(dòng)夾具,兩焊件端面輕輕接觸即通電加熱,接觸點(diǎn)因加熱形成液態(tài)金屬發(fā)生爆破,噴射火花形成閃光,連續(xù)移動(dòng)可動(dòng)夾具,連續(xù)發(fā)生閃光,焊件兩端獲得加熱,達(dá)到一定溫度后,擠壓兩工件端面,切斷焊接電源,牢固的焊接在一起。利用電阻加熱焊件接頭使接觸點(diǎn)產(chǎn)生閃光,熔化焊件端面金屬,迅速施加頂端力完成焊接。
2830
金屬加工前沿 ??? 3年前
比SLM速度快10倍的攪拌摩擦沉積金屬3D打印,MELD技術(shù)新突破 
從這項(xiàng)技術(shù)中我們可以看到一個(gè)固體進(jìn)料桿(打印材料)被推過一個(gè)空心旋轉(zhuǎn)工具,當(dāng)送料桿接觸到下面的基材時(shí),它開始涂抹并通過摩擦粘在基材上,發(fā)生塑性變形,但絕不會(huì)熔化。快速旋轉(zhuǎn)的工具具有加熱材料的作用,使其具有足夠的可塑性,從而發(fā)生如此嚴(yán)重的塑性變形。一旦第一層被涂上,送料桿就會(huì)被簡(jiǎn)單地抬起并推回,以打印更多的層,直到最后的三維部件完成。
2428 1
南極熊3D打印 ??? 4年前
焊接方式不只電焊,還有這些焊接方式你可能沒聽過 
電阻焊(resistance welding),是一種以加熱方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術(shù),是工件組合后通過電極施加壓力,利用電流通過接頭的接觸面及鄰近區(qū)域產(chǎn)生的電阻熱進(jìn)行焊接的方法。 摩擦焊是以機(jī)械能為能源的固相焊接。 利用工件端面相互摩擦產(chǎn)生的熱量使之達(dá)到塑性狀態(tài),然后頂鍛完成焊接的方法。
2338
機(jī)械加工網(wǎng) ??? 4年前
【材料知識(shí)】動(dòng)圖實(shí)例講解材料連接工藝大全,值得收藏 
電阻焊 (resistance welding),是一種以加熱方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術(shù),是工件組合后通過電極施加壓力,利用電流通過接頭的接觸面及鄰近區(qū)域產(chǎn)生的電阻熱進(jìn)行焊接的方法。 摩擦焊 是以機(jī)械能為能源的固相焊接。
2524
機(jī)械工程師 ??? 4年前
Moldex3D模流分析之ScrewPlus 標(biāo)簽與仿真 
摩擦系數(shù)標(biāo)簽 (Friction Coefficients Tab)料管材料摩擦系數(shù)一律高于螺桿材料摩擦系數(shù),以保證熔融塑件會(huì)朝著噴嘴正數(shù)移動(dòng)。其默認(rèn)值分別是 0.30 與 0.20。如同「實(shí)體轉(zhuǎn)換模型」,選取默認(rèn)的「散量」模型可保證能夠良好預(yù)測(cè)沿著螺桿的壓力變化。
2415
Moldex3D 中國(guó) ??? 2年前
DEFORM加熱過程的相轉(zhuǎn)變 
然后不設(shè)置摩擦系數(shù)以及換熱系數(shù)。 4 生成DB文件并計(jì)算 5 后處理結(jié)果查看 奧氏體的體積分?jǐn)?shù)變化 隨著加熱過程,珠光體基本轉(zhuǎn)化成奧氏體了。 工件體積變化 這里有一個(gè)問題,按理說隨著溫度的升高,由于熱脹冷縮,工件的體積應(yīng)該單調(diào)遞增才對(duì),為什么會(huì)出現(xiàn)一個(gè)向下凹的曲線呢?各位可以思考一下。
4054 5 7
工科小學(xué)生 ??? 4年前
減速機(jī)軸承拆卸時(shí),避免軸頸拉傷的實(shí)操技巧 
4、采用加熱拆卸法 對(duì)于過盈配合較緊的軸承,可采用加熱拆卸法。使用感應(yīng)加熱器或油浴加熱等方式,將軸承均勻加熱,使其膨脹。加熱時(shí)要控制好溫度,避免溫度過高損壞軸承或軸頸。加熱后,迅速使用拉馬將軸承拆卸下來,此時(shí)由于軸承膨脹,拆卸過程會(huì)更加順利,也能減少對(duì)軸頸的損傷。 5、注意敲擊技巧 在某些情況下,可能需要借助銅棒敲擊來輔助拆卸。
1890
博揚(yáng)智能 ??? 4月前
論文推薦 | 燃料泵柱塞油膜摩擦生熱CFD仿真分析 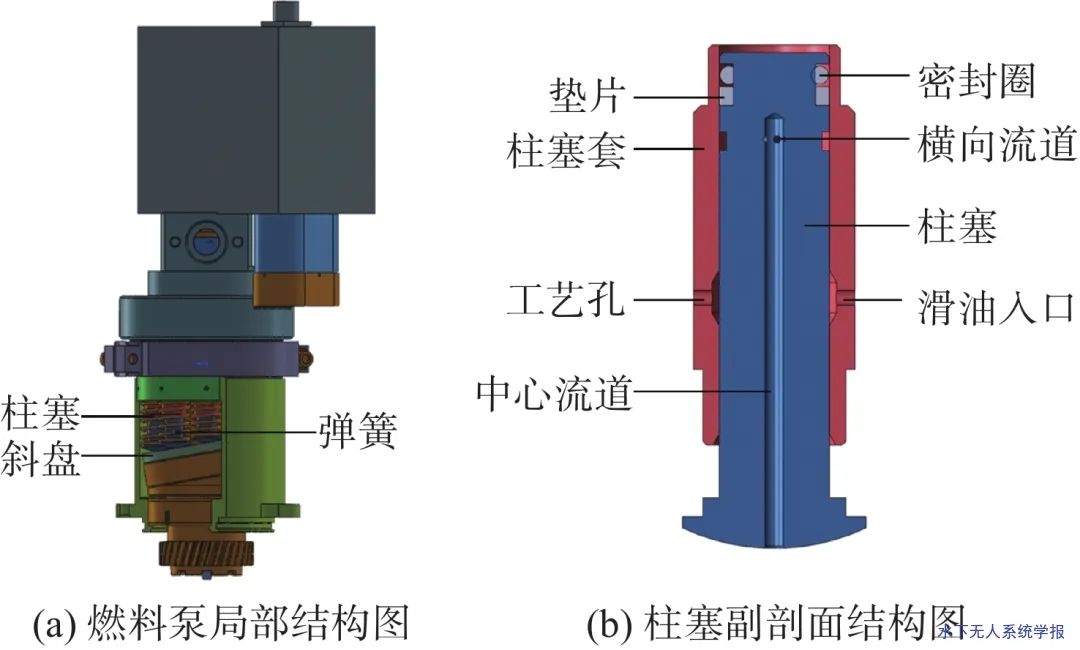
圖 11 油膜不同位置溫度分布曲線 油膜摩擦生熱會(huì)導(dǎo)致金屬壁面溫度上升, 并向外傳遞熱量, 溫度最終趨向穩(wěn)定。壁面溫度升高后, 可通過數(shù)值仿真來研究油膜摩擦生熱變化情況。 圖12與圖13為不同壁面溫度下, p1的壓力和溫度隨時(shí)間變化曲線。隨著壁面溫度上升, 油膜壓力幅值減小, 溫度上升量也減小。溫度壁面會(huì)快速加熱新流入的油液, 導(dǎo)致油液黏性降低。
4801 1
機(jī)械發(fā)明愛好者 ??? 2年前
Simufact用于鍛造輪轂工藝研究 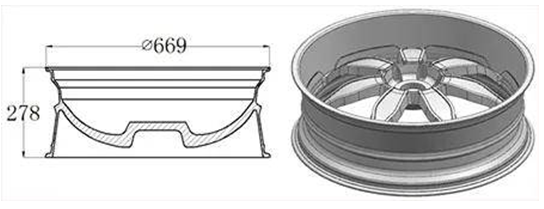
將直徑為?669mm、高度為52mm的圓形坯料加熱以提高材料塑性,再采用反擠壓的方式將坯料擠成杯狀預(yù)鍛件,再將杯狀預(yù)鍛件鍛成碗狀終鍛件,然后將該碗形終鍛件作為旋壓坯料與加熱坯料,旋壓成旋壓件,最后將旋壓件機(jī)加工、涂裝成成品,具體過程如圖2所示。
2883
仿真客 ??? 3年前
化學(xué)合成過程中的工藝安全
投料順序應(yīng)符合防爆要求,原則上是低溫投料,投料全部結(jié)束后再加熱。如果原料配比中有水,在不影響反應(yīng)的前提下,應(yīng)該先投水,后投固體,最后加入易燃液體。如果無水,則應(yīng)先投固體物料,后加液體物料,以免投料時(shí)有易燃液體蒸氣逸出。在向有易燃液體的反應(yīng)器內(nèi)投入固體物料時(shí),如果固體物料盛放在合成纖維或塑料薄膜制成的袋內(nèi),則不能向反應(yīng)器直接投料,以防摩擦產(chǎn)生靜電火花而發(fā)生危險(xiǎn)。
4460
化工交流 ??? 3年前
焊接人必懂的6種先進(jìn)焊接工藝!漲知識(shí)了… 
兩個(gè)焊件未接觸前被兩個(gè)夾鉗電極夾緊并連接電源,移動(dòng)可動(dòng)夾具,兩焊件端面輕輕接觸即通電加熱,接觸點(diǎn)因加熱形成液態(tài)金屬發(fā)生爆破,噴射火花形成閃光,連續(xù)移動(dòng)可動(dòng)夾具,連續(xù)發(fā)生閃光,焊件兩端獲得加熱,達(dá)到一定溫度后,擠壓倆工件端面,切斷焊接電源,牢固的焊接在一起。 利用電阻加熱焊件接頭使接觸點(diǎn)產(chǎn)生閃光,熔化焊件端面金屬,迅速施加頂端力完成焊接。
2864 1
化工交流 ??? 3年前
大直徑薄壁鋼管縮徑成形工藝研究 
由于鋼管壁厚只有3.5mm,采用感應(yīng)圈加熱可以快速達(dá)到紅熱溫度。所以筆者提出一種方案:在擠壓模的端部位置固定一感應(yīng)加熱圈,隨擠壓模具的移動(dòng)進(jìn)行移動(dòng)加熱,這樣工件未熱段能產(chǎn)生足夠的支撐力,不至于在擠壓過程中產(chǎn)生折疊。第一擠:鋼管減徑25mm(φ150mm →φ125mm),工件與模具之間的摩擦系數(shù)μ為0.1,感應(yīng)加熱寬度20mm。
3255 1
FMMM ??? 4年前
40個(gè)機(jī)械模具行業(yè),鉗工類面試、筆試及現(xiàn)場(chǎng)問題解釋全在這
7、如果摩擦壓力機(jī)超負(fù)荷運(yùn)行,會(huì)引起什么與什么之間的滑動(dòng),但不損壞機(jī)器?飛輪、摩擦盤之間會(huì)出現(xiàn)空轉(zhuǎn),不損壞機(jī)件。8、開式曲柄壓力機(jī)滑塊的行程,可通過改變什么與什么來調(diào)節(jié)?可通過改變連桿上部的偏心套、主軸的中心距來調(diào)節(jié)。9、在拉深,擠壓工序中,由于模具間隙的原因,對(duì)材料的什么要求較嚴(yán)?對(duì)材料的厚度公差要求較嚴(yán)。10、沖裁時(shí)板料的分離過程大致可分為幾個(gè)階段?
1894
UG模具設(shè)計(jì)材料 ??? 4年前
汽輪機(jī)設(shè)備構(gòu)造原理知識(shí),不可多得的好資料~ 
(3) 軸向位移保護(hù)在汽輪機(jī)運(yùn)行中,如果由于某種原因造成汽輪機(jī)軸向推力過大時(shí),將導(dǎo)致推力瓦的烏金熔化,轉(zhuǎn)子就會(huì)產(chǎn)生不允許的軸向位移,致使汽輪機(jī)的動(dòng)、靜部分發(fā)生摩擦,造成嚴(yán)重的設(shè)備損壞事故。因此汽輪機(jī)都裝有軸向位移測(cè)量、報(bào)警和自動(dòng)保護(hù)裝置。(4) 低油壓保護(hù)潤(rùn)滑油壓過低將使汽輪機(jī)軸承不能維持正常工作,情況嚴(yán)重時(shí),還會(huì)造成軸瓦損壞以及動(dòng)、靜部分摩擦等惡性事故。
4264 1
我是小能 ??? 3年前
【JY】橡膠系支座/摩擦系支座全面解析 
日本相關(guān)研究機(jī)構(gòu)將鉛芯橡膠支座放入丙烷的加熱爐中由火焰使其燃燒,試驗(yàn)體周圍的溫度為 500°C至700°C,火焰暴露時(shí)間為30分鐘,將實(shí)驗(yàn)體從加熱爐中取出,燃燒完成后的十分鐘內(nèi)進(jìn)行抗壓試驗(yàn)。 結(jié)果可確認(rèn),在達(dá)到設(shè)計(jì)荷載20噸的10倍200噸時(shí),仍有抗壓能力,因此,火焰暴露后的鉛芯橡膠支座仍有足夠的支承荷載的能力。
3231 6 1
建源之光 - 減隔震 ??? 3年前
Moldex3D模流分析之澆口貢獻(xiàn)度、壓力、溫度、剪切應(yīng)力、剪切率 
藉由溫度結(jié)果判讀, 可以判定塑件成品中的積熱情形,或者冷卻/加熱效果是否符合設(shè)定與設(shè)計(jì)。 注:冷卻階段的溫度結(jié)果顯示于色桿上的最大最小值,參考的是目前顯示的表面結(jié)果而非整個(gè)模型(使用檢視工具時(shí)則會(huì)恢復(fù)一般的顯示方式)。 判定哪個(gè)區(qū)域的摩擦加熱較高 在澆口附近和厚度較薄的區(qū)域,流向殘留會(huì)較高。這會(huì)導(dǎo)致塑料熔體的摩擦加熱。
2276
Moldex3D 中國(guó) ??? 2年前
20條/頁(yè) 
 9
9 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
