



ansys做熱仿真,能不能計算出這個物體從初始溫度到加熱均勻的時間?
ansys做熱仿真,能不能計算出這個物體從初始溫度到加熱均勻的時間,一個圓柱體,在它的圓周均勻加熱
2195 1
用戶_61048 ??? 1年前
COMSOL這個模型再不會不應該了昂(電磁加熱模型) 
當線圈離滾筒表面越近時,磁感應強度越大,滾筒加熱效率越高,減小線圈與滾筒表面之間的距離,縮短線圈間距,提高加熱效率. 文章來源COMSOL仿真交流
4009 2
學時習 ??? 2年前
基于Maxwell與Transient Thermal模塊的感應加熱數值模擬 
當頻率過高時,渦流主要集中在工件表面,形成所謂的“趨膚效應”,導致內部加熱不足;當頻率適中時,渦流能夠較為均勻地分布在工件內部,從而獲得理想的加熱效果。為了進一步優化感應加熱過程中的能量利用率,我們通過參數掃描分析,確定了線圈匝數、工件與線圈之間的間隙等因素對加熱效率和溫度均勻性的影響,如圖3所示。
2898 1
320科技工作室 ??? 1年前
DEFORM利用邊界元法模擬感應加熱+淬火[3D ] ![DEFORM利用邊界元法模擬感應加熱+淬火[3D ]](https://img.jishulink.com/202507/attachment/6780bdcce2a44c6e9bedc772bca08afb.gif?image_process=resize,fw_294,fh_172,)
運動選擇跟著上模(感應線圈)運動,環境溫度設置為20度,換熱系數這里設的比較大,主要是因為淬火的換熱時間比較短,所以夸大一點效果,實際過程淬火窗口可單獨設置速度不需跟著感應線圈。為了保證足夠的加熱溫度,淬火窗口跟感應線圈的距離不要離得太近。
2688
工科小學生 ??? 10月前
承壓設備厚板中頻感應加熱局部熱處理試驗研究 
摘要:為了實現承壓設備總裝環縫局部熱處理,基于中頻感應加熱技術,研究了超厚板在感應加熱過程中的溫度分布規律及溫度均勻性。熱處理過程中均溫區的溫度均勻性是保證局部熱處理效果的關鍵。以馬鞍形厚板為研究對象,進行感應加熱試驗,利用布置在不同深度的熱電偶測量感應加熱過程中沿壁厚方向的溫度演化曲線。同樣,將感應加熱應用于加氫反應器筒體,測量感應加熱過程中沿軸向方向的溫度演化曲線。
2949 1
FMMM ??? 2年前
齒輪感應加熱熱處理綜述 
感應加熱階段,電磁線圈內定義150kHz頻率的1200A感應電流進行齒輪加熱,加熱時間2s,然后關閉感應線圈,進行淬火冷卻,冷卻時間7s內。
2595 2
Cruise ??? 2年前
Simcenter MAGNET 電磁感應加熱應用——感應爐中的電磁懸浮 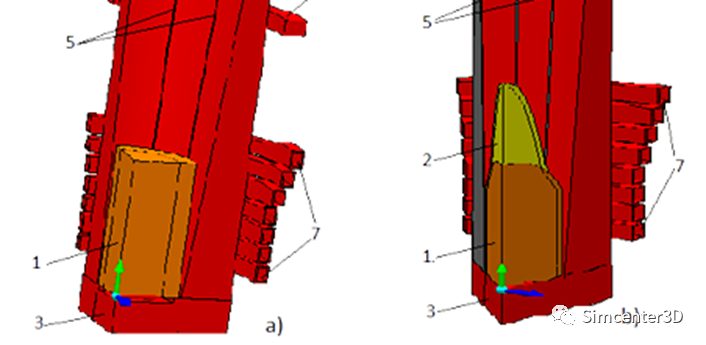
改進曲線兼容性的方式有兩種:a) 感應線圈設計,以及 b) 感應線圈位置。從一開始就采用線圈設計方法:該設計采用圓柱和圓錐線圈匝數組合。它在設計初期即已展示出理想的效果。上圖b 曲線體現出很好的一致性。線圈位置導致碰撞結果:無法為適應所有變數找到最佳線圈位置。相關方面作出設計更改,將工藝流程中的感應線圈從爐頂加熱改為爐底加熱。設計更改可與時間步同步執行,也可持續進行。
3224 2 2
仿真客 ??? 3年前
設計仿真 | 齒輪感應加熱熱處理綜述 
感應加熱階段,電磁線圈內定義150kHz頻率的1200A感應電流進行齒輪加熱,加熱時間2s,然后關閉感應線圈,進行淬火冷卻,冷卻時間7s內。
3718
海克斯康設計與仿真 ??? 3年前
DEFORM最新感應加熱功能及提升 附deform漢化包下載 
此種方法對于線圈移動形式的感應計算比較困難,因為空氣不得不被分割成多個實體并建立接觸(左下圖)。 DEFORM新版本支持2D FEM感應模型算法。其中一種方法,空氣建立單一的網格區域并可與其他物體區域重合(左中圖)。另一種算法在每一計算步自動產生空氣網格(右中圖),此算法不需要額外的模型,程序在后臺執行計算。
3980 2 3
露露學 ??? 4年前
設計仿真 | 齒輪感應加熱熱處理綜述 
線圈的扇區是單獨建模的,這樣它就可以在施加電流的電路中使用。圖1所示。03 邊界條件 Boundary3.1 電流當施加電流時,假設該電流在線圈內是恒定的。當截面中線圈的長度與整個線圈的長度不同時,不需要改變。當使用反對稱或循環對稱并且電流垂直于反對稱或周期對稱平面時,通常是這種情況。當由于對稱性,線圈的橫截面積減少時,電流應減少相同的量。
2299 1
MSC結構軟件 ??? 2年前
DEFORM利用邊界元法模擬感應加熱+淬火[2D ] ![DEFORM利用邊界元法模擬感應加熱+淬火[2D ]](https://img.jishulink.com/upload/202204/7b3dbd0a7bf440948e24bde8dc902cac.gif?image_process=resize,fw_294,fh_172,)
本次介紹一個感應加熱同時進行淬火的一個例子。加熱線圈以指定的功率啟動加熱過程,并開始以指定的速度沿工件移動。工件的表層會在短時間內升溫并發生相轉變。緊接著通過設置一個在淬火窗口(熱交換窗口)對已升溫部分進行淬火。加熱過程使得表面層轉變成奧氏體相,而淬火過程立即將這些表面層冷卻成馬氏體相。
3914 3 16
工科小學生 ??? 4年前
電磁爐加熱過程電磁-熱耦合仿真 
電磁爐加熱過程電磁-熱耦合仿真 01 案例背景 電磁爐是日常生活中常見的家用電器,它是利用電磁感應原理對食物進行加熱,電磁爐的托盤是陶瓷材料,交變電流在線圈中的產生磁場,電磁爐鍋底放到托盤上,鍋體底部切割磁力線產生渦流
3037 6 1
萬有引力LYQ ??? 2年前
一起了解鋼在加熱時的變化過程! 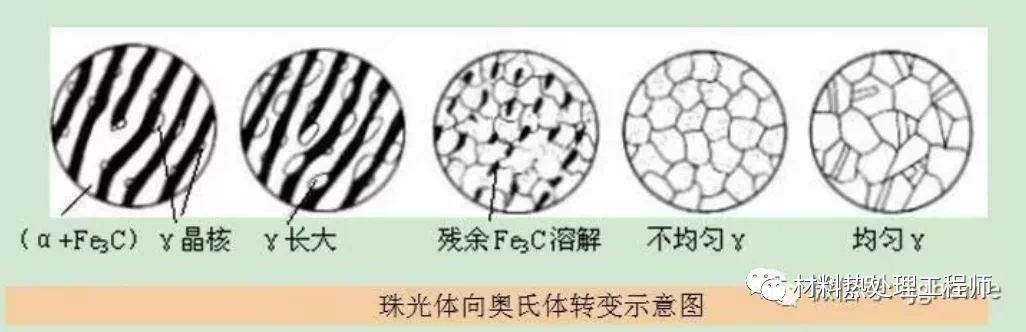
第四階段:奧氏體成分的均勻化。即使滲碳體全部溶解,奧氏體內的成分仍不均勻,在原鐵素體區域形成的奧氏體含碳量偏低,在原滲碳體區域形成的奧氏體含碳量偏高,還需保溫足夠時間,讓碳原子充分擴散,奧氏體成分才可能均勻。
2841 1
FMMM ??? 3年前
節能新方案!橡塑膠產業必看! 
王祥安,“料管感應加熱線圈分析設計技術報告”,能專計劃成果資料,財團法人精密機械研究發展中心,民國104年。[2]. 陳秋君,“含加熱系統模具模溫之模擬與驗證”,私立中原大學機械工程研究所,碩士論文,2001。[3].
2772 7 4
ACMT協會 ??? 2年前
ansys apdl 熱和電磁場分析案例 
三維電磁感應加熱---感應加熱的激勵源為365000HZ的交流電,線圈電流密度為2.04e8A/m^2,線圈和管子的幾何模型如下圖所示: 鋼球的淬火---淬火是把鋼加熱到臨界溫度以上,保溫一段時間,然后快速冷卻的一種熱處理工藝方法,下圖為鋼球溫度變化曲線: 二維靜態磁場分析---把螺線管制動器作為2D軸對稱模型進行分析,計算銜鐵部分螺線管制動器的運動部分
1242 1
深水區 ??? 1月前
熔化過程想順利,感應爐冶煉裝料怎么做?4大原則要記牢! 
(9)加料操作時,冷濕爐料應先烘干,不能直接加入熔液內,金屬削在第一爐使用時最好避免用,因為金屬削能透入爐襯間隙;爐膛必須燒熱至1000℃左右時,方可倒入鐵液,爐膛的加熱可加入鐵塊感應加熱。 (10)爐料凍結密封時間不能太長,以免引起爐子爆炸事故;燒結好爐襯后,宜用30~50%的額定功率,連續工作5爐以上。
2497
鑄造工程師 ??? 4年前
干了這么久“淬火”你真的了解嗎? 
低碳鋼 一般不采用等溫淬火。折疊表面淬火 表面淬火是將鋼件的表面層淬透到一定的深度,而心部分仍保持未淬火狀態的一種局部淬火的方法。表面淬火時通過快速加熱,使剛件表面很快到淬火的溫度,在熱量來不及穿到工件心部就立即冷卻,實現局部淬火。折疊感應淬火 感應加熱就是利用電磁感應在工件內產生渦流而將工件進行加熱。
2925 1
數控編程網 ??? 4年前
Comsol電磁感應加熱仿真 

磁性、凈磁金屬感應加熱對比
5. 有功功率、無功功率、加熱效率分析及提取
6. 線圈電感值、電阻值提取
7. 后處理磁場、電流密度、溫度云圖曲線的提取及分析
419
春卷 ??? 8月前
金屬材料熱處理:照亮鋼鐵的“四把火” 
一些大的焊件構件,難以在加熱爐內進行去應力退火,常常采用火焰或工頻感應加熱局部退火,其退火加熱溫度一般高于爐內加熱。去應力退火保溫時間也要根據工件的截面尺寸和裝爐量決定。鋼的保溫時間為3min/mm,鑄鐵的保溫時間為6min/mm。去應力退火后的冷卻應盡量緩慢,以免產生新的應力。
6195 7 2
FMMM ??? 3年前
編程實例|如何利用PLC對電熱水壺做加熱控制? 
Y0輸出給固態繼電器的線圈,固態繼電器線圈的另一端接24V,固態繼電器的常開觸點給加熱棒的零線,另一個給電源的零線,加熱棒的另一根接火線。 圖3-1 PLC輸入輸出接線 先給溫度變送器提供一個24V的電源。熱電阻有三根線,其中兩根銀色線短接接入到溫度變送器中,紅色線單獨接。溫度變送器輸出的電壓信號接入到PLC模擬量輸入中的V1+,而V-接到公共端0V。
4143
跟我學PLC ??? 3年前
20條/頁 
 30
30 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
