



產品頂出卡死如何解決,內行位加彈針設計,這方案是真的絕 

產品頂出卡死如何解決,內行位加彈針設計,這方案是真的絕
1080
騎豬的豬販子 ??? 5年前
Moldex3D模流分析之DONGHEE透過Moldex3D設計出更好的汽車件產品 
總結而言,整合射出成型特性的結構分析結果顯示(請見以下Case 2),澆口位置會影響縫合線和裂痕的位置,除此之外,更改澆口的數量和位置會改善產品強度且防止裂痕發生。Moldex3D模流分析軟件能進行不同澆口設計的驗證和優化,DONGHEE因此成功增強產品強度以及在產品開發初期立即促成產質提升。
2058
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之氣體輔助射出成型模擬技術協助光寶科技提升產品尺寸穩定性 
大綱為能大幅降低能源的消耗與成本的花費,氣體輔助射出成型(GAIM)工藝在業界已逐漸被廣泛的運用。以生產制造影像產品、機殼產品、電源產品和發光二極管(LED)的光寶科技也將此工藝技術應用在其產品的生產上,并同時使用Moldex3D的氣體輔助射出成型(GAIM)模塊來進行產品驗證及工藝優化。
1972
Moldex3D 中國 ??? 3年前
模具設計:模仁優化,頂出系統分析,模具加工圖講解! 
模具設計:模仁優化,頂出系統分析,模具加工圖講解!本視頻全部根據工廠實戰經驗錄制,貼近工作實際,學習咨詢,草圖,軟件,工程圖或者你想要多系統學習資料可以加老師VX:KKLS1206免費領取
1598
騎豬的豬販子 ??? 5年前
Moldex3D模流分析之BASF不更改設計也能優化氣輔射出椅子產品 
大綱本案例的產品為使用BASF纖維強化塑料材料,利用氣體輔助射出成型制造的設計師椅子。然而在生產過程,發生氣體指紋效應,產品的強度因此減弱。因為椅子為設計師的作品,所以無法做設計變更,BASF工程師只能透過優化制程參數,解決氣體輔助成型帶來的挑戰,兼顧產品強度和輕量化的需求。
2570 2
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之探究共射出產品物理機制并解決翹曲問題 
藉由Moldex3D模流分析軟件的幫助,云科大成功優化制程條件,并解決了翹曲問題,有助于未來多材質共射成型的研究。 挑戰 • 控制共射出制程的塑料性質、核心料/皮層料比例和制程參數 • 翹曲問題 • 產品尺寸精度控制 解決方案 透過Moldex3D共射出模塊找出最佳的核心料/皮層比率和制程參數,成功控制核心料穿透和翹曲現象。
2105
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之探究共射出產品物理機制并解決翹曲問題 
藉由Moldex3D模流分析軟件的幫助,云科大成功優化制程條件,并解決了翹曲問題,有助于未來多材質共射成型的研究。
2025
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之探究共射出產品物理機制并解決翹曲問題 
藉由Moldex3D模流分析軟件的幫助,云科大成功優化制程條件,并解決了翹曲問題,有助于未來多材質共射成型的研究。挑戰l 控制共射出制程的塑料性質、核心料/皮層料比例和制程參數l 翹曲問題l 產品尺寸精度控制解決方案透過Moldex3D共射出模塊找出最佳的核心料/皮層比率和制程參數,成功控制核心料穿透和翹曲現象。
2109
Moldex3D 中國 ??? 3年前
Moldex3D iSLM模流分析之冷卻、頂出 
管理功能 > 試模 > 檢視 > 開始試模/檢視 > 成型紀錄 > 頂出在 管理功能 > 試模 > 檢視 > 開始試模/檢視 > 成型紀錄 > 頂出 的項目:1.頂出段數: 此顯示在每個區段的頂出設定。在下拉選單中選擇一個數字,并在下方輸入個別的值,項目包含 速度、頂出力 和 位置。2.頂出桿來回分段: 此顯示在頂出桿退回分段的設定。
2159
Moldex3D 中國 ??? 2年前
經驗總結:如何設計模具斜頂? 
二、斜頂的設計前提條件:已經確定了模板、模仁、模架的尺寸。具體如下圖所示。(1)查看圖紙,仔細分析,確定死角的大小,如圖所示。(2)確定0°靠破面的起點,并且確定其長度(如圖AB)。如果不設計0°靠破面,則選擇A點作為斜頂斜面的起點。(3)以B點為基準,偏一距離,如圖BC,BC=頂出行程。
2566
UG模具設計材料 ??? 4年前
【論文分享】基于 CFD 的某車型頂蒸出風均勻性研究 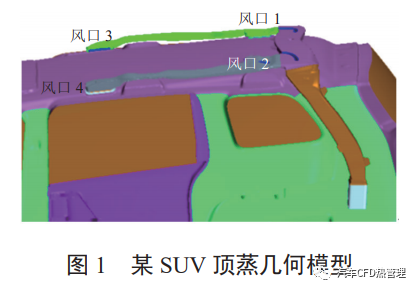
該車為 7 座大型 SUV,為保證后兩排乘員的舒 適性,頂蒸風口采用前后各兩個風口的布置方式, 風管方向和風口方向互相垂直,風管分析模型如圖 1 所示,風口的結構及形成的空腔如圖 2 所示。 2 頂蒸出風均勻性目標參考空調前排吹面風口的出風均勻性統計值并 與相關工程師進行討論,確定本次頂蒸風口出風均 勻性的優化目標如下。
2862
仿真客 ??? 2年前
經典三次頂出模具結構解析 
:3 最后用頂針將產品頂出模外,如下圖所示:4 此結構動作原理,在兩組扣機的作用下,六塊頂針板一起往上頂出,完成第一次頂出,頂針板繼續往上頂出,第一組頂針板脫扣,不在運動,完成第二次頂出,最后頂針頂出產品,如下圖所示:
2272
UG模具設計材料 ??? 3年前
塑膠模具「雙色模」前模頂出設計方案以及注意事項 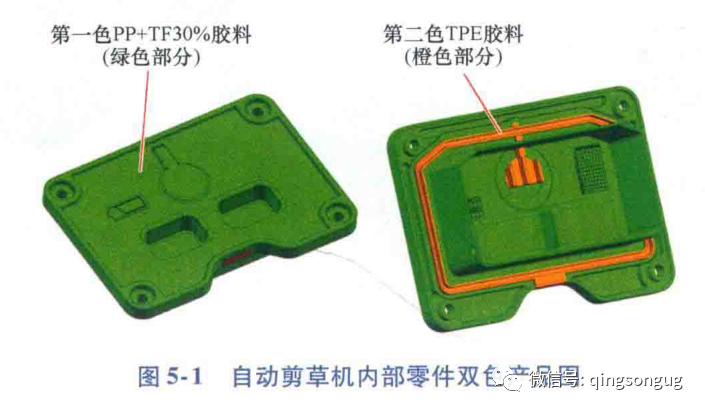
如圖所示:后模螺絲孔沉頭孔位做司筒頂出。如圖所示:后模頂出樣式。如圖所示:前后模頂出樣式。如圖所示:產品結構整體樣式。如圖所示:產品第一色與第二色進膠點位置如圖所示:生產完成后第一色后,產品必須留在后模,然后進行180度旋轉后,再生產軟膠。如圖所示:產品前模頂針板,扣機拉鉤的樣式。
3637
UG模具設計材料 ??? 3年前
Moldex3D模流分析之進階開模設定讓冷卻和翹曲分析更真實 
在射出成型的制程中,產品的生產周期會經過充填、保壓、冷卻、開模與頂出等過程。而在冷卻結束后至開模的這段時間,產品會接觸公模側,母模側則會接觸空氣,導致產品的兩個表面熱傳導不對稱;此外產品在收縮過程中也會受到公模側的限制。 Moldex3D已可支持在開模時間內,考慮產品在頂出前后的冷卻溫度計算,并以此為基礎進一步計算翹曲變形,使模擬更貼近真實。以下說明操作步驟。
2024 2
Moldex3D 中國 ??? 2年前
射出制程的冷卻時間加工條件 
在所決定的適當冷卻時間條件下去進行產品射出30模后,再統計產品質量的穩定性與滿意值分析,藉以評估在此設定的冷卻時間條件下的射出生產性射出成形周期時間是最重要的加工考慮因素,因為對于某些產品的生產加工而言,周期時間是產品獲利的要求底線。
2022 4 1
型創科技2023 ??? 3年前
精餾塔頂為什么有那么多液體回流? 
如果進料量加大,要計算出塔頂采出增加量,采出過小,回流量增加,回流量增大,塔內物料增多,上升蒸汽速度增大,塔頂與塔釜的壓差增大,嚴重時會引起液泛;采出過大,回流量減小,氣液接觸不好,塔頂產品的質量不合格。 手動控制時 在精餾塔正常操作時,只要塔頂產品質量沒有大的變化,塔的回流量變化很小,甚至可以保持不變。
3523 1
化工交流 ??? 3年前
Moldex3D模流分析之全自動化的射出成型產品優化流程 
此產品組件有三項質量要求:1.筆直的裝配面、2.筆直的電池滑軌及3.螺絲圓頂位置,如圖一。為了找出最佳的解決方案,Alfred Kärcher團隊首先進行不同的變量設定,再以Moldex3D加以驗證。
2186
Moldex3D 中國 ??? 3年前
UG NX 模具教程--斜頂--新手教程,案例講解最詳細的斜頂設計 
一.斜頂的用途塑膠產品內部扣位的抽芯,同時也起頂出作用。二.斜頂的- -般標準1.常用斜頂角度為1°,:3° -8°2.一般最小斜頂長寬3X3;3. 1°斜頂專門應用到深骨位的頂出;4.斜頂的頂出行程20-30mm;5.3mm或以下的斜頂底部平動模底面;6.斜頂材質: 8407熱處理: HRC50-52。
3010
張偉一 ??? 3年前
精餾塔頂有那么多液體回流,為什么? 
如果進料量加大,要計算出塔頂采出增加量,采出過小,回流量增加,回流量增大,塔內物料增多,上升蒸汽速度增大,塔頂與塔釜的壓差增大,嚴重時會引起液泛;采出過大,回流量減小,氣液接觸不好,塔頂產品的質量不合格。 手動控制時: 在精餾塔正常操作時,只要塔頂產品質量沒有大的變化,塔的回流量變化很小,甚至可以保持不變。
3503 2 1
化工707 ??? 4年前
精餾塔頂有那么多液體回流,為什么? 
如果進料量加大,要計算出塔頂采出增加量,采出過小,回流量增加,回流量增大,塔內物料增多,上升蒸汽速度增大,塔頂與塔釜的壓差增大,嚴重時會引起液泛;采出過大,回流量減小,氣液接觸不好,塔頂產品的質量不合格。 手動控制時: 在精餾塔正常操作時,只要塔頂產品質量沒有大的變化,塔的回流量變化很小,甚至可以保持不變。
2309
化工加 ??? 4年前
20條/頁 
 164
164 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
