



沖壓質量模板匹配視覺檢測技術應用 
目前整車廠主流沖壓線生產節拍大都是每分鐘12 ~18 件,每個沖壓件進行全面品質檢查大約需要8 ~10min,生產節拍遠大于品質全檢的速度,因此無法做到零件的全檢。沖壓質檢體制主要包括在線抽檢和線下抽檢,在線抽檢由兩名線檢人員周期性地在3 ~5s 的時間內檢查零件的部分區域,線下抽檢由兩名抽檢人員每間隔約100 件進行零件的全檢。
2224
FMMM ??? 4年前
【機械設計】新人設計易錯點17個:大神實際工作總結 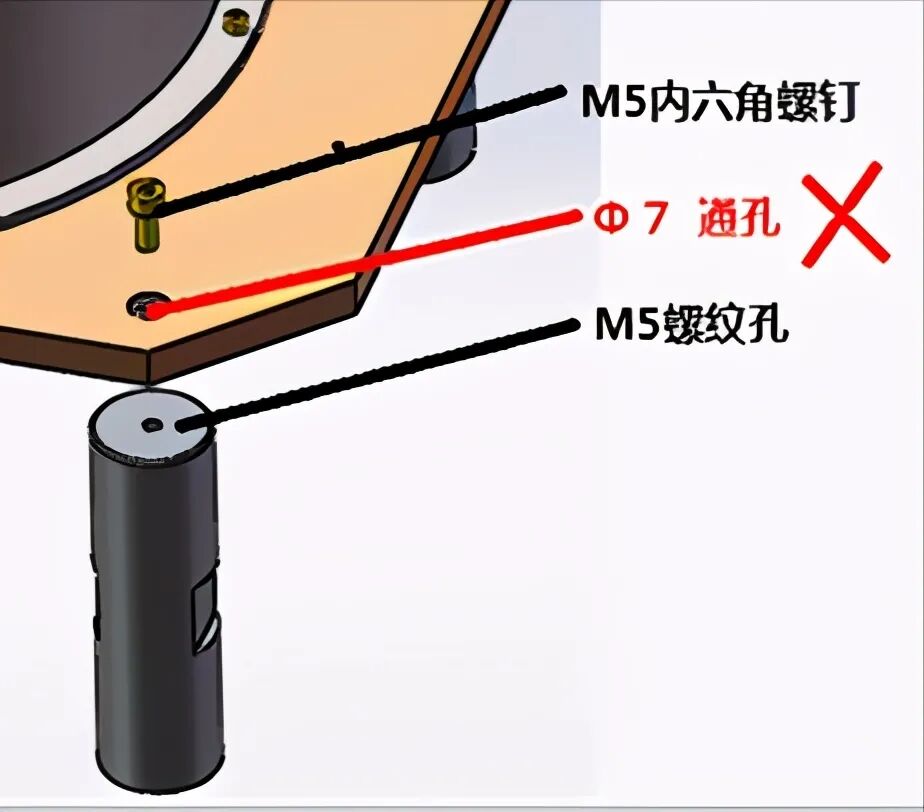
例如:假設下圖兩塊板需要靠其視圖上的安裝孔安裝在一起且四邊都要求齊平,下圖中有左右兩組案例:注:如以上圖為例,若兩個零件所標尺寸基準選擇如左圖所示,則可能出現由于外形尺寸的自由公差偏差導致孔位整體偏差。這樣就會最終導致兩個零件無法裝配,標尺寸時應充分考慮所標尺寸的基準選擇,減少累計誤差導致的最終裝配問題。
2955 6
機械工程師 ??? 3年前
新人設計易錯點17個:大神實際工作總結 
例如:假設下圖兩塊板需要靠其視圖上的安裝孔安裝在一起且四邊都要求齊平,下圖中有左右兩組案例:注:如以上圖為例,若兩個零件所標尺寸基準選擇如左圖所示,則可能出現由于外形尺寸的自由公差偏差導致孔位整體偏差。這樣就會最終導致兩個零件無法裝配,標尺寸時應充分考慮所標尺寸的基準選擇,減少累計誤差導致的最終裝配問題。
2067 1
非標機械論壇 ??? 4年前
在SOLIDWORKS中自底向上與自頂向下裝配體建模有什么不同? 
9、因為鈑金零件的輪廓參考的焊件的結構連線,所以,當焊件尺寸發生變化時,鈑金的尺寸也將進行更新。. 二、保存虛擬零部件當我們保存裝配體時,對于新建的鈑金零件,將有兩個選項 內部保存(在裝配體內),表示零件不會出現在文件夾中,僅在打開裝配體時可以看到。 外部保存(指定路徑),表示零件將保存于所指定的文件夾中。
2728 12 2
SOLIDWORKS碩迪科技 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
通俗的說,夾具就是六個點(3+2+1:三點定面、兩點定線、一點固定),而機加工需要解決變形。常見的鋁零件加工變形的原因很多,與材質、零件形狀、生產條件等都有關系。主要有幾個方面:毛坯內應力引起的變形,切削力、切削熱引起的變形,夾緊力引起的變形。
2252
UG編程模具設計實戰 ??? 3年前
質量管理 | 功能尺寸和局部坐標系在eMMA軟件輔助車身裝配中的應用 
最常用的方法是 “3-2-1”原則,即通過三個點確定主基準面(限制三個自由度),兩個點確定次基準軸(限制兩個自由度),一個點確定第三基準(限制最后一個自由度),從而完全限定零件的位置。
2164
海克斯康設計與仿真 ??? 6月前
SOLIDWORKS Utilities快速對比兩個相似文檔 碩迪科技 
點擊“運行比較”,在短暫的“處理特征”之后,為我們顯示出兩個文件差別對比。通過不同顏色的標示,展示了兩個零件所存在的不同之處。此處紅色表示該零件中所獨有的特征,綠色表示在兩個零件中有修改(不同)的特征。(提示:通過面版左上角的"齒輪"圖標,可進行設置對方框對顏色進行自定義)同時,在面版中也詳細列出了所有有修改和獨特特征。
2109 2
SOLIDWORKS碩迪科技 ??? 3年前
MeshWorks進行汽車前保險杠匹配變形 
;整個變形工作在1個小時內完成。
2096 1 1
DEP MeshWorks ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
都是我創作的動力,期待你的加入通俗的說,夾具就是六個點(3+2+1:三點定面、兩點定線、一點固定),而機加工需要解決變形。常見的鋁零件加工變形的原因很多,與材質、零件形狀、生產條件等都有關系。主要有幾個方面:毛坯內應力引起的變形,切削力、切削熱引起的變形,夾緊力引起的變形。
2505
模具設計UG編程教學 ??? 3年前
電動汽車用兩擋AMT執行機構設計優化與試驗研究 
樣件試制和試驗驗證公司試制了前述兩種方案的零件,并裝箱進行了測試。兩種方案的零件如圖9所示,左邊為優化方案,右邊為原有方案。圖9 兩種方案的換擋搖臂樣件對比為消除變速器、同步器、換擋電動機及位置傳感器等因素的影響,兩個方案的測試都在同一臺變速器上面進行,僅更換換擋搖臂和換擋撥叉軸。變速器裝配效果如圖10所示。
2940
EDC電驅未來 ??? 4年前
行業洞見 | 開發有效零件和數據分類程序的 5 個關鍵步驟 
暫存區還可以幫助您更輕松地完成復雜的項目,例如將兩個組織的分類系統合并在一起。 4、使分類與采購和供應鏈的重要屬性保持一致 您的數據分類策略可以超越基本部件屬性并捕獲推動關鍵業務決策的其他詳細信息。將您的分類與采購和供應鏈的重要屬性保持一致可以為您的工程師提供更深入的洞察力。包含的屬性數據可能包括使用的材料、材料的可用性和供應商分類等領域。
2314 1 1
一葉_4024 ??? 4年前
如何快速建立大型多體動力學模型 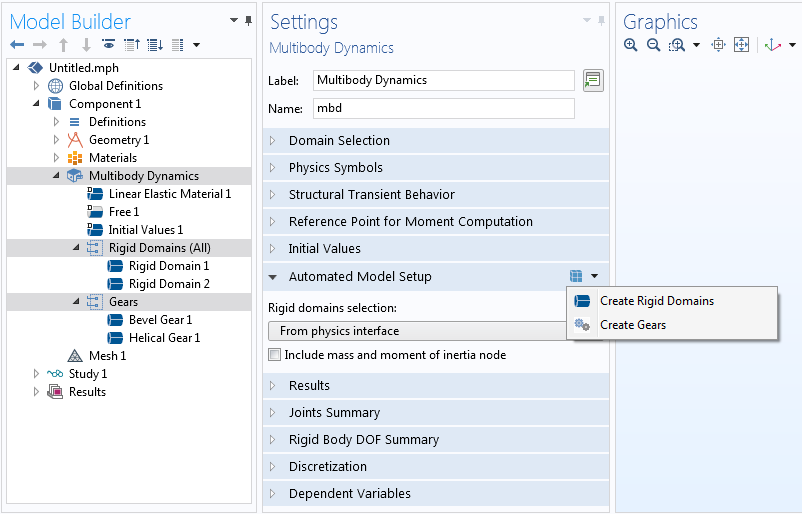
模型幾何結構由從零件庫創建的兩個錐齒輪幾何形狀組成。當按下自動模型設置部分中的創建齒輪按鈕時,會在物理場節點下創建齒輪節點組。如下圖所示,它包含兩個錐齒輪節點,對應幾何結構中的每個錐齒輪。 在錐齒輪上的力和力矩模型中,兩個 錐齒輪節點是使用 創建齒輪按鈕自動添加的。兩個 錐齒輪節點也被自動分組在一個節點組中,以形成一個緊湊結構的模型開發器視圖。
3242 1
CAE仿真學習菌 ??? 2年前
汽車覆蓋件質量缺陷視覺檢測研究 
通過零件2 個邊定位零件,使檢測更加準確可靠,點擊測試按鈕,出現測試結果“OK”則設置完成。圖4 直線匹配算法設置界面⑵選用斑點檢測算法檢測少孔問題,把ROI 藍色框圈住零件的孔,斑點類型選擇黑色斑點,灰度閾值選擇128,中心類型選擇區域重心。
2880 5 2
FMMM ??? 3年前
5軸機床原來這么牛:1次加工28個零件 
比如加工下圖這樣的零件的前三個面,如果使用虎鉗的夾持方式,每個零件總共需要264秒(裝夾時間不計)。 通過設計更緊湊的夾具,充分利用轉臺提供的加工空間,能夠有機會一次加工28個零件。
2013
數控編程網 ??? 4年前
談談模具制造的兩個關鍵工序:模具研配和調試方法(下) 
有時零件的造型決定了必然有的變形,如零件局部相鄰位置角度的急變、材料流動的急變、形狀的急劇變化等都會造成變形。如油箱口的四個角、門外板的四個角、側圍的尾燈位置、門外板的腰線兩端、側圍后翼子板的腰線兩端等。這些變形有拉延造成的,也有后工序造成的。拉延可以通過加大壓邊力、調整壓邊圈頂起高度、采用強壓進行調整。如果拉延已經有變形,后序切、翻邊、整形也可能加大其變形。
4113
FMMM ??? 4年前
自動智能裝配技術在汽車焊裝車間的研究與應用 
機器人沿X、Y、Z軸小角度旋轉時,有兩個變量產生,機器人位置變化量(Δ 機器人)和傳感器測量值變化量(Δ 傳感器),將這兩個變化量保存。經過數學微積分,可以算出Δ 機器人/Δ 傳感器之間變化關系,來驗證示教位置是否合理。如果最終的評判結果為0.9~1.0,此位置可以作為示教基礎位置。3)步驟三,運算。
4964
汽車-小江 ??? 2年前
從70個零件減少到1個,特斯拉車身將改為整體鑄件! 
外界一直瘋傳Model Y采用單件鑄造法制造Model Y車型,在一度的猜測之中,Model Y 也成了個特斯拉有史以來內外認知最割裂的一款產品。 Model 3車身 早年,美國工程咨詢公司 Munro & Associates CEO Sandy Munro 耗時 6600 個工時,逆向拆解了兩臺 Model 3。
4598
數控編程網 ??? 2年前
UG編程模具零件銑削加工 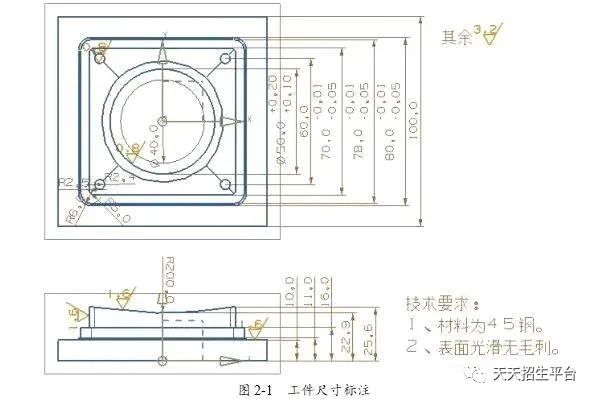
(2)零件可以通過建立草圖、拉伸、修剪體、鏡像、掃掠等常用命令進行造型(3)為了保證加工精度,故三軸數控銑床上分兩次次裝夾完成,使用四邊分中進行對刀。(4)這個零件包括曲面、孔、型腔等結構,形狀較復雜不過工序比較容易,表面質量以及精度要求不高,故綜合考慮,工序安排很關鍵。
2317
張偉一 ??? 3年前
【CATIA參數化設計】如實時更新零件下幾個不同密度的幾何體的重心的位置? 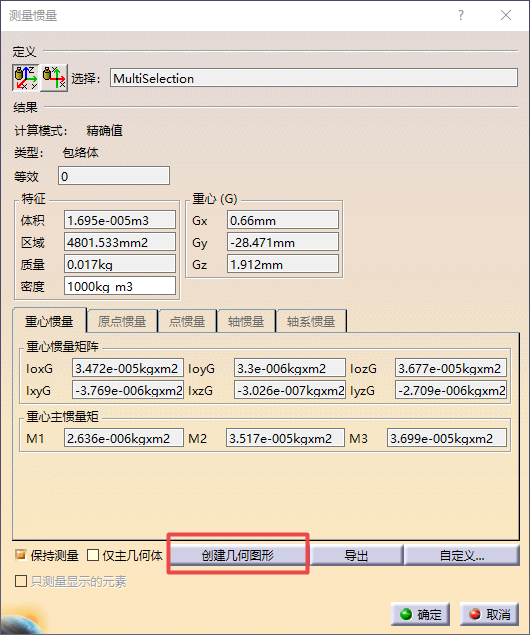
零件下多幾何體重心點的快速求解,我們給出兩種方案,分別從二次開發與參數化設計的角度。既然手動調整幾何體1,幾何體2,幾何體3的外形,然后用重量測量工具求出他們的重心點,將其重心點限定在一個特定區域,這個過程很繁瑣,需要反復操作來實現最終目的。所以我們不妨將這個連續性的動作用CATIA 二次開發代碼來快速實現,或者將求得的特征點的三坐標數值賦予關聯性的參數(即參數化設計)。
5681 1
CATIA助手 ??? 2年前
大眾汽車線束端子壓接標準解析 
彎折測試的結果符合 DIN EN 60352-2(導線運動三個周期) 7)單線密封壓接 壓接爪盡可能卷曲,確保插入護套時無阻礙 1. 單線密封的位置 絕緣壓接臂必須完全防止在雨塞上。雨塞不要過度夾緊,損壞或壓接爪刺入。 雨塞的位置同技術圖紙相匹配。 2.
2950
線束專家 ??? 4年前
20條/頁 
 114
114 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
