



決定多模穴射出件的流動平衡性 
決定多模穴射出件的流動平衡性■劉文斌/型創(chuàng)科技 技術(shù)總監(jiān)多模穴平衡性的重要性當多模穴模具進行射出加工時,塑料熔膠藉由流道系統(tǒng)進入各模穴中,塑料是以其所具有的溫度、壓力以及射速等條件來進行充填動作,然而塑料的這些成型條件參數(shù)是會隨著時間而變化的,也就是說在非常短的充填時間間隔中,塑料的溫度、壓力、射速等條件參數(shù)是會一直在變動的直到充填結(jié)束。
2611 2
型創(chuàng)科技2023 ??? 2年前
塑料件出模分析及工程應(yīng)用

1853
承恒科技 ??? 4年前
塑料連接器產(chǎn)品翹曲常見原因分析及改善方案 
翹曲變形的定義與產(chǎn)生機理翹曲是指塑料件在成型、加工、組配、應(yīng)用過程中,零件的內(nèi)應(yīng)力克服結(jié)構(gòu)強度產(chǎn)生結(jié)構(gòu)變形的過程,這一過程實質(zhì)上是材料內(nèi)部應(yīng)力尋求新的平衡狀態(tài)。根據(jù)產(chǎn)生時機的不同,翹曲變形主要分為四個階段。在模內(nèi)成型階段,由于收縮不均導致內(nèi)應(yīng)力不平衡,這一過程的影響因素包括原材料特性、逃料設(shè)計、結(jié)構(gòu)強度、成型條件和模具結(jié)構(gòu)等。
2495
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 3月前
塑膠件的結(jié)構(gòu)設(shè)計:拔模斜度篇(上) 
除此之外,一些塑料可能會從模具型腔壁上拉開(微觀層面),但大部分仍與型腔壁接觸。在模具打開過程中,不管塑膠件外側(cè)表面與型腔壁接觸,還是塑膠件內(nèi)側(cè)表面與型芯接觸,塑膠件都會受到一個與塑膠件脫離模具方向相反的摩擦阻力(靜摩擦力)。由摩擦力公式:f=μ×Fn,可知,摩擦力的大小與接觸面的粗糙度(μ)、收縮應(yīng)力(Fn)有關(guān);收縮應(yīng)力(Fn)與拔模斜度有關(guān)。
8349 6 2
結(jié)構(gòu)攻城獅 ??? 3年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
與常規(guī)聚合物相反,LCP 塑料可借由添加玻璃纖維,來降低各方向差異性。通常LCP 塑料借由添加填充材等級可以減小異方向性,也可以降低產(chǎn)品表面因分子排向而產(chǎn)生原纖化(fibrillate,即產(chǎn)生容易剝離的纖維化表面層)的趨勢。 另外具有改善熔接線強度的牌號,多家料商也已經(jīng)努力開發(fā)并商業(yè)化,同時也可以通過優(yōu)化部品件的設(shè)計方式來減少LCP 塑料的先天性限制。
8290 4 1
ACMT協(xié)會 ??? 2年前
射出制程的冷卻時間加工條件 
射出件在開模頂出之前,于模具內(nèi)必須確保溫度已經(jīng)冷卻到塑料的可頂出溫度,如果射出件在未達可頂出溫度的較高溫度條件下就進行開模頂出動作,則會因為塑料性質(zhì)還過軟,而產(chǎn)生頂出變形現(xiàn)象。
2022 4 1
型創(chuàng)科技2023 ??? 3年前
塑膠材料的收縮與翹曲(一) 
圖2:利用Moldex3D分析翹曲變形對于沒有添加補強纖維的純塑料而言,其射出成型品 的翹曲現(xiàn)象主要是受到產(chǎn)品的厚度分布與模溫分布所 影響。產(chǎn)品厚度厚薄差異太大或是公母模溫溫差差異 過大或是局部模溫溫差過大都會造成成品產(chǎn)生較嚴重 的翹曲現(xiàn)象。對于纖維補強塑料而言,塑料組成中的 補強纖維(玻纖、碳纖、有機纖維等)具有高剛性及 極低的熱收縮性特性,所以補強纖維會去抑制塑料的 整體收縮。
2838 2
型創(chuàng)科技2023 ??? 3年前
干貨分享|透明塑膠光學產(chǎn)品的殘留應(yīng)力定性分析 
圖2:射出成品厚度方向分子排向(定向)程度除了在成品厚度方向上下表面有一薄層固化層外,大部分區(qū)域是屬于熔膠流動層,而這區(qū)域主要的內(nèi)部應(yīng)力形成是由于不均勻的冷卻造成,塑膠件厚度方向的冷卻作用是由與模壁接觸之成品表面開始向成品內(nèi)部延伸,所以中心層是最慢冷卻的區(qū)域。
2492 3
ACMT協(xié)會 ??? 2年前
注塑模調(diào)機工藝.
(7).適當擴大流道的拔出斜度。塑件翹曲變形一﹐注塑件缺陷的特征 注塑件形狀與模腔相似但卻是模腔形狀的扭曲版本。 二、可能出現(xiàn)問題的原因 (1).彎曲是因為注塑件內(nèi)有過多內(nèi)部應(yīng)力。(2).模具填充速度慢。(3).模腔內(nèi)塑料不足。(4).塑料溫度太低或不一致。(5).注塑件在頂出時太熱。(6).冷卻不足或動、定模的溫度不一致。
2275 1
模具論壇 ??? 4年前
Moldex3D模流分析之汽車電池制造商借助模流縮短70%模具開發(fā)時間 
然而,要如何消弭設(shè)計和生產(chǎn)之間的距離,仍存在許多不確定性,例如:試模上的限制、制程參數(shù)了解不足..等等。對于塑料件和模具設(shè)計團隊而言,要確保可制造性又是一大挑戰(zhàn),因為塑料相當復(fù)雜,產(chǎn)品質(zhì)量經(jīng)常會因為不同的參數(shù)結(jié)合或是不同條件下而產(chǎn)生變異。經(jīng)過長時間的耕耘,累積近二十年的產(chǎn)業(yè)經(jīng)驗,電池知名制造商Ramcar Technology Incorporated(RTI)致力于設(shè)計各式塑料射出件。
2088
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之冷卻階段模溫的低溫切換 
射出充填階段的高模溫條件將有效改善塑料的流動性及降低射出件表面問題(例如結(jié)合線、流痕、浮纖…等)發(fā)生的機會;而冷卻階段模溫的低溫切換,也能有效縮短成型周期時間。由于快速模具溫度加熱冷卻成型技術(shù)能在產(chǎn)品質(zhì)量和生產(chǎn)成本之間取得完美平衡,近年來在塑料射出成型產(chǎn)業(yè)上獲得重視。
1819
Moldex3D 中國 ??? 12月前
Moldex3D模流分析之美國威斯康辛大學利用Moldex3D預(yù)測產(chǎn)品缺陷 
樹脂的流動行為在射出制程中是相當重要,而影響流動行為的因素包括澆口位置、模壁厚度及產(chǎn)品設(shè)計等。若能對流動行為有較深入的了解,將可幫助用戶決定最佳澆口位置、澆口類型以及模壁厚度等。塑料分子的流動速度會依不同的區(qū)域而有差異。在模腔中心區(qū)域,塑料的流速較快,在接近模壁處則流速較慢。原因是當塑料流經(jīng)模壁時,會因摩擦而減速;塑料分子之間也會互相摩擦生熱。
1974
Moldex3D 中國 ??? 3年前
3D輪廓掃描儀:零部件仿真數(shù)模比對、翹曲分析的“慧眼” 
解決方案1、尺寸及形位公差測量、CAD數(shù)模比對2、反變形修模、首件檢測、過程控制、翹曲分析應(yīng)用案例:汽車車燈注塑件檢測檢測需求1、 復(fù)雜的曲面和精細結(jié)構(gòu),需要全面的尺寸驗證。
1986
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 4月前
Moldex3D模流分析之寶泰模具使用模流解決包封與結(jié)合線問題 
解決方案以 CAE 模擬分析技術(shù)取代傳統(tǒng)試誤法,找出最佳進澆位置,改善流動平衡,并作肉厚設(shè)計變更,在杯底加厚讓塑料能更快速流動,讓第一次試模就成功克服包封問題。價值效益工程師透過 CAE 仿真分析技術(shù)可以成功解決模具成型的常見問題,不僅縮短了產(chǎn)品開發(fā)周期,更為企業(yè)節(jié)省成本開銷。
2236
Moldex3D 中國 ??? 3年前
塑料窗體填充Moldflow分析及應(yīng)用 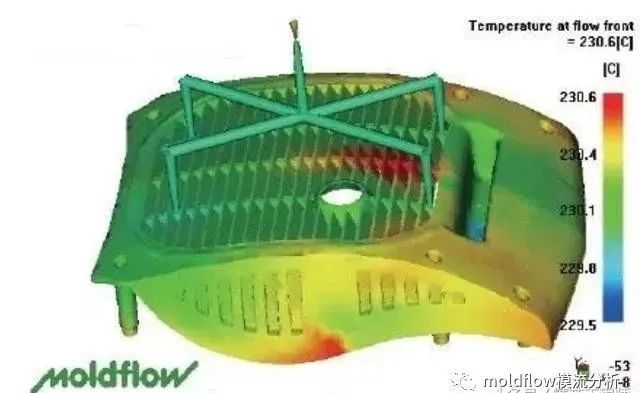
結(jié)束語 MPI/Flow通過對填充過程的模擬分析,有助于工藝人員從本質(zhì)上找出缺陷產(chǎn)生的原因,并提出消除缺陷的對策與方法,從而縮短新產(chǎn)品的開發(fā)周期和費用,提高制品的生產(chǎn)效率和質(zhì)量,確保生產(chǎn)出優(yōu)質(zhì)的塑料制品。文章來源:moldflow模流分析
2671
鑄造工程師 ??? 2年前
塑料性能參數(shù)對注塑成型工藝的影響 
半結(jié)晶聚合物(如PA、POM、PP)收縮率更大且各向異性,流動方向與垂直方向的收縮差異顯著,范圍可從0.8%到2.5%甚至更高。這種差異的本質(zhì)在于材料的熱歷史與分子取向。國高材分析測試中心靜態(tài)熱機械分析儀線性膨脹系數(shù)是理解收縮率的關(guān)鍵基礎(chǔ)物理參數(shù),通常通過熱機械分析(TMA) 進行精確測量。它描述了單位長度的材料在溫度變化1°C時的長度變化量。
2712 1 1
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 8月前
“不容忽視的表面現(xiàn)象:塑膠射出后的浮纖問題詳解! 
射出件表面發(fā)生浮纖現(xiàn)象,主要原因是一般加纖塑料的黏度(流動阻力)會比純塑料來的高;換言之纖維補強塑料的流動性也會較純塑料來的差,加上纖維補強塑料的熔膠比純塑料冷卻更快,一接觸到成型模具表面的低模溫條件環(huán)境,也會在較短時間內(nèi)發(fā)生冷卻固化定型,而且一般射出時流動波前的噴泉現(xiàn)像也會使塑料在靠近模面的位置產(chǎn)生纖維站立現(xiàn)象。所以一 般表面浮纖現(xiàn)象的原因,主要是在成品表面有補強纖 維以小角度站立。
4752 1
型創(chuàng)科技2023 ??? 2年前
Moldex3D模流分析之翹曲變形標簽 
輸出熱位移:勾選此項目來在翹取結(jié)果輸出熱位移項目,也就是計算純粹在頂出后才產(chǎn)生的變形量以評估冷卻過程的效用。 纖維強化材料選項 (Fiber-Reinforced Material Option) Moldex3D可進步地分析纖維強化材料(由塑料和纖維復(fù)合而成)的翹曲變形。
2628 3 2
Moldex3D 中國 ??? 2年前
射出模具數(shù)字化設(shè)計與智能制造技術(shù)分析 
此時,技術(shù)操作人員還需要采用塑料成型工藝和實際操作,對塑料制件的質(zhì)量進行科學評價,而已完成的裝配模,可以快速更換,在射出機模架上,保證射出成型操作效率更高。
3931 2 1
ACMT協(xié)會 ??? 2年前
Moldex3D模流分析之運用模流分析軟件 增進精密光學新制程驗證效率 
圖三 進行射出成型制程分析,保壓結(jié)果中的凹痕指標(左)及凹痕位移(右)情形接下來利用Moldex3D進行模內(nèi)階段式射壓成型的分析。分析結(jié)果發(fā)現(xiàn),IMMC制程的體積收縮率,比傳統(tǒng)制程少了 18.9%(圖四)。在翹曲變形的部分,從翹曲分析結(jié)果中的Z方向位移,也可看出IMMC制程比射出成型優(yōu)化了71%(圖五)。
2392
Moldex3D 中國 ??? 3年前
20條/頁 
 70
70 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
