



(源代碼)Hypermesh二次開發:懸置28個工況載荷批量加載插件 
Hypermesh二次開發:懸置28個工況載荷批量加載插件
2216 1
王振東 ??? 3年前
基于ADMAS發動機懸置28工況計算 

1、28工況介紹,詳細講解三向力和扭矩的計算方法2、建模:創建發動機及懸置三向力 3、建立剛度曲線(含線性和非線性段) 4、將剛度曲線載入ADMAS 懸置中( BESTOP函數)5、建立懸置位移和動力總成位移轉角測量函數 6、加載扭矩和X、Y、Z向力7、分析計算 8、計算結果導出(動力總成位移和轉角、懸置的受力、懸置的位移)注意:單位要統一(excel中扭矩N.m,
3246 25
哀酷大叔 ??? 4年前
基于光電傳感器的模具廢料監測系統設計 附基于ADMAS 動力總成28工況計算下載 
下載地址:基于ADMAS 動力總成28工況計算
2591
ouju7687 ??? 3年前
基于整車工況的電動汽車動力總成系統效率優化設計方法 
正是就基于此,我們在減速器原中心距不變的情況下,將減速比由6.736 提高到9.28,電機鐵心長由110mm 縮短到80mm,其效率如圖8 所示,并可得出以下結論:1)電機的最高效率略有降低,這是因為電機的轉速提高,目前的電機長徑比并不是最佳值。如果同時改變長徑比,電機的最高效率會跟方案二相當,但是在實際設計中,這可能會導致需要重新制作定轉子沖片模具,而導致模具費用增加,經濟性不佳。
3453 1
EDC電驅未來 ??? 4年前
基于ABAQUS和Isight的液壓支架底座強度分析與優化 
材料 彈性模量/MPa 泊松比 密度/(kg·m-3) 屈服強度/MPa ZG27SiMn 2.1e+5 0.26 7 850 835 Q550 2.06e+5 0.28
5075 6 1
張偉一 ??? 2年前
T型槽試驗平臺:重載工況下的“定海神針”,穩到讓振動“自閉”
在重型機械試驗、大型工件檢測、重載設備校準等場景中,“穩”是核心訴求——一旦平臺出現輕微晃動或振動,不僅會導致試驗數據失真、檢測結果偏差, 
而T型槽試驗平臺,正是重載工況下的“定海神針”,憑借硬核的結構設計與材質特性,能實現穩振效果,甚至穩到讓重載運行產生的振動“無從下手、主動自閉”。本文就拆解其核心優勢,講清為何它能成為重載工況的穩控選擇。 很多人誤以為“厚重就是穩”,但重載工況的穩振邏輯遠不止于此。
2114
河北威岳 ??? 3月前
T型槽平臺選購指南:按焊接/檢測工況“抄作業”,告別選擇困難 
焊接工況 vs 檢測工況:同一平臺的不同“性格”即使是T型槽平臺內部,針對不同工況也有不同的選型參數:焊接工況:重“穩載、抗振”。建議選2級精度(平面度誤差≤0.05mm/m),材質需經過雙重時效處理以抗熱變形,T型槽選寬槽(如28mm) 以牢固固定重載焊件,面板可帶防飛濺涂層。檢測工況:重“精度、抗干擾”。
1958
威岳13780573715 ??? 2月前
高烈度跨斷層隧道剛性抗震技術研究 
2192.40-567.3662.96-140.4017.76-84.23由表3可知,工況1的最大橫向、縱向、豎向位移分別為28.83mm,26.19mm及9.64mm。
2780 8 12
黑怕賀知章 ??? 3年前
[LS-DYNA]自動面面接觸時,主從面網格大小對結果的影響?
模型圖和測點如圖工況1:伸縮裝置網格尺寸為20mm在荷載作用位置處的梳齒加速度峰值為6600m/s^2,鋼板峰值為4810m/s^2,接觸力1.28KN在端部的梳齒加速度峰值為632m/s^2,鋼板峰值為699m/s^2。
3086 1 2
小小劍心 ??? 3年前
基于Nx Nastran有限元分析的公鐵兩用半掛車車架結構優化(上) 
中車眉山車輛有限公司研發了一種載重28 t的公鐵兩用半掛車,在半掛車車架設計過程中,基于Nx Nastran有限元仿真軟件對車架鋼結構進行了靜強度預測評估與結構優化。1 主要結構及計算工況1.1 主要結構公鐵兩用半掛車車架為全鋼焊接結構,主要板材采用T700高強度鋼。車架主要由前端梁、牽引縱梁、邊梁、大梁組成、橫梁、前端連接裝置、后端梁等組成,如圖1所示。
5521 7 2
Whitney ??? 2年前
很多用戶在選型時,僅關注廠家標注的精度等級,卻忽略了實際工況下 
2.精加工工藝:采用數控龍門銑床進行精加工,工作面粗糙度達Ra0.8μm,減少了與工件、夾具的接觸間隙;同時對T型槽邊緣進行倒角和淬硬處理,硬度達HRC28-32,既提升了耐磨性,又避免了應力集中導致的裂紋和變形。
2549
河北威岳 ??? 4月前
選得不當,要么無法滿足工況需求,要么造成資金浪費。今天這篇筆 
中小型焊件(<500kg)選14×9或18×11規格,槽間距50100mm,搭配2級精度平臺,性價比高;中大型焊件(500kg2000kg)選22×14或28×16規格,槽間距100150mm,仍用2級精度即可;重型焊件(>2000kg)選36×20及以上規格,搭配3級精度平臺,兼顧承載與成本。
1142
河北威岳 ??? 3月前
【CAE案例】模擬水輪機中的旋轉渦帶現象 
此外,使用了瞬態模型對部分載荷工況進行了模擬,數值結果很好地預測了旋轉渦帶的出現和形成。使用CFD仿真軟件,獲得了與實驗結果近似的數值結果。在部分載荷工況下,實驗結果表明壓力脈動頻率約為轉輪頻率(~1.63 Hz)的0.29倍。從尾水管壓力FFT分析結果可以看出,它大約是轉輪頻率的0.28(~1.57)。0.06Hz的差異是由于數值模擬誤差造成的,可以忽略不計。
2750 3 1
CAE璐姐 ??? 3年前
選大了浪費成本,選小了滿足不了工況,其實關鍵在于找對全場景適配方法和避開選型誤區。今天這篇90 
中小型焊件(<500kg)選14×9或18×11規格,槽間距50100mm,搭配2級精度平臺,性價比高;中大型焊件(500kg2000kg)選22×14或28×16規格,槽間距100150mm,仍用2級精度;重型焊件(>2000kg)選36×20及以上規格,搭配3級精度平臺,兼顧承載與成本。 檢測場景則精度為王,規格匹配夾具即可。
1379
河北威岳 ??? 3月前
6h速成多工況三維RVE模型(分層失效)線上培訓錄屏 
直播培訓課程內容與視頻對應時間如下:(1) 三維RVE模型的關鍵問題與PBC(周期性邊界條件)原理 上午視頻0:00-0:27(2) 使用cohesive接觸建立三維RVE模型 上午視頻0:28-2:00(3) 使用cohesive接觸的三維RVE模型的結果分析 上午視頻2:00-2:28(4) 使用零厚度cohesive單元的三維RVE模型 上午視頻2:29-3:30
4779 7
御坂sigma ??? 2月前
【iSolver案例分享61】基于EN 15227的列車排障器強度校核 
結果對比 基于Abaqus軟件計算相同工況,并將其與isolver計算結果進行對比:圖6 工況1 isolver Mises應力云圖圖7 工況1 Abaqus Mises應力云圖圖 8 工況1 isolver 位移云圖圖 9 工況1 Abaqus 位移云圖圖10 工況2 isolver Mises應力云圖圖11 工況2
2594 2 3
李環宇 ??? 1年前
電動車動力總成振動噪聲的試驗研究 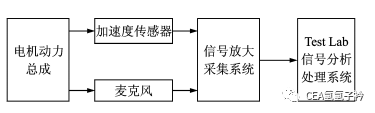
28階在5088r/min出現峰值,此轉速從圖9中也可以反映出來。值得注意的是,在3800r/min以上,盡管第20和28階次對系統總噪聲級貢獻并不明顯,但是由于其波動較大,使人感到煩躁。因此,在以噪聲級水平為目標值進行NVH研究并不完全適用。3 聲品質 汽車作為商品最終是面向市場的,顧客對汽車的主觀感受是決定一輛車好壞的最終標準。
2606 2
聲學工程師小吳 ??? 2年前
【iSolver案例分享55】鋁合金支座受力分析 
假肢腳踝受沖擊荷載 https://www.yqgqt.org.cn/content/post/1852457 第26篇:歐拉梁單元彎矩計算 https://www.yqgqt.org.cn/content/post/1856479 第27篇:樁靴的承壓測驗 https://www.yqgqt.org.cn/content/post /1859305 第28
2209 9 4
李環宇 ??? 2年前
新能源汽車碳纖維復合材料車門輕量化設計 
表5 兩種車門不同工況下的最大位移對比進一步對復材車門進行約束模態分析,仿真分析結果顯示一階模態頻率是45.28 Hz。避開了環境綜合激勵頻率,合乎設計標準。發現在上文的等質量替換過程中,替換后的碳纖維車門模型厚度增加較大。在靜力學的分析中,復材替換后的車門在所有的工況仿真中,剛度表現都優于原車門。在模態分析中,復材車門能夠滿足車門振動穩定性。
6272 6 2
清風徐來asd ??? 2年前
集成式電子液壓制動系統的復合制動協調控制 
Tab.4 HIL test results of the transitional conditions 5 總結基于集成式電子液壓制動系統,針對復合制動過渡工況沖擊度問題,提出了雙閉環反饋和電機力修正的協調策略,通過仿真和硬件在環試驗,證明了所提出的策略能有效減小復合制動過渡工況沖擊度,使得液壓力介入時的沖擊度從最初的28.26 m·s-3降低到18.39 m
2462 1
機械設計師 ??? 4年前
20條/頁 
 12
12 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
