Simufact用于鍛造輪轂工藝研究
 更新于2022年12月19日 09:50
更新于2022年12月19日 09:50瀏覽:2880
鋁合金旋壓輪轂具有重量輕
,強(qiáng)度高
,壽命長(zhǎng)
,表面光潔
,機(jī)械加工余量少等優(yōu)點(diǎn)
,而旋壓工藝過(guò)程復(fù)雜
,影響因素多
,造成實(shí)際旋壓加工中工藝參數(shù)和工裝的選擇和調(diào)試較為困難。
Simufact.forming軟件可以提前判斷旋壓工藝的可行性及合理性(旋壓件的應(yīng)力應(yīng)變
,厚度尺寸變化
,旋壓力變化情況)
,為旋壓產(chǎn)品的研制提供重要參考。
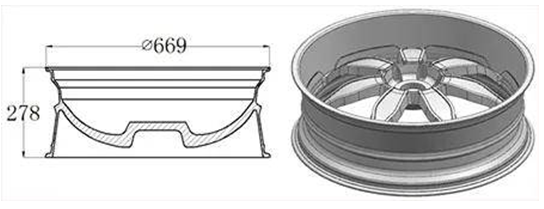
圖1 鋁合金輪轂結(jié)構(gòu)
鋁合金輪轂結(jié)構(gòu)如圖
1所示,材料為
6061鋁合金,直徑為
?
669mm,高度為
278mm。由于鋁合金輪轂尺寸較大,鍛造成形過(guò)程復(fù)雜,采用一次性鍛造成形通常需要較大的成形力且材料填充不飽滿,需要增加一道預(yù)鍛工序。預(yù)鍛成形可以有效降低金屬回流和防止起皺,保證零件的成形質(zhì)量,另外增加預(yù)鍛工序可以減少一次性變形程度,有利于降低成形載荷,使金屬填充飽滿,并且可以減少模具零件的損傷,延長(zhǎng)模具使用壽命。將直徑為
?669mm、高度為
52mm的圓形坯料加熱以提高材料塑性,再采用反擠壓的方式將坯料擠成杯狀預(yù)鍛件,再將杯狀預(yù)鍛件鍛成碗狀終鍛件,然后將該碗形終鍛件作為旋壓坯料與加熱坯料,旋壓成旋壓件,最后將旋壓件機(jī)加工、涂裝成成品,具體過(guò)程如圖
2所示。
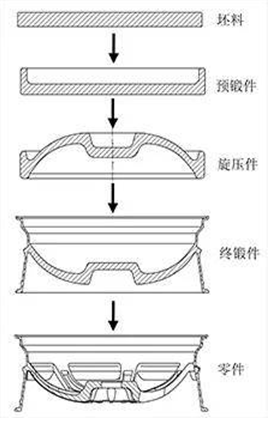
圖2 輪轂法蘭盤(pán)鍛造工藝

圖3 預(yù)鍛模型
圖4 終鍛模型
simufact軟件中進(jìn)行處理,采用
Ringmesh模式對(duì)坯料進(jìn)行網(wǎng)格劃分。零件材料為
6061鋁合金,模具材料為
H13鋼,預(yù)鍛、終鍛時(shí)坯料溫度設(shè)置為
400℃,模具溫度設(shè)置為
350℃;摩擦類型采用剪切摩擦,摩擦因數(shù)取
0.3。首先對(duì)預(yù)鍛過(guò)程進(jìn)行模擬,再將預(yù)鍛件及相關(guān)信息導(dǎo)入終鍛過(guò)程,作為終鍛過(guò)程坯料,進(jìn)行終鍛模擬,結(jié)果如圖
5所示。
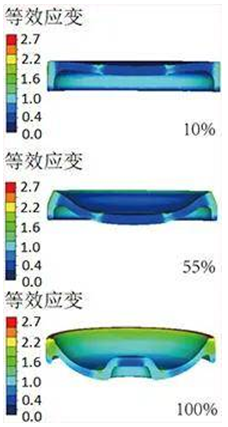
圖5 終鍛過(guò)程等效應(yīng)變分布
工藝參數(shù)優(yōu)化
采用
Simufact,可以進(jìn)行工藝參數(shù)優(yōu)化研究,比如,模具溫度,胚料溫度,鍛成型時(shí)上模下壓速度,摩擦系數(shù)等。
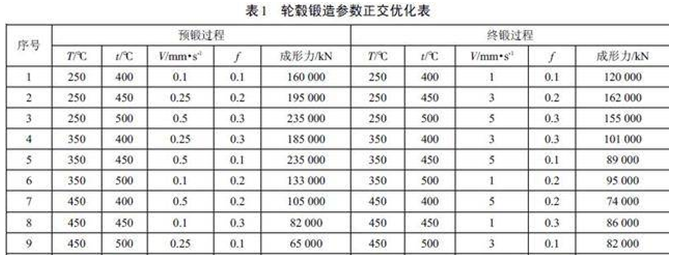
經(jīng)分析得出,預(yù)鍛過(guò)程中影響程度主次關(guān)系為模具溫度
T>上模下壓速度
V>坯料溫度
t>摩擦因數(shù)
f。終鍛過(guò)程中,影響程度最大的為模具溫度
T,上模下壓速度
V、摩擦因數(shù)
f、坯料溫度
t影響程度相近。預(yù)鍛坯料溫度最佳為
500℃,但
6061鋁合金超過(guò)
550℃會(huì)有過(guò)燒的危險(xiǎn),因此通過(guò)對(duì)坯料溫度
K值的比較分析,坯料溫度選擇
400℃;終鍛時(shí),最優(yōu)摩擦因數(shù)為
0.1,但是鍛壓過(guò)程始終在較高的溫度下,材料軟化,摩擦因數(shù)會(huì)增大,最后選擇的摩擦因數(shù)為
0.2。綜上所述,根據(jù)平均值
K,結(jié)合實(shí)際預(yù)鍛工藝參數(shù):模具溫度
450℃、坯料溫度
400℃、下壓速度
0.1mm/s、摩擦因數(shù)
0.2;終鍛工藝參數(shù):模具溫度
450℃、坯料溫度
400℃、下壓速度
1mm/s、摩擦因數(shù)
0.2,對(duì)上述
2組參數(shù)進(jìn)行模擬,結(jié)果顯示,終鍛時(shí)最大成形力為
66000kN,符合生產(chǎn)要求,相對(duì)于優(yōu)化前的
80000kN,下降了
20%。
文章來(lái)源:SH赫普

技術(shù)鄰APP
工程師必備
-
項(xiàng)目客服
-
培訓(xùn)客服
-
平臺(tái)客服
























