



固化模擬熱傳導和應力變形怎么關聯起來?
有人知道關于固化模擬方面如何將熱傳導模塊算出的固化度溫度傳到應力-變形模塊嗎?這兩個模塊怎么關聯呢?看的論文里也說的很籠統
2290 1 1
嗯~_7267 ??? 3年前
碳纖維復合材料平板固化翹曲變形 
碳纖維復合材料平板固化翹曲變形,內附inp文件,ODB文件及操作視頻
2226
樹屋嘴饞的圓子 ??? 1年前
基于Abaqus的光固化3D打印結構仿真 
樹脂固化過程中會出現化學-熱-變形多場之間的相互耦合,固化產生的化學收縮以及熱應變會導致復合材料結構內部產生較大的內應力,并導致結構形狀發生改變。光固化3D打印結構變形與復合材料固化變形本質上是類似的,都是由樹脂的固化收縮和熱應變導致內部產生殘余應力,釋放邊界約束后結構發生回彈變形。與復合材料固化變形相比,光固化需要額外考慮光照對固化速率的影響,一定程度上增加了分析的復雜性。
3444 12 7
靜默的無線電 ??? 3年前
Ansys Workbench 膠粘凝固過程,變形等效仿真 
這一階段是整個固化過程中膠層屬性最為復雜的階段。包括膠層固化反應收縮和溫度、膠層狀態等多方面因素共同影響。? 第三階段由玻璃化溫度開始直至膠層溫度冷卻至室溫。在此階段中,膠層完全固化,處在玻璃態,其物理屬性只與溫度相關。在此狀態下,膠層的鏈段被凍結,變形能力很小,具有較高的模量。
1155 1
cae_lizh ??? 20天前
大壁厚陶瓷光固化3D打印工藝,因泰萊激光實現新突破 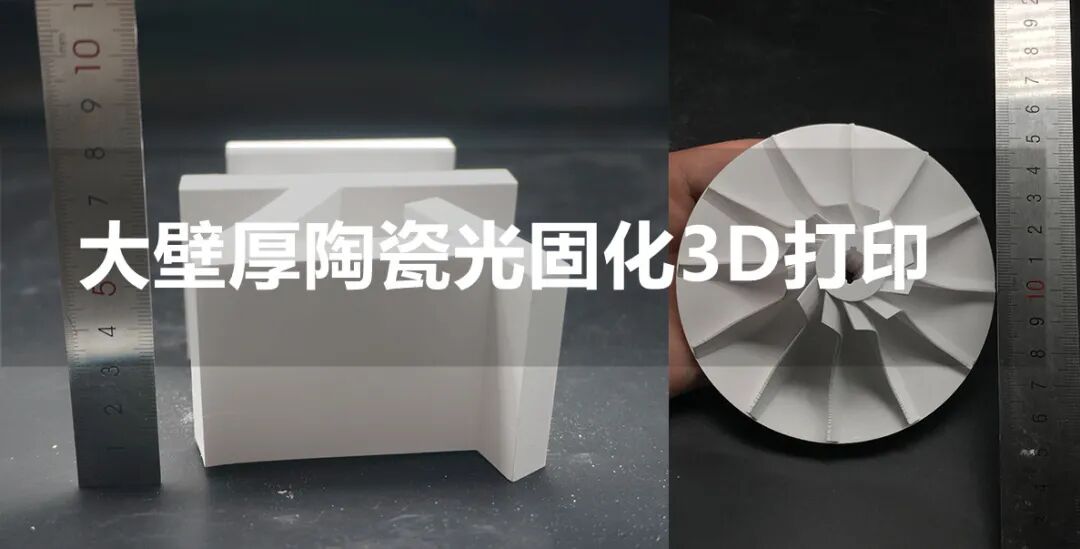
光固化陶瓷3D打印在成型工藝上已經發展較為成熟,但是在后期脫脂和燒結環節,生坯XYZ三個方向的厚度都超過7mm時,易產生開裂、變形、脫皮等問題,導致制件失敗,其主要原因:①在光固化過程中存在固化內應力,在脫脂過程存在一個應力釋放過程而導致開裂;②光固化陶瓷材料有機物含量高,并且通過聚合反應形成三維空間網絡結構的大分子,壁厚了就較難脫脂;③對于高致密度的結構陶瓷,由于高的固含量導致顆粒之間較難形成合理的脫脂通道
2206
南極熊3D打印 ??? 3年前
Abaqus基于粘彈性本構的復合材料固化成型仿真 
復合材料制件成型過程中,由于材料自身的各向異性、樹脂基體的化學收縮反應以及模具作用等因素的影響,導致制件成型過程中產生殘余應力,引起固化變形,從而增加制造成本和裝配難度。因此,合理預測制件固化過程中殘余應力的發展,計算制件的固化變形量,成為降低制造成本、提高生產效率的重要手段。復合材料固化成型仿真主要包括三個部分:熱-化學模型,固化動力學方程和固化本構。
4801 11 6
320科技工作室 ??? 4年前
其變形后為什么有這么多危害? 
壓合材料、結構、圖形對板件變形的影響: PCB 板由芯板和半固化片以及外層銅箔壓合而成,其中芯板與銅箔在壓合時受熱變形,變形量取決于兩種材料的熱膨脹系數(CTE)。
2568 1
電子設計聯盟 ??? 3年前
Moldex3D模流分析之固化層厚度比例和最高、中心、平均、容積溫度 
冷卻導致的凝固會使得靠近塑件的表面形成固化層。固化塑料厚度的增加會使得沿著流動路徑的截面縮小,會導致流阻以及澆口應力提高。 較厚的固化層將導致形成凹痕的機會降低,但是形成氣孔的機會提高,因為凝固的塑料具較高的抗變形性。 最高溫度 (Max. Temperature) 最高溫度結果顯示目前步進時間輸出時厚度方向的最高溫度。
3923 1
Moldex3D 中國 ??? 2年前
2萬字干貨:光固化微納3D打印技術的發展現狀與趨勢 
另外,光刻膠在快速固化過程中會發生收縮,從而導致3D零件變形[178,185]。當結構固定在基板上時,在離基板較遠的位置,變形會急劇惡化。此外,打印并拼接兩個3D部件時,后續的激光光斑會因折射率失配被已固化結構調制,影響后續拼接3D部件的打印。通過優化打印策略,可以解決這兩個難題。打印大尺度3D物體時,更好的打印策略是在水平方向(而不是垂直方向)制作和拼接打印元素,以避免變形問題。
3179
南極熊3D打印 ??? 3年前
CAE模流分析101招 -第 43 招、模具水路設計對產品翹曲變形的影響【水路設計篇】 
CAE模流分析101招 -第 43 招、模具水路設計對產品翹曲變形的影響【水路設計篇】■ Moldex3D/ 林秀春 協理【內容說明】在射出成型模具中,冷卻系統的設計甚為重要。因為唯有將成型塑件冷卻固化至具備相當剛性,脫模后才可避免塑件因脫模外力產生變形。由于冷卻時間占整個成型周期約70-80%,因此設計良好之冷卻系統可以大幅縮短成型時間,提高產率,縮短成本。
2394 2
型創科技2023 ??? 3年前
Abaqus復合材料固化成型分析 

abaqus中復合材料固化成型操作,對比了CHILE、PATH DEPEDENT和VISCOELASTIC三種本構在預測固化變形時的差異參考帖子Abaqus基于粘彈性本構的復合材料固化成型仿真 - 技術鄰 (jishulink.com)建模視頻忘記錄音了,有時間補上
16625 4
靜默的無線電 ??? 3年前
導套卡鉤表面處理斷裂原因與改善對策 
試驗直接在生產線上進行,主要有:注塑機、退火設備、底漆噴涂UV固化生產線、面漆噴涂UV固化生產線、真空鍍膜機、產品組裝線、磅力計等。
2552
高分 ??? 4年前
Moldex3D模流分析之RIM模塊提供真實三維解決方案 
Moldex3D軟件可以仿真模穴充填、交聯固化、翹曲變形、纖維排向、多材質成型和其他客制化制程。
2667
Moldex3D 中國 ??? 11月前
Moldex3D模流分析之應用Moldex3D實驗設計法分析 降低隱形眼鏡殼模翹曲變形 
大綱鑄模法是常見的隱形眼鏡制作方法,透過射出成型技術制作隱形眼鏡殼模的基弧與前弧(圖一),接著在二者之間灌入高分子化合物,固化而成隱形眼鏡。由于隱形眼鏡殼模需要二次加工,尺寸精度要求高,收縮變形的容許范圍也相當嚴苛。
2329
Moldex3D 中國 ??? 3年前
基于comsol的復合材料熱變形仿真分析 
通過研究不同溫度,不同V型初始角度等情況下的變形,找到符合需求的邊界條件和幾何模型,指導實驗。</p><p> 本模型采用了固體傳熱、固體力學和微分代數方程。</p><p><br></p><p>復材固化的溫度邊界條件 。
4714 92
琳泓comsol ??? 6年前
Moldex3D模流分析之反應射出成型解決方案 
Moldex3D軟件可以仿真模穴充填、交聯固化、翹曲變形、纖維排向、多材質成型和其他客制化制程。
2020
Moldex3D 中國 ??? 3年前
干貨|一文搞懂封裝缺陷和失效的形式 
封裝缺陷的分類 封裝缺陷主要包括引線變形、底座偏移、翹曲、芯片破裂、分層、空洞、不均勻封裝、毛邊、外來顆粒和不完全固化等。 3.1 引線變形 引線變形通常指塑封料流動過程中引起的引線位移或者變形,通常采用引線最大橫向位移x與引線長度L之間的比值x/L來表示。引線彎曲可能會導致電器短路(特別是在高密度I/O器件封裝中)。
2492
電子工程世界EEWorld ??? 4年前
復合材料設計與制造一體化仿真 
復合材料設計制造一體化工藝仿真流程 復合材料纖維織物變形表征 復合材料一體式車架RTM填充 復合材料轉子葉片RTM填充 復合材料固化變形 片狀模塑料SMC成型 課程大綱
3178
lanxiaotu ??? 4月前
粘砂(結疤)、冷隔、氣孔?4步有效解決覆膜砂鑄件缺陷 
時間過短,殼層未完全固化則強度低;時間過長,砂型(芯)表面層易燒焦影響鑄件質量。
3314
鑄造工程師 ??? 4年前
Moldex3D模流分析金屬脫蠟精密鑄造之反應射出成型分析 
Moldex3D軟件可以仿真模穴充填、交聯固化、翹曲變形、纖維排向、多材質成型和其他客制化制程。
2128
Moldex3D 中國 ??? 3年前
20條/頁 
 10
10 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
