



【專業知識】一張圖讓你看清注塑模具的結構組成! 
塑膠模具的結構雖然由于塑膠品種和性能、塑膠制品的形狀和結構以及注射機的類型等不同而可能千變萬化,但是基本結構是一致的。 一、塑膠模具結構按功能分 主要由:澆注系統、調溫系統、成型零件系統、排氣系統、導向系統、頂出系統等組成。其中澆注系統和成型零件是與塑料直接接觸部分,并隨塑料和制品而變化,是塑模中最復雜,變化最大,要求加工光潔度和精度最高的部分。
2970
機械工程師 ??? 4年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業了
73、三視圖的基本原則是什么?三視圖的基本原則是:長對正、高平齊、寬相等。74、注射機分為那幾類?按外形分有;立式的、臥式的、《這兩種最常用的》按注塑量分為:超小型注塑機、小型注塑機、中型注塑機、大型注塑機、超大型注塑機。也就是注射量從幾毫克到幾十千克不等,按合模力分為:幾噸到幾千噸不等(歡迎關注汽車工藝師微信auto1950)。75、鎖模力和撐模力之間有何關系?
3100 3 3
Im智能注塑 ??? 3年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
正確的做法是使用所推薦的接近其結晶溫度的模溫下生產,使產品在注塑成型階段就得到充分的結晶,避免這種在高溫環境下的后結晶和后收縮??傊?,模具溫度在注塑成型工藝中是最基本的控制參數之一,同時在模具設計中也是首要考慮的因素。 ?確定正確模具溫度的建議: 現在,模具已變得越來越復雜,因此,創造適宜條件以有效控制模塑溫度變得越來越難。
2642
Im智能注塑 ??? 4年前
【干貨】雙色模具的設計及注塑成型
35、ABS/PC,ABS/PC+ABS,ABS/PMMA雙色注塑時,需要先注塑溫度較高的PC,PC+ABS或者PMMA。如果是透明面殼模具時大部分采用倒裝模具結構。
3559
張偉一 ??? 3年前
注塑模具如何清洗?五種清洗方法 
與其他清洗方式不同的是,干冰清洗時一般不需要從注壓機上拆下注塑模具,可直接清洗,節省停工成本。干冰清洗適用基本適用于所以行業;干冰清洗適用基本適用于所有行業?! ∫陨暇褪?em>注塑模具如何清洗的全部內容,選擇合適的清洗方式,合理提升效率降低成本。
2862
勝明干冰機 ??? 4年前
溫度、壓力、速度,這些注塑工藝怎么調? 
溫度 溫度的測量和控制在注塑中是十分重要的。雖然進行這些測量是相對地簡單,但多數注塑機都沒有足夠的溫度采點或線路。在多數注塑機上,溫度是由熱電偶感應的。一個熱電偶基本上由兩條不同的電線尾部相接而組成的。
2359 1
高分 ??? 4年前
注塑模調機工藝.
(8).根據所用塑料的特性及產品結構適當控制模溫。(9).在允許的情況下改善產品結構。(10).設法讓產品有足夠的冷卻。 包封一、注塑件缺陷的特征 可以容易地在透明注塑件的“空氣阱”內見到但也可出現在不透明的塑料中, 這與厚度有關,而且常因塑料收縮離開注塑件中心而引起。 二、可能出現問題的原因 (1).模具未充分填充。(2).止流閥的不正常運行。
2275 1
模具論壇 ??? 4年前
解決注塑模具成型難題,型創科技&ACMT技術平臺助您一臂之力! 
塑料特性與成型加工介紹? PP塑料基本性質與加工性介紹? PC塑料基本性質與加工性介紹? 塑件變形導因剖析及解決對策? 澆口設計對成型品質的影響? 模流分析應用之解決成型缺陷 持續開課中...
3130
ACMT協會 ??? 2年前
塑料窗體填充Moldflow分析及應用 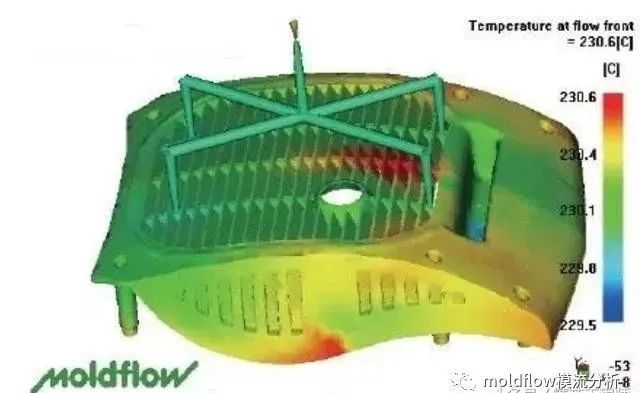
注塑工藝參數的重要性 在注塑成型生產中,塑料原料、注塑設備和模具是三個必不可少的物質條件,將這三者聯系起來并能形成一定的生產能力的技術方法就是注塑成型工藝。通常可以認為影響注塑成型質量的因素很多,但是在塑料原料、注塑機和模具結構確定之后,注塑成型工藝條件的選擇和控制,就成為決定成型質量的主要因素。一般來說,整個注塑成型周期中具有三大工藝條件,即溫度、壓力和時間。
2672
鑄造工程師 ??? 2年前
關于注塑模具排氣的標準,你知道嗎? 
在模具的制造中,模具排氣是非常重要的環節。模具排氣可最大程度上代表模具整體結構的好壞。即使優秀的模具如果沒有好的排氣,也不可能產出質量穩定的產品,好的模具應是密閉性好,而且能夠保證氣體自由排出,而不是氣體被高度壓縮。那么模具排氣有什么標準呢?
2275 1
高分 ??? 4年前
注塑模具毛邊怎么去除?干冰噴砂機微粒型干冰清洗機精密清洗標椎配件采購 
與其他清洗方式不同的是,干冰清洗時一般不需要從注壓機上拆下注塑模具,可直接清洗,節省停工成本。干冰清洗適用基本適用于所以行業;干冰清洗適用基本適用于所以行業?! ∵x擇合適的清洗方式,合理提升效率降低成本?! ?/div>
2036
勝明干冰機 ??? 4年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
例如,對于一些結構件或承載件,如選用低MFR的PC或ABS,工藝上就必須采用較高的注塑壓力和充足的保壓來驅動熔體并補償收縮。MFR數據直接指導著注塑機的螺桿選擇。高MFR材料應搭配壓縮比較小的螺桿,以防止過度的剪切熱導致降解;而低MFR材料則需要壓縮比較大、剪切作用較強的螺桿,以確保塑化均勻。
2715 1 1
國高材高分子材料產業創新中心 ??? 8月前
注塑成型的影響因素丨模具溫度 
模具溫度是注塑成型中最重要的變量——無論注塑何種塑料,必須保證形成模具表面基本的濕潤。一個熱的模具表面使塑料表面長時間保持液態,足以在型腔內形成壓力。如果型腔填滿而且在凍結的表皮出現硬化之前,型腔壓力可將柔軟的塑料壓在金屬上,那么型腔表面的復制就高。另一方面,如果在低壓下進入型腔的塑料暫停了,不論時間多短,那么它與金屬的輕微接觸都會造成污點,有時被稱為澆口污斑。
3108
模具論壇 ??? 4年前
UG NX注塑模具設計教程之2D排位實例講解 
整套模具設計流程產品排位鏡像說明因我們在設計結構圖時是在設計模仁,(就好比我們使用的印章)當用3D轉換成2D時的產品從產品底面向上看的,模仁是從頂面向下看,兩者屬于鏡像關系。所以產品圖一定要鏡像一次才能和模會一樣(兩邊對稱的產品可以不鏡像,如圓形產品)。
9197
張偉一 ??? 3年前
如何優化注塑工藝,提高PC/ABS電鍍性能? 
總結: 注塑工藝中注塑溫度、注塑速度和壓力、模具溫度、保壓、螺桿轉速等均會對PC/ABS的電鍍性能產生影響。 而最直接的不良影響就是過高的產品內應力,內應力過大會影響到電鍍粗化階段的刻蝕的均勻性,進而影響到最終產品的電鍍結合力。 總之,要結合產品結構、模具狀態及成型機臺的狀態,通過設定合適的注塑工藝,設法降低材料的內應力,可明顯提高PC/ABS材料的電鍍性能。
2117
Im智能注塑 ??? 3年前
定位齒條注塑模具設計要點+3d 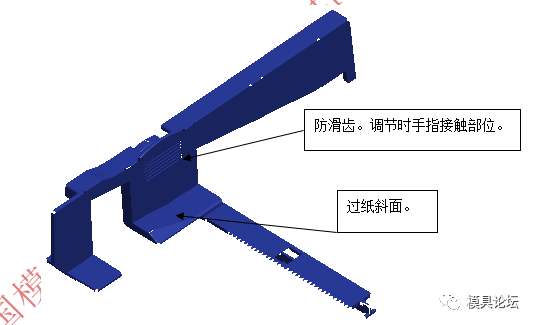
齒條部位必須設計成鑲件,是這種模具設計的關鍵,這樣便于齒形部位利用慢走絲加工。塑件利用頂針頂出。由于頂針處于滑塊底部,模具設計了回位行程開關,監測頂出系統及時回位。模具前后模仁的冷卻運水全部采用了直通運水,有效保證注塑的正常進行。圖1 定位齒條產品圖 圖2 定位齒條模具圖 圖3 滑塊結構
2692
模具論壇 ??? 3年前
診療儀端蓋注射模具設計+3d 
塑件的結構需要將全部膠位出在后模,滑塊也是后?;瑝K。根據塑件尺寸和形狀,模具設計型腔排位為1出2,型腔及兩個滑塊的受力也能夠保持平衡。標準模架CH4545,模具設計排位圖見圖2所示。澆注系統設計為潛伏式澆口,熔融塑料從垂直主流道進入分型面后經過短的分流道直接進入潛伏式澆口。對于PC材料,注塑時防止注塑缺陷的有效手段是分流道短而粗才能取得較好的制品質量。后?;瑝K結構圖見圖3所示。
2172
模具論壇 ??? 4年前
分析比較:3D打印與傳統CNC、注塑和金屬注射成型之間的工藝差異 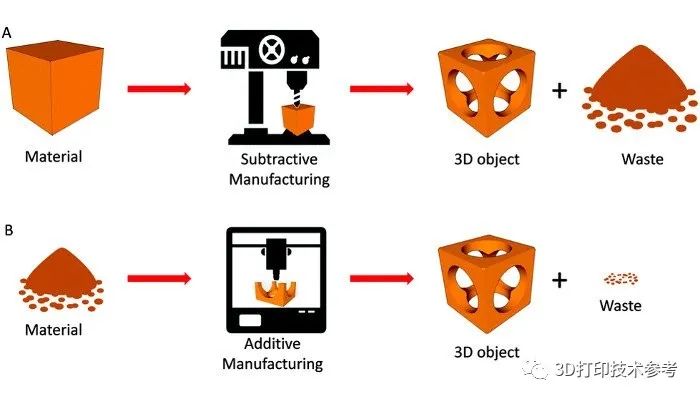
而MIM的設計需要考慮零件脫模,所以限制了一些形狀,無法像3D打印一樣制造復雜結構零件。不過,粘結劑噴射金屬3D打印后期燒結工藝因為重力和摩擦以及收縮的影響,不擅長加工無支撐結構的大面積薄壁件,也不善于制造細枝樹狀零件等。粘結劑噴射金屬3D打印與注射成型原理其次成型工藝不一樣,粘結劑噴射金屬3D打印采用陣列噴頭選擇性的噴射粘結劑固化而成,而MIM則采用模具注射成型。
3214
南極熊3D打印 ??? 3年前
射出模具數字化設計與智能制造技術分析 
基于Cimatron E 的手表殼體數字化注塑模具設計[J]. 塑料科技,2014,42(10):97-101. [8]. 范鈞,王雷剛. 基于逆向工程的注塑模具數字化快速開發精度分析[J].
3935 2 1
ACMT協會 ??? 2年前
注塑機開合??刂菩枰⒁獾膯栴} 
在低壓合模過程中,如果模具之間沒有任何障礙,則可以順利合攏至壓上高壓開關,轉高壓是為了伸直機鉸從而完成合模動作。這段距離極短,一般只有0.3~1.0mm,剛轉高壓旋即就觸及合模終止限位開關,這時動作停止,合模過程結束。注塑機的合模結構有全液壓式和機械連桿式。不管是那一種結構形式,最后都是由連桿完全伸直來實施合模力的。
2318 1
高分 ??? 4年前
20條/頁 
 22
22 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
