



直列氣缸體立澆鑄造工藝設計 
摘 要:介紹了HT300直列氣缸體立澆的工藝過程。采用適流澆注系統,通過控制內澆口入口速度和橫澆道流速,計算澆道截面積,再結合鑄造仿真計算結果對澆注系統進行模擬工藝設計可行性等措施提高產品工藝質量。經過批量生產驗證,鑄件廢品率控制在4.02%,滿足產品廢品率低于5%的要求。
4334 3
鑄造工程師 ??? 2年前
Moldex3D模流分析之強化建議澆口位置精靈快速優化澆口設計 
結果判讀 用戶透過建議澆口精靈(Gate Location Advisor)與顯示流長比范圍帶功能,可以判斷澆口位置與數量是否恰當,以下圖一為例,澆口位置最長的流長比為249.475,假如材料選用HDPE,則此澆口數量則符合典型的流長比范圍;同時,可以拖曳流長比范圍帶,觀察各個澆口在不同流長比的位置(黑色線),讓使用者在還沒進行分析之前就可以先預測縫合線出現的位置及強度,藉以幫助用戶判斷澆口位置與數量的適當與否
2353 2 1
Moldex3D 中國 ??? 2年前
弧形內澆口設計,只需兩步 
隨形內澆口/弧形內澆口的設計,復雜的鑄件中,會經常用到即使是使用傳統的三維CAD工具,設計弧形內澆口,也是讓人頭痛的事情新版本中專門開發了弧形內澆口設計功能,只需兩步詳細操作視頻請微信搜索:C3PChina再次說明了Cast-Designer并不只是一個模流分析軟件,對于前期的工藝設計也非常專業,經過專門定制化,易用性和方便性甚至超越了一些三維造型軟件
2158
C3PChina ??? 4年前
案例 | 重力鑄造澆注系統的氣泡追蹤 
鑄造過程中發生低壓區,氣體從分型面位置被吸入10. 澆道區域11. 澆口區域12. 澆注過程中,氣泡會不停的產生原因確認分析一、假設澆注過程中金屬液體壓力變化將氣體帶入鑄件1. 如果澆道以及內澆口的位置壓力比大氣壓力大 ,不可能從分型面吸入氣體。2. 如果內澆口位置的流速相同,在每個內澆口位置應該會均勻的產生氣泡。
2380 1
FLOW3D 流體仿真 ??? 1年前
Moldex3D模流分析之利用建議澆口位置精靈快速優化澆口設計 
或是在建議澆口位置里可經由特定的進澆面或不可進澆面限制,來選取想要限制或是放置澆口的區域。 4.設置完成后,點擊套用計算出最佳的澆口位置并自動設置澆口。 注:計算方式是基于流動長度與厚度比。若使用手動模式,用戶須點擊新增去設置澆口。 5.使用顯示流/長比來檢查結果,此功能會在既有的澆口顯示流/長比范圍帶。若欲改變澆口,可在此功能下選擇手動或自動更新。
2465 1 1
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之強化建議澆口位置精靈 
結果判讀使用者透過建議澆口精靈(Gate Location Advisor)與顯示流長比范圍帶功能,可以判斷澆口位置與數量是否恰當,以下圖為例,澆口位置最長的流長比為249.475,假如材料選用HDPE,則此澆口數量則符合典型的流長比范圍;同時,可以拖曳流長比范圍帶,觀察各個澆口在不同流長比的位置(黑色線),讓使用者在還沒進行分析之前就可以先預測縫合線出現的位置及強度,藉以幫助用戶判斷澆口位置與數量的適當與否
2227
Moldex3D 中國 ??? 2年前
為什么越來越多的鑄造廠選擇消失模鑄造工藝? 
起初,該鑄造廠使用機加工的泡沫模型試鑄了原型樣品,以證明他們有能力生產這樣的產品。然而,消失模鑄造工藝也不一定非要在復雜產品上才能發揮優勢。比如,某個形狀相當簡單的帶有泄油口的零部件,起初是用砂型鑄造工藝生產的,使用砂型來成型泄油口。這個產品在加工的時候出現了問題,由于泄油口堵塞造成的廢品率舉高不下。
2966
鑄造工程師 ??? 3年前
Moldex3D模流分析之金屬成型解決方案 
Cast-Designer可以應用于:高壓鑄造、重力鑄造、熔模鑄造、低壓鑄造、傾轉鑄造、離心鑄造、差壓鑄造、觸變鑄造、殼型鑄造、消失模鑄造、連續鑄造、DISA工藝,自帶的專家數據庫,可以協助工程師完成美國階段的工作,尤其是最為關鍵的澆注系統設計,不用借助CAD工具和以往的經驗去設計澆口和流道水路,在Cast-Designer中就可以輔助完成澆注系統設計,同時Cast-Desiger也相對于一臺虛擬的壓鑄及
2205 1 1
Moldex3D 中國 ??? 3年前
船用汽輪機后汽缸下半鑄件的鑄造工藝設計 
澆注過程中鋼液流動距離長、溫降大,易產生澆不足、冷隔等缺陷。鑄件冷卻過程收縮不均,易變形,易產生尺寸偏差等鑄造缺陷。鑄件水平中分面、排汽口法蘭是UT1級要求區,其中的水平中分面法蘭較容易放置冒口,質量容易得到保證。排汽口法蘭位于鑄件底部,與排汽蝸殼不規則相接,外部還有厚凸臺,內部有十字加強筋板。因排汽口法蘭不易放置冒口補縮,是鑄件的一大補縮難點。
4452
我愛汽輪機仿真 ??? 2年前
Moldex3D模流分析之金屬成型解決方案 
Cast-Designer可以應用于:高壓鑄造、重力鑄造、熔模鑄造、低壓鑄造、傾轉鑄造、離心鑄造、差壓鑄造、觸變鑄造、殼型鑄造、消失模鑄造、連續鑄造、DISA工藝,自帶的專家數據庫,可以協助工程師完成美國階段的工作,尤其是最為關鍵的澆注系統設計,不用借助CAD工具和以往的經驗去設計澆口和流道水路,在Cast-Designer中就可以輔助完成澆注系統設計,同時Cast-Desiger也相對于一臺虛擬的壓鑄及
2121
Moldex3D 中國 ??? 3年前
如何選定消失模鑄造工藝參數?探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
橫澆道和內澆道在管件管體內壁或承口(或法蘭)端面;直澆道設在橫澆道的交叉處。直澆道:橫澆道:內澆道=1:(4-6):(1-2)。 2.3 涂料 消失模鑄造涂料用浸涂法施涂,有生產效率高,節省涂料、涂層均勻等優點。但由于泡沫模樣密度小(與涂料密度相差幾十倍),且本身強度又很低,浸涂時浮力大,因此僅適用于模樣可浸入或半浸入涂料中的中小型管件。
2698
鑄造工程師 ??? 4年前
ProCAST重力砂型鑄造仿真案例操作 
導入模型(導入模型的存在路徑必須為英文路徑),然后建立砂箱,模擬鑄造的砂型,注意:砂箱的頂部必須和進澆口保持平齊。其次檢查模型問題,有問題可通過軟件進行自動修復。2. 按從左到右的順序進行操作,檢查模型問題,有問題進行自動修復。a檢查并修復面聯通的問題,本文無問題。b檢查并在體交叉處剪切,本文無問題。
4252 27 12
工科小師妹 ??? 1年前
通用汽車應用FLOW-3D:汽車汽缸蓋上接觸式的澆包開發 
傾轉鑄造的旋轉速度如果為了不引起湍流而過慢,則金屬液的前沿會開始凝固,導致澆不足;如果系統旋轉過快,則會引起湍流,從而無法達到目的。圖片2. 傳統傾轉鑄造制程為了改善鑄造缺陷,GM早在 2012年就取得美國專利 US 2012/0312493 A1,以修正后澆包的設計改善傾轉鑄造問題。
2585
FLOW3D 流體仿真 ??? 1年前
澆口位置選擇與流長比結合產品設計估算器之應用 
圖5:四個澆口的流動波前_流場比182.0 圖6:一個澆口的流動波前_流場比118.0當澆口位置改變時,流長分布就會馬上更新。對于大型件或復雜件,不需要長時間等待,均可以在1分鐘內完成。此外,點擊顯示流/長比范圍帶 (Show target L/T band),可檢視模型上特定的流長比值。
3437 6 4
ACMT協會 ??? 2年前
大型混流式水輪機轉輪用鑄鋼件夾雜缺陷預測與工藝優化 
;圖 3d)中粒子從內澆口進入鑄件后,在內澆口附近呈現非常紊亂的流動形態,說明底部內澆口進入的液體極易在內澆口附近運動,迫使上部金屬液上升。
4277 1
雙螺桿泵 ??? 2年前
什么是鑄造?鑄造的6大常用方法,14種缺陷分析及控制 
a)立式離心鑄造 b)立式離心澆注成形鑄件 c)臥式離心鑄造 1,16—澆包 2,14—鑄型 3,13—液體金屬 4—帶輪和帶 5—旋轉軸 6—鑄件 7—電動機8—澆注系統 9—型腔 10—型芯 11—上型 12—下型 15—澆注槽 17—端蓋 優點: 用離心鑄造生產空心旋轉體鑄件時,可省去型芯、澆注系統和冒口; 由于旋轉時液體金屬在所產生的離心力作用下
4425 1
鑄造工程師 ??? 4年前
改變鑄件澆注入水位置,能解決哪些問題?
在生產實踐中我們發現階梯式澆口對產品的內在質量有不良影響,UT檢驗或產品深加工時往往暴露問題較多,夾砂、夾渣現象較普遍。現場觀測澆注過程發現上層澆口總是提早入水,造成型壁上掛冷鋼及鋼水上表面漂浮的臟物卷入鋼水中,當鋼水上升到接近上層澆口位時,上層澆口往往因前期流過的鋼水不連續而封死起不到平衡溫度的作用。
2299 2 3
鑄造工程師 ??? 3年前
淺談重力鑄件模流分析 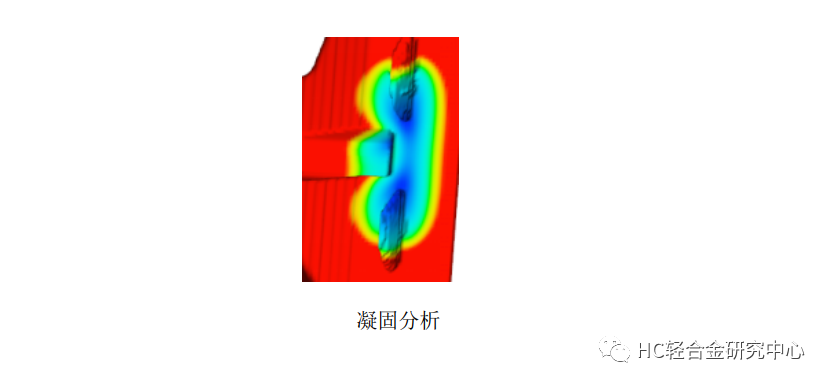
2.4凝固分析通過工具軟件模擬產品的凝固過程,可以直觀的看到鑄件的熱節部位和凝固過程的孤立液相區,為判定鑄造工藝方案的可行性提供依據。對工藝方案進行凝固模擬分析輸出結果如圖所示,紅色表示未凝固的液相區域。可見產品凝固方向由四周到中間,由產品到澆口,澆口補縮效果明顯,符合順序凝固方式。產品內部無產生縮孔、縮松的缺陷風險。
4208 5 1
鑄造工程師 ??? 2年前
鑄造模擬分析:指紋鎖外觀缺陷改善方案 
面對這樣的情況,我們需要對此進行“大手術”針對以上問題,改善建議:1) 測量左右兩側的金屬量,正確分配左右兩個區域的內澆口面積2) 重新使用正確的計算公式,獲得說需要的內澆口面積、厚度、進澆速度、加速比等關鍵鑄造工藝參數3) 完全改變進澆方式,從直沖式進澆改為可控的進澆方式與位置4) 控制橫截面積,要做到完全避免氣體卷入型腔兩方案的對比
1903
C3PChina ??? 4年前
【制造工藝】一文全懂鑄造工藝,竟然還分這么多類型 
(10)連續鑄造(continual casting) 連續鑄造:是一種先進的鑄造方法,其原理是將熔融的金屬,不斷澆入一種叫做結晶器的特殊金屬型中,凝固(結殼)了的鑄件,連續不斷地從結晶器的另一端拉出,它可獲得任意長或特定的長度的鑄件。
2868 1
機械工程師 ??? 4年前
20條/頁 
 19
19 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
