



基于ABAQUS的鎢鉬合金銑削加工參數(shù)優(yōu)化仿真及驗證 
表4 鎢鉬合金材料Johnson-Cook本構模型參數(shù)2.3 接觸和邊界條件創(chuàng)建一個接觸屬性,由于仿真過程中將刀具視為剛體,所以需要再創(chuàng)建一個剛體約束。在初始分析步下創(chuàng)建一個邊界條件,約束工件側面的所有自由度,刀具需要約束4個自由度,并設置繞Z 軸的旋轉及移動,其中轉動速度為主軸轉速,移動速度為進給速度。創(chuàng)建預定義溫度場,定義工件的溫度為298K。
4333 3 1
CAEer吳皓 ??? 2年前
基于ABAQUS的鎢鉬合金銑削加工參數(shù)優(yōu)化仿真及驗證 
表4 鎢鉬合金材料Johnson-Cook本構模型參數(shù)2.3 接觸和邊界條件創(chuàng)建一個接觸屬性,由于仿真過程中將刀具視為剛體,所以需要再創(chuàng)建一個剛體約束。在初始分析步下創(chuàng)建一個邊界條件,約束工件側面的所有自由度,刀具需要約束4個自由度,并設置繞Z 軸的旋轉及移動,其中轉動速度為主軸轉速,移動速度為進給速度。創(chuàng)建預定義溫度場,定義工件的溫度為298K。
4299 5
仿真客 ??? 2年前
ABAQUS銑削CEL仿真保姆級教程 
一、創(chuàng)建仿真模型 本教程采用abaqus中CEL(耦合的歐拉-拉格朗日)方法對鈦合金(Ti6AL4V)的銑削過程進行仿真,通過仿真結果可以提取刀具受力及溫度變化,并直觀的觀察到切屑的生成過程。模型建模均在ABAQUS CAE中完成,通過調整尺寸參數(shù)可方便的對模型進行修改。附件中會提供CAE源文件。
4734 4 9
神經(jīng)蛙_CAE ??? 2年前
Abaqus三維切削案例教學 
8、 附件:本案例中的abaqus模型文件(包括cae、odb和inp文件)
4354 17 7
Abaqus_JUN ??? 11月前
玩轉這些,你的編程就入了門! 
對工件作旋轉運動的機床(如車床)以刀具遠離工件方向為X軸的正方向;對刀具作旋轉運動的機床(如立式銑床),刀具為Z軸時,面對刀具主軸向立柱看,右方向為X軸的正方向。 三個旋轉軸坐標系分別平行于X、Y、Z坐標軸,按右手螺紋前進方向取為正向。 數(shù)控車床的基本指令 1)程序格式 加工程序通常由程序開始、程序內容和程序結束等三部分組成。
1975
機械加工網(wǎng) ??? 4年前
abaqus車削螺紋怎么實現(xiàn)?
abaqus車削螺紋應該怎么搞呀?是不是就是類似車圓柱,然后在load模塊給合理的圓柱旋轉速度和車刀進給速度?還有刀具建模在abaqus怎么實現(xiàn)?
3989 1
天道酬勤123 ??? 3年前
Ansys Zemax | 確保自由曲面設計的可制造性 
當我們在三軸金剛石車床上加工自由曲面時,刀具在工件的每一圈都沿 Z 軸來回移動,以加工非旋轉對稱形狀的透鏡。在這種情況下,刀具的后角限制了表面沿鏡頭上每個圓圈變化的速度,這稱為弧矢斜率。更準確地說,刀具在表面上產生螺旋軌跡,但螺旋的步長非常小,在大多數(shù)情況下,可以將刀具軌跡視為一系列圓圈。對于旋轉對稱鏡片,弧矢斜率剛好為零。 圖 2.
2620 8 4
宇熠科技 ??? 2年前
數(shù)控機床分類大全 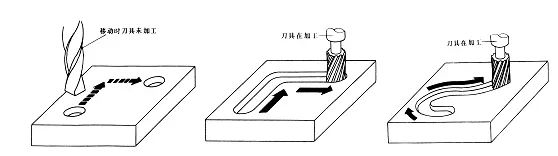
⑶ 輪廓控制數(shù)控機床 輪廓控制數(shù)控機床也稱連續(xù)控制數(shù)控機床,其控制特點是能夠對兩個或兩個以上的運動坐標的位移和速度同時進行控制。 為了滿足刀具沿工件輪廓的相對運動軌跡符合工件加工輪廓的要求,必須將各坐標運動的位移控制和速度控制按照規(guī)定的比例關系精確地協(xié)調起來。
4319 4
數(shù)控編程網(wǎng) ??? 2年前
玩轉這些,你的編程就入了門! 
對工件作旋轉運動的機床(如車床)以刀具遠離工件方向為X軸的正方向;對刀具作旋轉運動的機床(如立式銑床),刀具為Z軸時,面對刀具主軸向立柱看,右方向為X軸的正方向。三個旋轉軸坐標系分別平行于X、Y、Z坐標軸,按右手螺紋前進方向取為正向。數(shù)控車床的基本指令1)程序格式加工程序通常由程序開始、程序內容和程序結束等三部分組成。
2499
數(shù)控編程網(wǎng) ??? 3年前
CNC數(shù)控加工中心的分類方法 
負責在刀庫和數(shù)控加工中心的主軸之間傳遞刀具,將替換下來的數(shù)控刀具送回刀庫內,再將需要使用的刀具推送到主軸上。2-直接換刀方式。這種方式主要是指換刀過程由刀庫和主軸箱配合完成。這種情況下配置的刀庫一般是斗笠式的。直接換刀方式的換刀速度較慢、故障率較高,一般只在早期的機型上使用;3-轉塔頭換刀方式。轉塔頭是通過轉塔的旋轉,使需要的刀具移動到相應位置的換刀方式。
2600
2103707493 ??? 2年前
ZEMAX技術分享:確保自由曲面設計的可制造性 
當我們在三軸金剛石車床上加工自由曲面時,刀具在工件的每一圈都沿 Z 軸來回移動,以加工非旋轉對稱形狀的透鏡。在這種情況下,刀具的后角限制了表面沿鏡頭上每個圓圈變化的速度,這稱為弧矢斜率。更準確地說,刀具在表面上產生螺旋軌跡,但螺旋的步長非常小,在大多數(shù)情況下,可以將刀具軌跡視為一系列圓圈。對于旋轉對稱鏡片,弧矢斜率剛好為零。 圖 2.
2636
w**elab86_Swsp ??? 2年前
Ansys Zemax | 確保自由曲面設計的可制造性 
當我們在三軸金剛石車床上加工自由曲面時,刀具在工件的每一圈都沿 Z 軸來回移動,以加工非旋轉對稱形狀的透鏡。在這種情況下,刀具的后角限制了表面沿鏡頭上每個圓圈變化的速度,這稱為弧矢斜率。更準確地說,刀具在表面上產生螺旋軌跡,但螺旋的步長非常小,在大多數(shù)情況下,可以將刀具軌跡視為一系列圓圈。對于旋轉對稱鏡片,弧矢斜率剛好為零。圖 2.
2504
宇熠科技 ??? 8月前
全面了解螺紋加工方法,看完你就是這方面的專家啦! 
1)主軸轉速的選擇 根據(jù)車削螺紋時主軸轉1轉,刀具進給1個導程的機理,數(shù)控車床車削螺紋時的進給速度是由選定的主軸轉速決定的。
2609
數(shù)控編程網(wǎng) ??? 4年前
基于Abaqus離散元法的攪拌機中顆粒介質的混合 
本文演示了如何在Abaqus中使用離散元方法(DEM)分析攪拌機中不同顆粒介質的混合。應用描述?旋轉滾筒攪拌機和滾筒磨機用于礦石和顆粒材料的研磨、混合和干燥。此類應用可見于采礦等廣泛的工業(yè)領域。包括顆粒的形狀、大小、密度和接觸剛度;摩擦;顆粒間的粘附力;旋轉速度;以及滾筒軸的傾斜度在內的多個因素會影響在給定時間內所能達到的混合水平。這些因素也會影響操作混合器所需的能量量。
2541 2
工科小師妹 ??? 12月前
五軸CNC模具加工你了解多少? 
保持刀具最佳切削狀態(tài),改善切削條件 如上圖,在左圖中三軸切削方式,當切削刀具向頂端或工件邊緣移動時,切削狀態(tài)逐漸變差。而要在此處也保持最佳切削狀態(tài),就需要旋轉工作臺。而如果我們要完整加工一個不規(guī)則平面,就必須將工作臺以不同方向旋轉多次。
2280 1
汽車零部件模具與注塑 ??? 4年前
【仿真平臺性能測試】Fluent旋轉機械瞬態(tài)分析 
其中,風扇葉片的旋轉速度是850rpm。二、求解設置根據(jù)該款旋轉機械的相關參數(shù),經(jīng)過理論計算得到該旋轉機械的最大速度為25.6m/s,折合馬赫數(shù)為0.075,為不可壓縮流動,故選擇壓力基求解器,湍流模型選用了適用于旋轉機械的k-ε Realizable模型。對于動區(qū)域計算模型,本次瞬態(tài)計算選擇了網(wǎng)格區(qū)域移動的滑移網(wǎng)格法,仿真的模擬時間為10s,相關設置如下。
2927 1
神工坊(高性能仿真) ??? 3年前
ABAQUS銑削加工進給速度和分析步時長的問題
大佬們有個問題,在ABAQUS中做銑削加工仿真,進給速度一般為幾十毫米每秒,這樣銑削一個工件需要十幾秒甚至更長,如果按照實際的進給速度輸入給刀具的話即使開了質量縮放也會算的非常慢,但是增大進給速度又不符合實際情況,這個問題要怎么解決,感謝回答
2529 1 2
nofearchd ??? 2年前
ABAQUS橡膠磨損:幫助文檔輪胎磨損例子 
然而,這次分析的輪胎的移動速度為0,使用*TRANSPORT VELOCITY選項設置剛性圓柱體的的參考點的旋轉速度。因為一個指定的載荷添加到剛性圓柱的參考點上來建立于輪胎之間的接觸,所以分析之前是不知道圓柱體的中心軸的。如果使用*TRANSPORT VELOCITY選項來定義角速度,abaqus將自動更新旋轉軸當前的位置。剛性面的轉動速度也能通過*MOTION, ROTATION選項來進行定義。
4550 6 1
想飛更高 ??? 2年前
機械加工后的毛刺怎么處理? 
平面切出角可以通過改變銑削寬度、進給速度(大小和方向)和旋轉速度(大小和方向)來改變。因此,可以通過選取適當?shù)淖叩堵肪€來避免I型毛刺的生成(見圖11)。圖10 控制走刀路線法圖10a為傳統(tǒng)的之字型走刀路線,圖中陰影部分表示可能產生尺寸較大的切出切削方向毛刺的部位。圖10b采用了改進的走刀路線,它可以避免切出毛刺的生成。
2263
機械設計師 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
2)進 給量的選擇: 工件或工具每旋轉一周或往復一次,工件與工具在進給運動方向上的相對位移,單位為mm。 切削深度選定之后,應進一步盡量選擇較大的進給量。 進給量其合理數(shù)值的選擇應保證機床、刀具不致因切削力太大而損壞,切削力所造成的工件撓度不致超出工件精度允許的數(shù)值,表面粗糙度參數(shù)值不致太大。
1864 1
UG編程模具設計實戰(zhàn) ??? 4年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
